Изобретение относится к кузнечному производству.
Известен способ выявления физических полей линий скольжения при деформировании, заключающийся в том, что заготовку перед деформированием предварительно нагревают до температуры синеломкости материала и выдерживают ее до образования окисной пленки.
Однако недостатком этого способа является нечеткость полученной сетки линий скольжения.
С целью устранения недостатка, поверхность заготовки до нагрева подвергают механической обработке до получения анизотропной шероховатости, не превышающей высоту наименьшей микронеровности поля линий скольжения, а после деформирования восстанавливают изотропию чистоты поверхности до шероховатости, соизмеримой с минимальной высотой микронеровности поля линий скольжения.
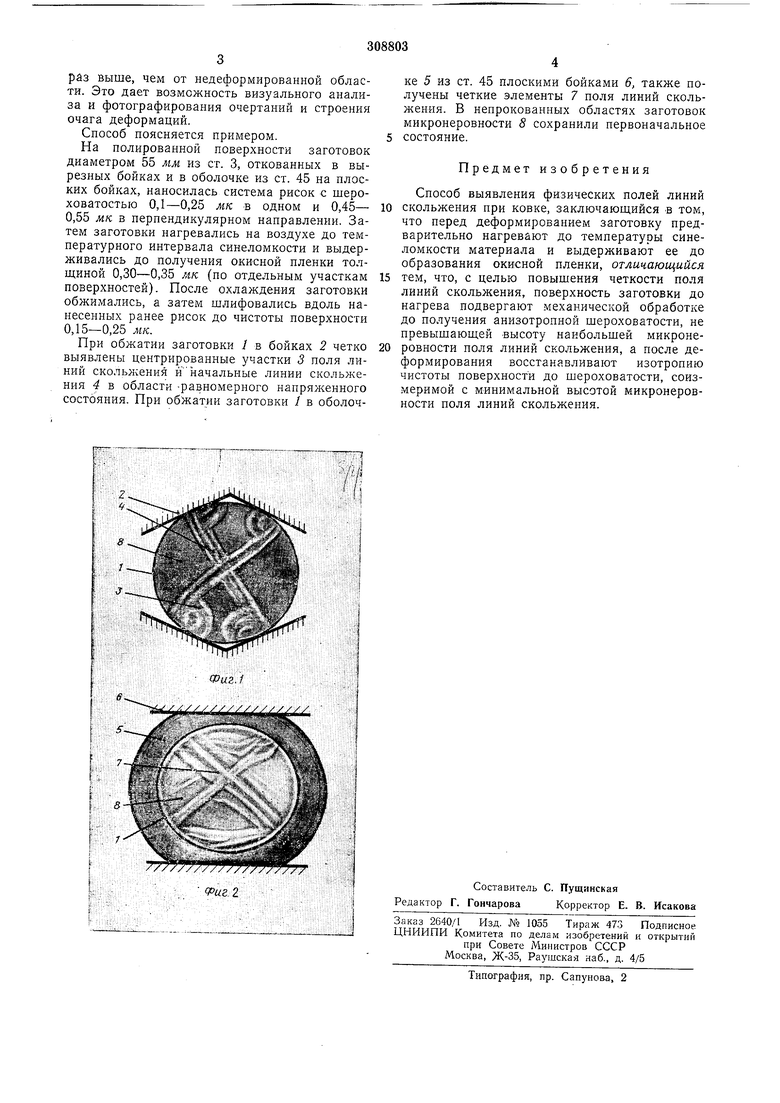
На фиг. 1 показано физическое поле линий скольжения при ковке круглой заготовки в вырезных бойках; на фиг. 2 - при ковке в оболочке плоскими бойками.
На полированные поверхности кузнечной заготовки, на которых предполагается выявлять после ковки физические линии скольжения, в двух взаимно перпендикулярных напр авлениях наносят систему рисок, создающих специальную анизотропную шероховатость. Вдоль рисок величина шероховатости должна быть соизмерима с высотой наименьшей микронеровности поля линий скольжения. Поперек рисок величина шероховатости не должна превышать высоты наибольшей микронеровности поля линий скольжения. Затем заготовку нагревают на воздухе до
температуры интервала синеломкости данного металла и выдерживают до получения слоя окислов толщиной в пределах величины анизотропной шероховатости поверхности. После охлаждения заготовку обжимают. Затем исследуемые поверхности заготовки шлифуют вдоль нанесенных ранее рисок. Чистота шлифования должна обеспечить шероховатость, соизмеримую с минимальной высотой микрорельефа поля линий скольжения. При этом
слой окислов удаляется лишь с выступов рельефа линий скольжения. Во впадинах и на недеформированной области окисленная поверхность шлифуется только по продольным гребешкам анизотропной шероховатости, что
обеспечивает неодинаковые оптические характеристики линий скольжения и недеформированной области, в частности при освепден поверхности поковки пучком света, паралл ным ранее нанесенным рискам, коэффи
раз выше, чем от недеформированной области. Это дает возможность визуального анализа и фотографирования очертаний и строения очага деформаций.
Способ поясняется примером.
