1
Изобретение относится к оборудованию для контактной сварки и монсет быть использовано в арматурных цехах заводов железобетонных изделий для сварки сеток и каркасов с большим диаметром арматурных стержней.
Известны клещи для контактной точечной сварки, в которых для уменьшения габаритов рабочей зоны подвижный электродержатель выполнен в виде охватываюш,ей неподвижный электродержатель вилки 1.
Этим достигается большая компактность электродержателя в зоне сварки. Однако схема установки электродов на клешах не обеспечивает автоматический ввод электродов в зону сварки, поскольку требуется поворот клеш,ей под углом к кресту, образованному продольной и поперечной арматурой с одновременным отклонением клеш,ей от вертикали. Такая сложная траектория движения клеш,ей затрудняет их использование в установках для сварки, оборудованных клещами и работающих в автоматическом режиме.
Известны клещи для контактной точечной сварки арматурных каркасов, содержащие установленные на каретке сварочные электроды и привод сжатия электродов .
В этих клещах на их движение используется собственный привод, введение второго привода механизмов его управления усложняет конструкцию.
Кроме того, поворот клещей увеличивает габариты рабочей зоны.
Целью изобретения является упрощение конструкции и уменьшение габаритов рабочей зоны.
Поставленная цель достигается тем, что клещи снабжены смонтированными на каретке направляющими и установленной в них траверсой со щтоками, имеющими резьбовые хвостовики и ограничительные
гайки, и щарнирно закрепленным рычагом прижима, при этом привод сжатия электродов щарнирно связан с рычагами прижима, а сварочные электроды расположены на траверсе.
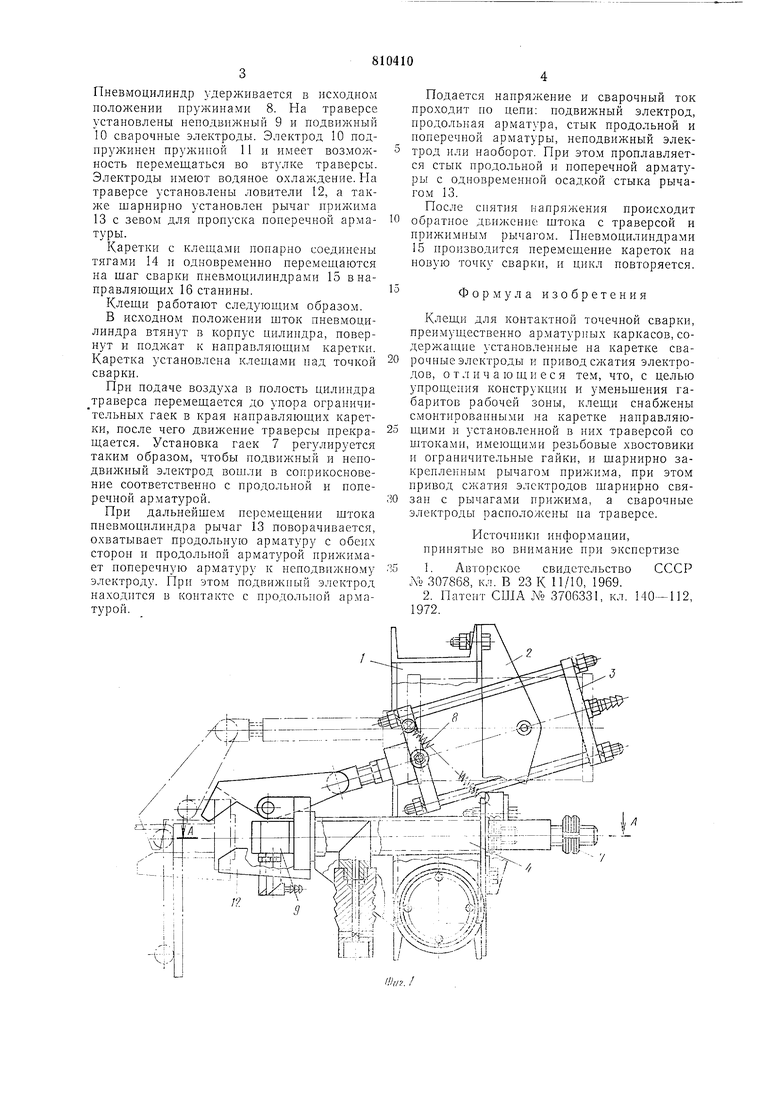
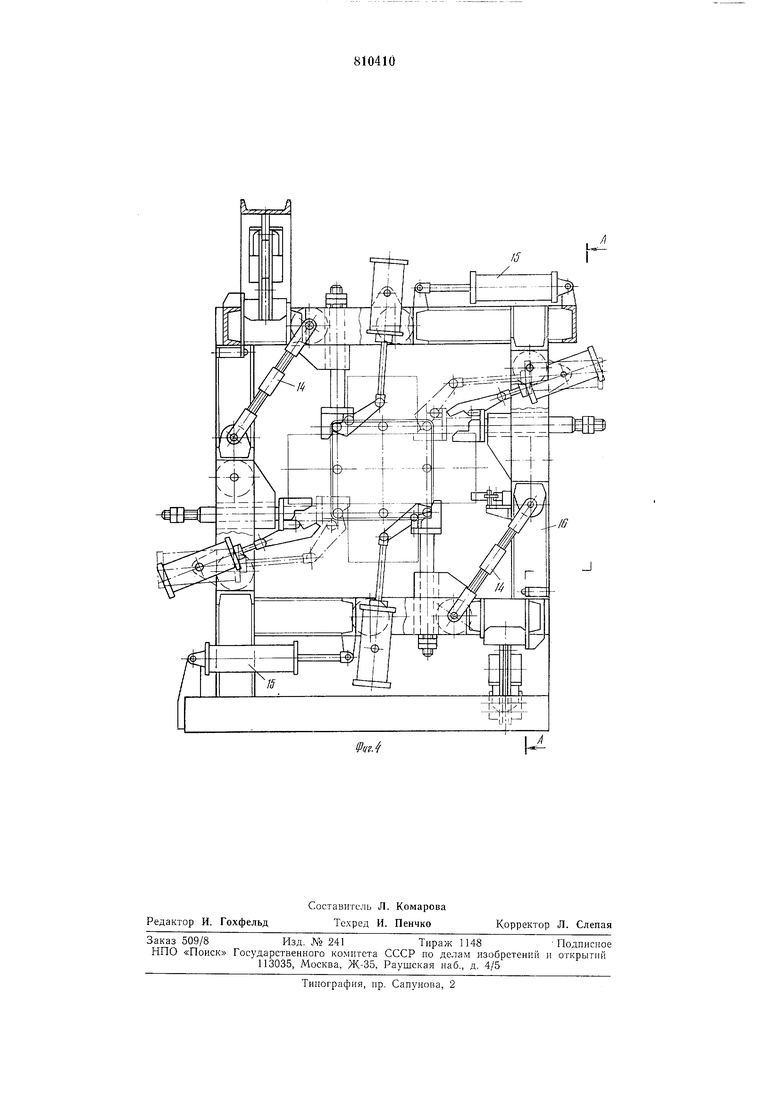
На фиг. 1 дан вид устройства сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А фиг. 1; на фиг. 4 - схема расстановки клещей на сварочном устройстве. Клещи установлены на каретке 1 на четырех колесах. На кронштейне 2 каретки щарнирно установлен привод сжатия электродов-пневмоцилиндр 3. В направляющих 4 каретки установлены с возможностью поступательного движения щтоки 5
траверсы 6 с ограничительными гайками 7.
Пневмоцилиндр удерживается в исходном положении пружинами 8. На траверсе установлены неподвижный 9 и подвижный 10 сварочные электроды. Электрод 10 подпружинен пружиной 11 и имеет возможность перемещаться во втулке траверсы. Электроды имеют водяное охлаждение. На траверсе установлены ловители 12, а также шарнирно установлен рычаг прижима 13 с зевом для пропуска поперечной арматуры.
