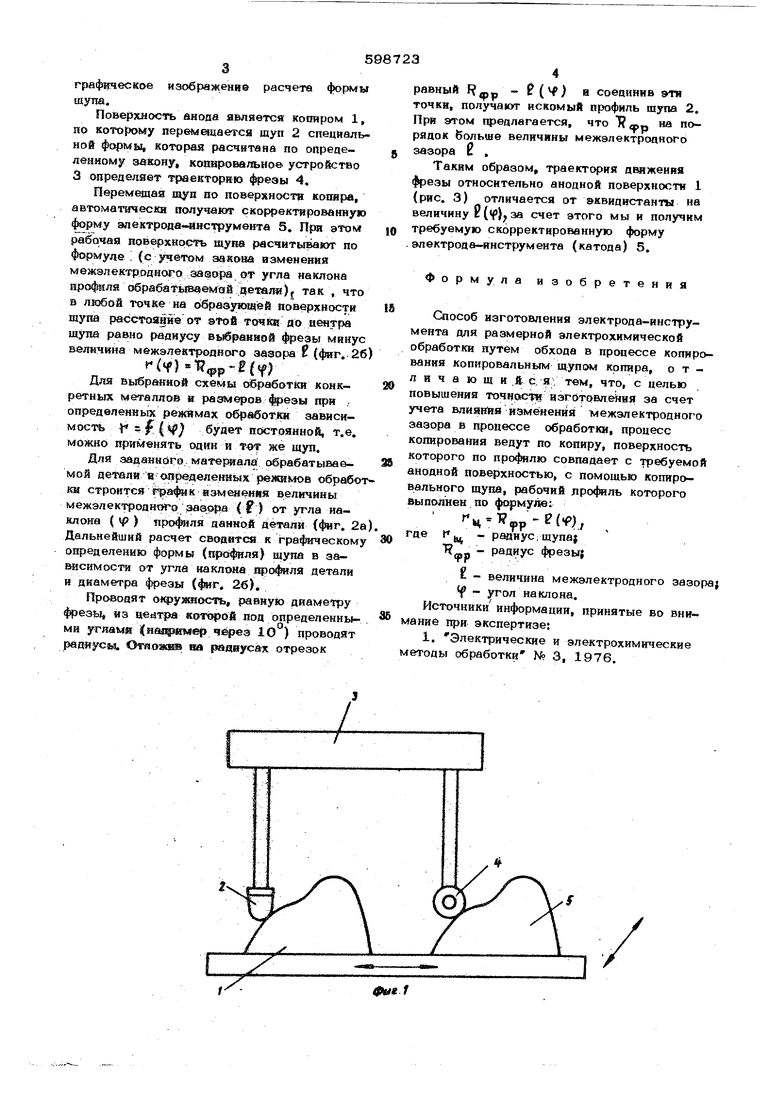
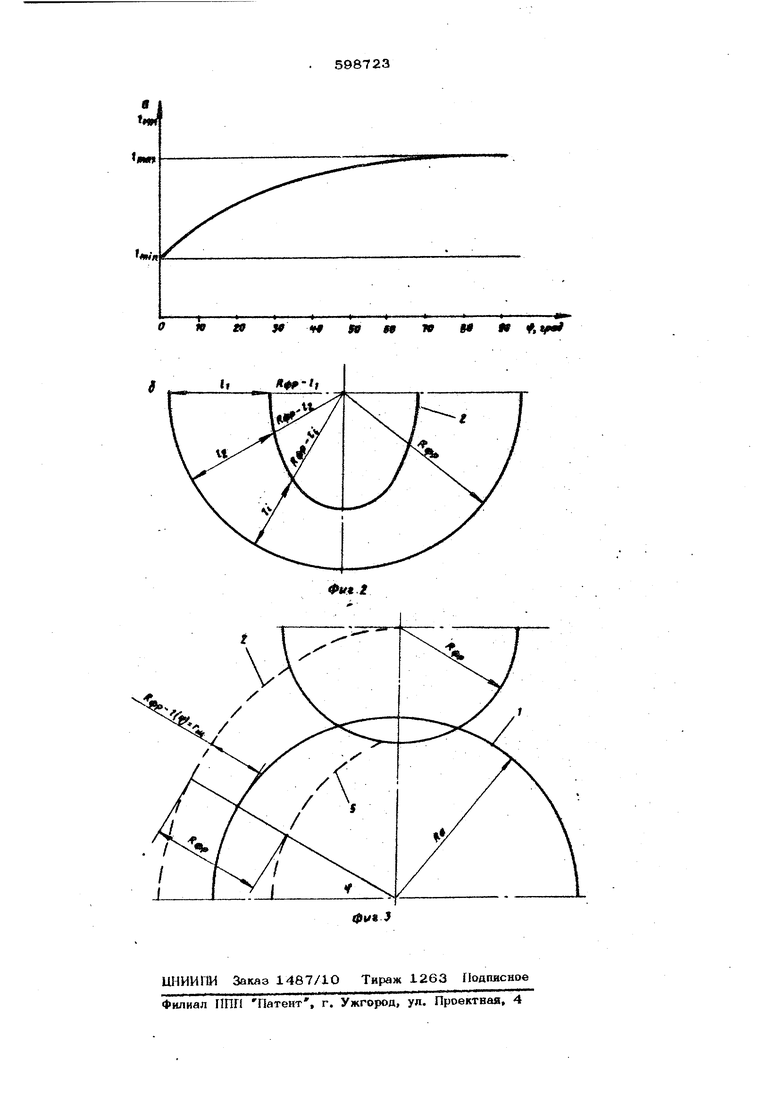
графическое изображение расчета формы шутш. FIoiBepxHcxjTb анопа авляется копиром 1, по которому перетк(б|цается щуп 2 специальной формь которая расчнтаяа по опрецелениому закону, ковтфовальиов устройство 3 опредеяает траекторию фрезы 4, Перем дая шуи по поверхности коЕШра, автоматически получают скорректированную форму электродв- йиструмента 5. При этом рабочая новерхнреть щупа расчитывают по формуле , (с учетом зако1Ш изменения межэлектродного за@ора от угла наклона обрабать|ва©м(э8 .влетали)j так , что в любой точке на ббравукяцей поверхности шуиа расстоанне от этой точка до иентра шула равно реянусу выбраниой фрезы минус величина межэлектрояного зазора (фиг. 26 «(fJTR pp-fff Для выбранной схемы обработки конкретных металлов и размеров фреэы при . определенных режимах обрвботКн зависимость s ( будет постоянной, т.е. можно применять оаин и твт же щуп. Для заданного мате даала обрабатываемой детали в О1 рвделенныхреяшмов обрабо ки строятся график изменения в.еличнны межэлектроднОГ эаа фа () от угла наклона ( Ч ) профиля данной детали (4««г. 2 Дальнейший расчет сводится к графическом определению формы (профиля) шупа в эависимости от угла наклона профиля детали и диаметра фрезы (f. 26), Провозят 01фуяшость, равную диаметру фрезы, из аейтра которой под определенными угяаъля (наа|9имер через Ю ) проводят радиусы. Оетюжшэ ее раавусах отрезок 4 - e(f) равный ff и соединив эти точки, получают искомый профиль шупа 2. При этом предлагается, что R д,- на порядок больше величины межэлектропного зазора 2 . Таким образом, траектория дн ження фрезы относительно анодной поверхности 1 (рис. 3) отличается от эквидистанты на величину с (f) за счет этого мы и получим требуемую скорректированную форму электрода-инструмента (катода) 5. Формула изобретения Способ изготовления электрода-инструмента для размерной электрохимической обработки путем обхода в процессе копирования копировальным щупом копира, о т л и ч а ю щ и.