1
Изобретение относится к устройствам для обработки металлов при восстановлении или ремонте металлических деталей или изделий и предназначено для удаления дефектов кольцевых сварных швов труб без свободных концов в затесненных местах с доступом с одной стороны в судоремонте и судостроении, может быть использовано в энергетике, химической и других отраслях промышленности.
Цель изобретения - . повышение качества обработки сварного шва.
Поставленная цель достигается путем сохранения качественных участков кольцевого сварного шва, а срезания - лишь дефектных.
3
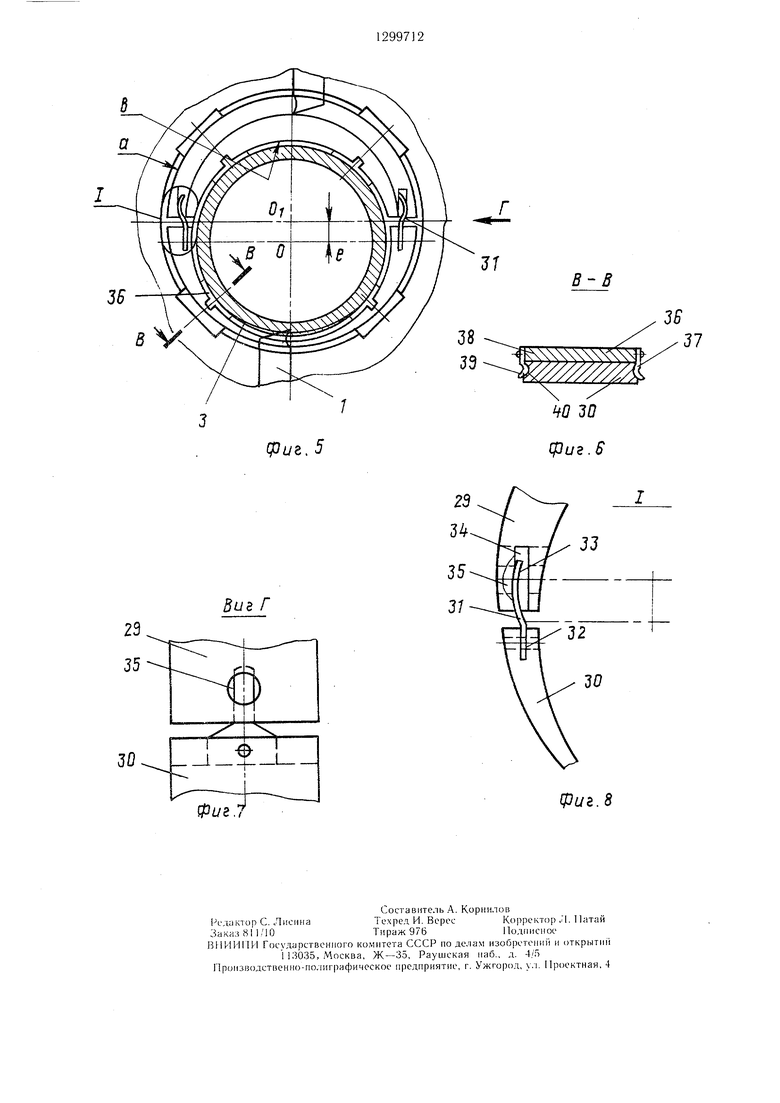
жиме 20 установлена с возможностью поворота втулка 28, состоящая из двух элементов 29 и 30, соединенны/ между собой фиксаторами 31. Фиксатор 31 (фиг. 7, 8) выполнен в виде изогнутых пластинчатых пружин, каждая из которых одним концом 32 закреплена в элементе 30 втулки 28, а другим изогнутым концом 33 входит в паз 34 элемента 29 и фиксируется в отверстии 35. Внутренняя поверхность b втул- 10 ки 28 выполнена эксцентрично относительно наружной поверхности а и оси О планшайбы 12 на величину эксцентриситета е, который принимается не менее наибольшей толщины сварного шва 2. На