Каретки с клепками попарно соединены тягами 14 и одновременно перемещаются на щаг сварки пневмоцилипдрами 15 в направляющих 16 станины.
Клещи работают следующим образом.
В исходном положении шток пневмоцилиндра втянут в корпус цилиндра, повернут и поджат к направляющим каретки. Каретка установлена клещами над точкой сварки.
При подаче воздуха в полость цилиндра траверса перемещается до упора ограничительных гаек в края направляющих каретки, после чего движение траверсы прекращается. Установка гаек 7 регулируется таким образом, чтобы подвижный и неподвижный электрод вощли в соприкосновение соответственно с продольной и поперечной арматурой.
При дальнейщем перемещении щтока пневмоцилиндра рычаг 13 поворачивается, охватывает продольную арматуру с обеих сторон и продольной арматурой прижимает поперечную арматуру к неподвижному электроду. При этом подвижный электрод находится в контакте с продольной арматурой.
Подается напряжение и сварочный ток проходит по цепп: подвижный электрод, продольная арматура, стык продольной и поперечной арматуры, неподвижный электрод или наоборот. При этом проплавляется стык продольной и поперечной арматуры с одновременной осадкой стыка рычагом 13.
После снятия напряжения происходит
обратное движение щтока с траверсой и
прижимным рычагом. Пневмоцилиндрами
15 производится перемещение кареток на
новую точку сварки, и цикл повторяется.
Формула изобретения
Клещи для контактной точечной сварки, преимущественно арматурных каркасов, содержащие установленные на каретке сваречные электроды и привод сжатия электродов, отличающиеся тем, что, с целью упрощения конструкции и уменьщения габаритов рабочей зоны, клещи снабжены смонтированными на каретке направляющими и установленной в них траверсой со щтоками, имеющи.ми резьбовые хвостовики и ограничительные гайки, и щарнирно закрепленным рычагом прижима, при этом привод сжатия электродов шарнирно связан с рычагами прижима, а сварочные электроды расположены на траверсе.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР М 307868, кл. В 23 К 11/10, 1969.
2. Патент США № 3706331, кл. 140-112, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
| КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИЕр, р,-ч f^,,.-, .^ ,f*^i—4-*4».''i\,,-OJ-i ,-л '••; ;1А1ЕНТНО^ГЕА;{::г:П"Л-^: | 1971 |
|
SU307868A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |
| Головка для контактной точечной сварки | 1984 |
|
SU1191225A1 |
| Устройство для подачи поперечных стержней | 1986 |
|
SU1386411A1 |
| Машина для точечной контактной сварки | 1972 |
|
SU442903A1 |
| Устройство для сварки арматурных сеток | 1973 |
|
SU547269A1 |

:
a
Ш
йж
I ЛХ
Jf/JE
6
ш::п
r3М1И
ШЭ
:-j3
