(54) ЗАГОТОВКА ДЛЯ КОВКИ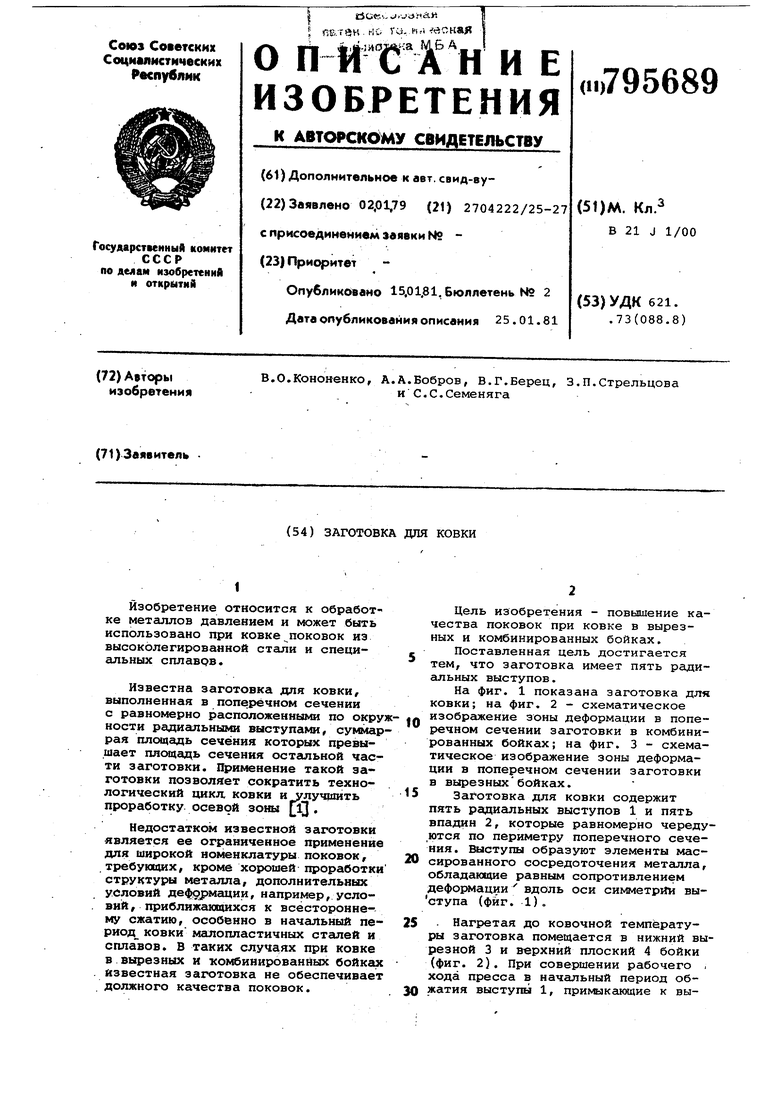
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| Способ ковки крупных поковок | 1979 |
|
SU837525A1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| ЗАГОТОВКА ДЛЯ КОВКИ ИЗДЕЛИЙ | 1970 |
|
SU276707A1 |
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ | 1992 |
|
RU2008994C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНОЙ ЗАГОТОВКИ С ОДНОРОДНОЙ СТРУКТУРОЙ | 2009 |
|
RU2412770C1 |
| СПОСОБ КОВКИ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2006327C1 |
| Способ ковки заготовок | 1981 |
|
SU1161219A1 |
| Способ ковки заготовки | 1983 |
|
SU1189560A1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано при ковке поковок из высоколегированной стали и специальных сплаврв.
Известна заготовка для ковки, выполненная в поперечном сечении с равномерно расположенными по окружности радиальными выступами, суммар рая площадь сечения которых превышает площадь сечения остальной части заготовки. Применение такой заготовки позволяет сократить технологический цикл, ковки и улучцшть проработку осевой зоны рЗ
Недостатком известной заготовки является ее ограниченное применение для широкой номенклатуры поковок, требующих, кроме хорошей проработки структуры метсшла, дополнительных условий де рмации, например, условий, приближающихся к всестороннему сжатию, особенно в начальный период ковки малопластичных сталей и сплавов. В таких случаях при ковке в вырезных и комбинированных бойках известная заготовка не обеспечивает должного качества поковок.
Цель изобретения - повышение качества поковок при ковке в вырезных и комбинированных бойках.
Поставленная цель достигается тем, что заготовка имеет пять радиальных выступов.