внутренней поверхности b втулки 28 установлены сменНа фиг. 1 приведена схема взаимного ные кулачки 36, которые закреплены фик- расгюложения резцов и дефектного участкасаторами и 37, и выполненными в виде пластинчатых пружин. Один конец 38 каждого фиксатора 37 закреплен на кулачке 36,
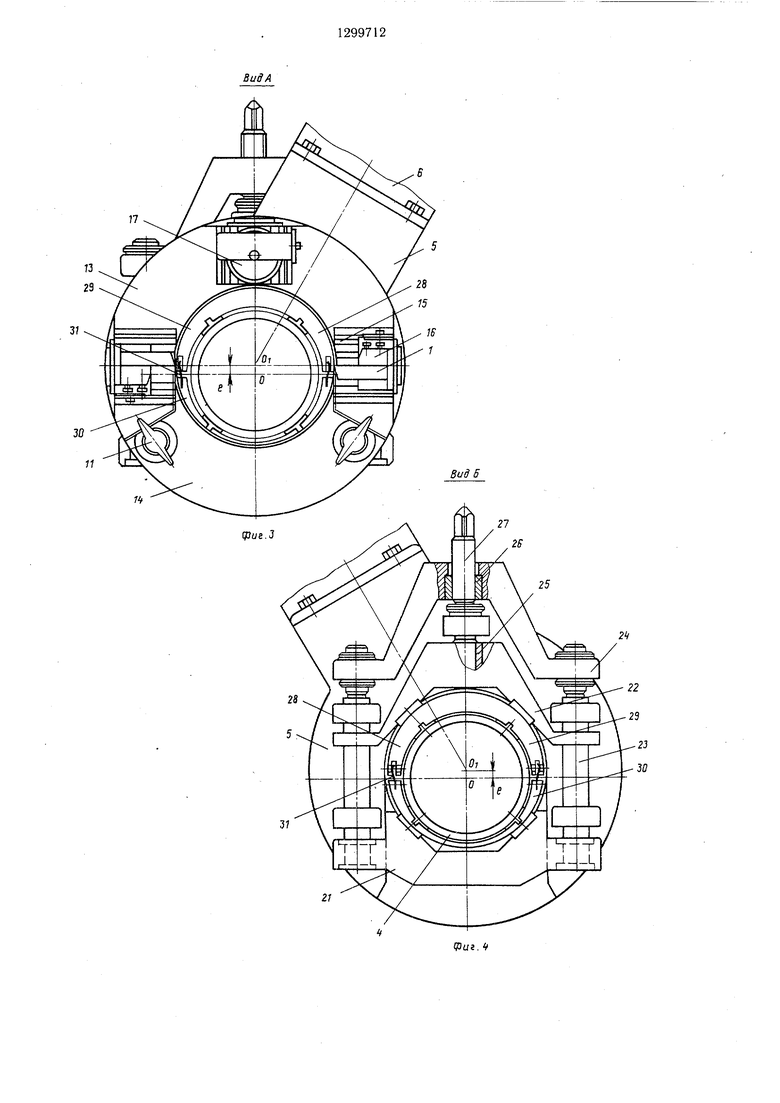
кольцевого сварного шва; на фиг. 2 - устройство для удаления дефектов кольцевых сварных швов, продольный разрез; на фиг. 3 - вид А на фиг. 2 (вид со стороны планшайбы); на фиг. 4 - вид Б на фиг. 2 (вид со стороны центрирующего зажима ; на фиг. 5 - взаимное расположение сменной втулки, резцов и дефектного участка сварного шва; на фиг. 6 - сеа второй 39 - входит в углубление 40, 2Q выполненное на элементе 30 фиксатора 37. Втулка 28 выполнена сменной.
Устройство работает следующим образом.
Для удаления дефекта кольцевого сварного шва 2 станок устанавливают и закрепляют центрирующим зажимом 20 на тручение В - В на фиг. 5{крепление сменных ку- 25 бе 4. Для труб, не имеющих свободных
лачков на сменной втулке)на фиг. 7 - вид Г на фиг. 5 (соединение отдельных элементов сменной втулки); на фиг. 8 узел I на фиг. 5 соединение отдельных элементов сменной втулки.