Й с.я. тем, что, с целью повышения точности иэгйтовле1ння за счет учета влияние измёнеш Я межэлектродного зазора в процессе обработки, процесс копироватя ведут по копиру, поверхность которого по профилю совпадает с требуемой анодной поверхностью, с помощью копировального щупа, рабочий лрофиль которого выполнен по формуле: .; . где ffj - радиус, щуца; рр - радиус фрезы} L - величина межэлектродного зазора; V - угол наклона. Источники информации, принятые во вниание при экспертизе: 1. Электрические и электрохимические етоды обработки № 3, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ копирной обработки кулачковых деталей | 1975 |
|
SU556934A1 |
| Копировальная фрезерно-шлифовальная головка | 1976 |
|
SU662279A1 |
| Способ обработки криволинейной поверхности деталей,преимущественно дисковых кулачков, матодом копирования | 1987 |
|
SU1407767A2 |
| Способ изготовления электрода-инструмента для размерной электрохимической обработки | 1982 |
|
SU1144815A1 |
| Способ электроэрозионного вырезания сложноконтурных деталей с наклонными стенками | 1977 |
|
SU707744A1 |
| Способ компенсации погрешности формы изделий с некруглым поперечным сечением при токарной обработке | 1987 |
|
SU1502202A1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2118247C1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| Способ управления копировальным станком для обработки замкнутых контуров | 1960 |
|
SU144697A1 |
| Способ обработки криволинейной поверхности деталей,преимущественно дисковых кулачков,методом копирования | 1975 |
|
SU891359A1 |
фая1