На полированной поверхности заготовок диаметром 55 мм из ст. 3, откованных в вырезных бойках и в оболочке из ст. 45 на плоских бойках, наносилась система рисок с шероховатостью 0,1-0,25 мк в одном и 0,45- 0,55 мк в перпендикулярном направлении. Затем заготовки нагревались на воздухе до температурного интервала синеломкости и выдерживались до получения окисной пленки толщиной 0,30-0,35 мк (по отдельным участкам поверхностей). После охлаждения заготовки обжимались, а затем шлифовались вдоль нанесенных ранее рисок до чистоты поверхности 0,15-0,25 мк.
При обжатии заготовки 7 в бойках 2 четко выявлены центрированные участки 3 поля линий скольжения и начальные линии скольжения 4 в области -равномерного напряженного состояния. При обжатии заготовки / в оболочка 5 из ст. 45 плоскими бойками 6, также получены четкие элементы 7 поля линий скольжения. В непрокованных областях заготовок микронеровности 8 сохранили первоначальное состояние.
Предмет изобретения
Способ выявления физических полей линий скольжения при ковке, заключающийся -в том, что перед деформированием заготовку предварительно нагревают до температуры синеломкости материала и выдерживают ее до образования окисной пленки, отличающийся тем, что, с целью повышения четкости поля линий скольжения, поверхность заготовки до нагрева подвергают механической обработке до получения анизотропной шероховатости, не превышающей высоту наибольшей микронеровности поля линий скольжения, а после деформирования восстанавливают изотропию чистоты поверхности до шероховатости, соизмеримой с минимальной высотой микронеровности поля линий скольжения.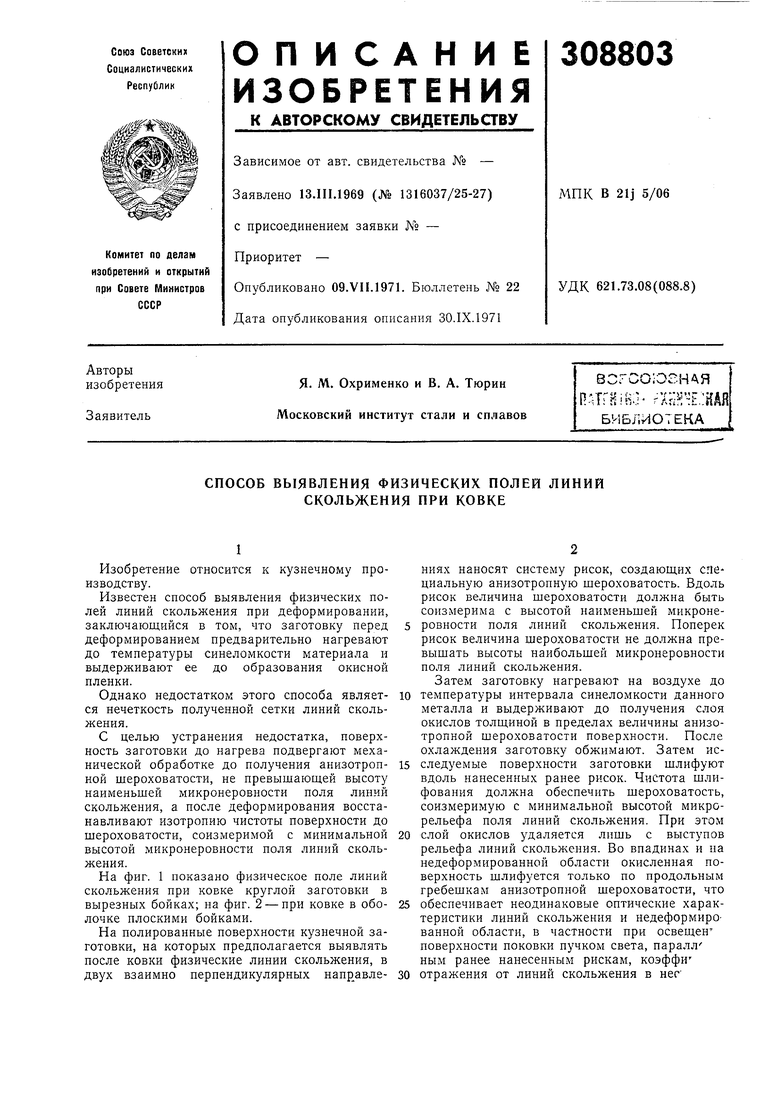
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫЯВЛЕНИЯ ФИГУР ЛИНИЙ СКОЛЬЖЕНИЯ | 1992 |
|
RU2056966C1 |
| Способ ковки поковок типа дисков | 1989 |
|
SU1710176A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2493931C2 |
| Заготовка для ковки | 1979 |
|
SU795689A1 |
| ОБЪЕМНОЙ ПРОРАБОТКИ СТРУКТУРЫ МЕТАЛЛА ПРИ КОВКЕ | 1970 |
|
SU261882A1 |
| Способ кузнечной вытяжки | 1978 |
|
SU841756A1 |
| Кузнечный вырезной боек | 1979 |
|
SU867510A1 |
| Кузнечный инструмент | 1988 |
|
SU1579792A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНОЙ ЗАГОТОВКИ С ОДНОРОДНОЙ СТРУКТУРОЙ | 2009 |
|
RU2412770C1 |
| Способ изготовления заготовок кузнечных вырезных бойков | 1984 |
|
SU1268265A1 |