Устройство для удаления резцами 1 дефектов кольцевых сварных швов 2, а именно их дефектных участков-3 на трубах 4, выполнено в виде переносного станка, который состоит из рабочей головки 5 и пневмопривода с редуктором 6. Головка 5 включает в себя корпус 7 (фиг. 2), в котором закреплена кольцевая коническая направляющая 8. На последней подвижно смонтирована разъемная шестерня (не обозначена), состоящая из зубчатых секторов 9 и 10,
концов, предварительно снимают съемный сектор 14 планшайбы 12 вместе с зубчатым сектором 10 и зажимную губку 21 зажима 20. Станок устанагзливают на трубе 4 так, чтобы ось Oi вращения резцов I бы.ча смещена относительно оси О сварного шва 2 на величину эксцентриситета е в сторону, противоположную от дефектного участка 3. Для этого составные части 29 и 30 втулки 28 кулачками 36 размещают па трубе 4 таким образом, чтобы эксцентриситет е втулки 28 был расположеп с противоположной стороны от дефектного участка 3 сварного щва 2. В таком положении элементы 29 и 30 соединены фиксаторами 31, изогнутые концы 33 которых входят в па35
соединенных между собой быстросъемнымидо фиксируются в отверстиях 35 эле- фиксаторами 11. На щестерне закрепленамента 29. Закрепление станка осуп;ествляют планшайба 12, которая состоит из боль-вращением зажимного винта 27, от которого щого сектора 13 и малого съемного сек-через щтанги 23 и гайки 25, 26 одно- тора 14 (фиг. 3). На передней плоскостивременно перемещаются навстречу одна дру- планшайбы 12 в направляющих 15 разме-гой губки 21 и 22, что обеспечивает цент- щепы резцедержатели 16, несущие резцы 1 и45 рирование и закрепление станка на трубе 4.
заостренный ролик 17. Радиальная подача резцов 1 н ролика 17 осуществляется с помощью ходовых винтов 18 (фиг. 2), на одном конце которых закреплена звездочка 19, а второй конец ввинчен в резцедержатель 16. С обратной стороны корпус 7 несет центрирующий зажим 20, предназначенный для центрирования и закрепления станка на обрабатываемой трубе 4. Зажим 20 состоит из зажимных губок 21 и 22. Губка 21 через штанги 23 жестко связана с траверсой 24. Губка 22 и траверса 24 снабжены гайками 25 и 26 с правой и левой резьбой, взаимодействующих с зажимным винтом 27. Губка 21 выполнена съемной. В за50
55
Включается пневмопривод 6, вращение на планшайбах 12 передается через цилиндрические и конические зубчатые пары (не показаны). Радиальная подача резцов 1 осуществляется от ходового винта 18. Поворот звездочки 19, сидящей на конце винта 18, осуществляется при взаимодействии с выдвижным упором (не показан) корпуса 7. Вращением планшайбы 12 и радиальной подачей резцов 1 удаляется дефектный участок 3 кольцевого сварного шва 2.
Предлагаемое устройство позволяет удалять только .дефектный участок, сохраняя качественный участок кольцевого сварного
299712
3
жиме 20 установлена с возможностью поворота втулка 28, состоящая из двух элементов 29 и 30, соединенны/ между собой фиксаторами 31. Фиксатор 31 (фиг. 7, 8) выполнен в виде изогнутых пластинчатых пружин, каждая из которых одним концом 32 закреплена в элементе 30 втулки 28, а другим изогнутым концом 33 входит в паз 34 элемента 29 и фиксируется в отверстии 35. Внутренняя поверхность b втул- 10 ки 28 выполнена эксцентрично относительно наружной поверхности а и оси О планшайбы 12 на величину эксцентриситета е, который принимается не менее наибольшей толщины сварного шва 2. На внутренней поверхности b втулки 28 установлены смен ные кулачки 36, которые закреплены фик- саторами и 37, и выполненными в виде пластинчатых пружин. Один конец 38 каждого фиксатора 37 закреплен на кулачке 36,
а второй 39 - входит в углубление 40, выполненное на элементе 30 фиксатора 37. Втулка 28 выполнена сменной.
Устройство работает следующим образом.
Для удаления дефекта кольцевого сварного шва 2 станок устанавливают и закрепляют центрирующим зажимом 20 на труконцов, предварительно снимают съемный сектор 14 планшайбы 12 вместе с зубчатым сектором 10 и зажимную губку 21 зажима 20. Станок устанагзливают на трубе 4 так, чтобы ось Oi вращения резцов I бы.ча смещена относительно оси О сварного шва 2 на величину эксцентриситета е в сторону, противоположную от дефектного участка 3. Для этого составные части 29 и 30 втулки 28 кулачками 36 размещают па трубе 4 таким образом, чтобы эксцентриситет е втулки 28 был расположеп с противоположной стороны от дефектного участка 3 сварного щва 2. В таком положении элементы 29 и 30 соединены фиксаторами 31, изогнутые концы 33 которых входят в па
фиксируются в отверстиях 35 эле- мента 29. Закрепление станка осуп;ествляют вращением зажимного винта 27, от которого через щтанги 23 и гайки 25, 26 одно- временно перемещаются навстречу одна дру- гой губки 21 и 22, что обеспечивает цент- рирование и закрепление станка на трубе 4.
фиксируются в отверстиях 35 эле- мента 29. Закрепление станка осуп;ествляют вращением зажимного винта 27, от которого через щтанги 23 и гайки 25, 26 одно- временно перемещаются навстречу одна дру- гой губки 21 и 22, что обеспечивает цент- рирование и закрепление станка на трубе 4.
Включается пневмопривод 6, вращение на планшайбах 12 передается через цилиндрические и конические зубчатые пары (не показаны). Радиальная подача резцов 1 осуществляется от ходового винта 18. Поворот звездочки 19, сидящей на конце винта 18, осуществляется при взаимодействии с выдвижным упором (не показан) корпуса 7. Вращением планшайбы 12 и радиальной подачей резцов 1 удаляется дефектный участок 3 кольцевого сварного шва 2.
Предлагаемое устройство позволяет удалять только .дефектный участок, сохраняя качественный участок кольцевого сварного
шва, что повышает эффективность процесса удаления дефектов кольцевых сварных швов.
Формула изобретения
1. Устройство для удаления дефектов кольцевых сварных швов, содержащее корпус, на котором смонтированы приводная планшайба с резцами и механизмом их ра- диальной подачи, а также зажимные элементы для центрирования и закрепления устройства на обрабатываемой трубе, отличающееся тем, что, с целью повышения эффективности обработки путем сохранения качественных участков сварного шва, устройство снабжено эксцентричной втулкой, установленной с возможностью поворота между зажимными элементами.
2. Устройство по п. 1, отличающееся тем, что эксцентричная втулка выполнена сборной и снабжена по внутренней поверхности сменными кулачками.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки кольцевых кромок | 1977 |
|
SU742039A1 |
| Переносной станок для резки труб | 1983 |
|
SU1144807A1 |
| Переносной станок | 1975 |
|
SU550244A1 |
| Переносной станок для обработки кольцевых кромок | 1978 |
|
SU753543A1 |
| ТРУБООТРЕЗНОЙ СТАНОК | 1990 |
|
RU2028882C1 |
| Станок для обработки торцов труб | 1987 |
|
SU1505668A1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ГИЛЬЗ (ТРУБ) И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2353009C2 |
| Установка для сварки кольцевых швов | 1980 |
|
SU899316A1 |
| Переносный станок для обработки кромок | 1979 |
|
SU863197A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ОБТОЧКИ СВАРНЫХ ШВОВ ТРУБ | 1971 |
|
SU308786A1 |
Изобретение относится к области обработки металлов резанием при восстановлении или исправлении металлических деталей и предназначено для удаления дефектов кольцевых сварных швов труб в затесненных местах. Целью изобретения является повышение качества обработки сварного шва путем сохранения его качественных участков, а срезания - лишь дефектных. Устройство содержит корпус, на котором размещены разъемная приводная планшайба с резцами и приводом их подачи, а так же зажимные губки, в которых с возможностью поворота размеш,ена эксцентричная втулка, выполненная сборной из элементов, соединяемых фиксаторами. На внутренней поверхности втулки установлены сменные кулачки. При установке устройства на объект с кольцевым сварным швом посредством зажимных губок и эксцентриковой втулки, ось враш,ения планшайбы, а следовательно, и резцов смеш,ается относительно оси сварного шва на величину эксцентриситета «е в сторону, противоположную расположению дефекта. При вращении планшайбы резцами срезается только дефектная часть кольцевого сварного шва. 1 з.п. ф-лы. 8 ил. (С (Л tS3 СО ;о 
5 $: Г2 гт
3D
11
21
Р /
фуг. 5
Виг Г
Фиг.
Фиг. 8
| Трубоотрезной станок | 1972 |
|
SU442023A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