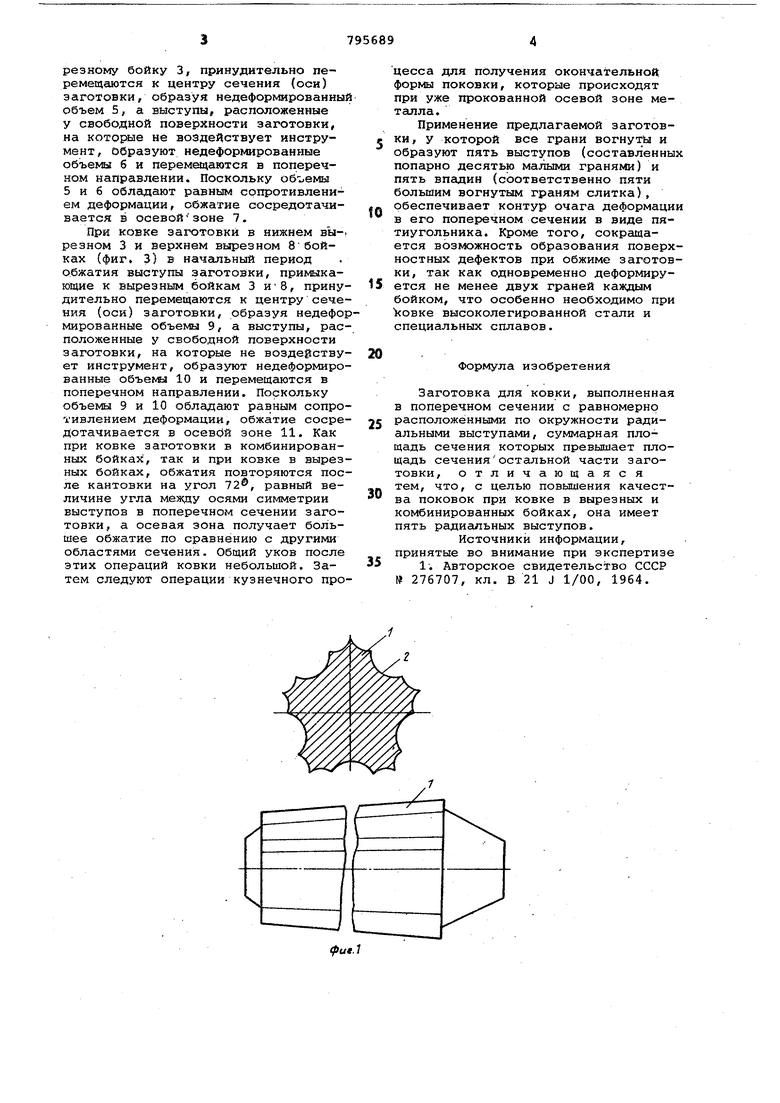
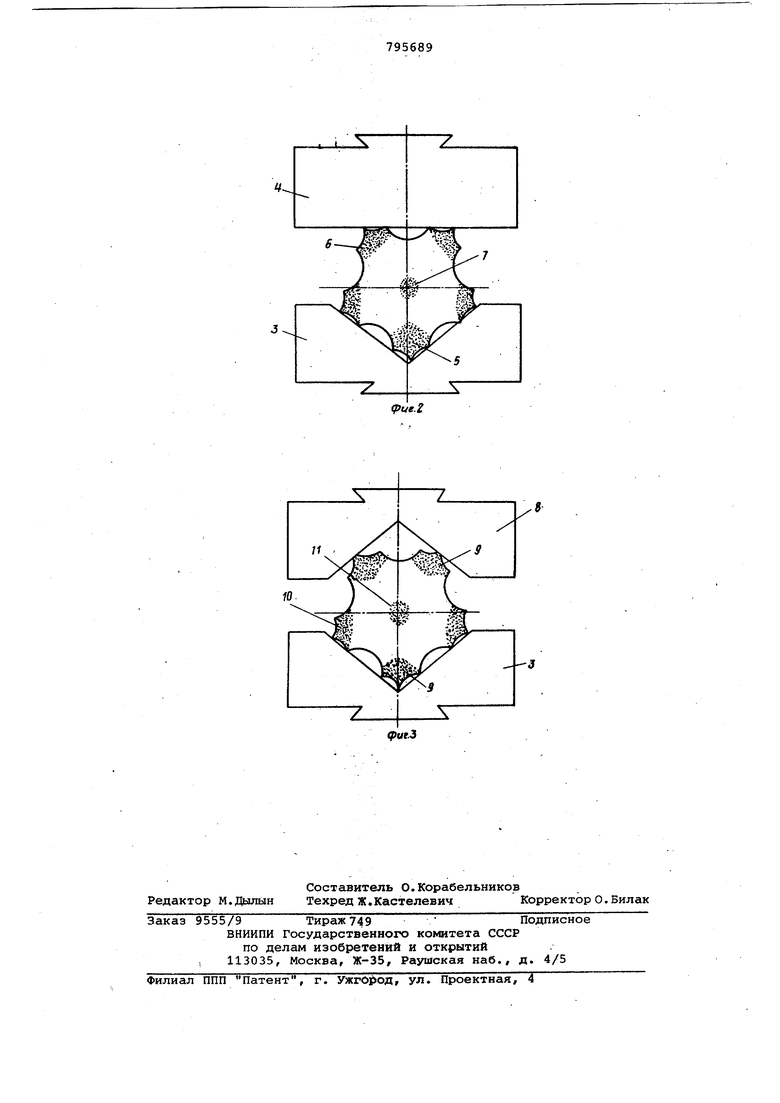
На фиг. 1 показана заготовка для ковки; на фиг. 2 - схематическое изображение зоны деформации в попеOречном сечении заготовки в комбинированных бойках; на фиг. 3 - схематическое изображение зоны деформации в поперечном сечении заготовки в вырезныхбойках.
5
Заготовка для ковки содержит пять радиальных выступов 1 и пять впадин 2, которые равномерно чередуются по периметру поперечного сечения. Выступы образуют элементы мас0сированного сосредоточения метгшла, обладающие равным сопротивлением деформации вдоль оси симметрии выступа (фиг. 1) .
. Нагретая до ковочной температуры заготовка помещается в нижний вырезной 3 и верхний плоский 4 бойки (фиг. 2). При совершении рабочего , хода пресса в начальный период обжатия выступы 1, примыкгиощие к вырезному бойку 3, принудительно перемещаются к центру сечения (оси) заготовки, образуя недеформироваиный объем 5, а выступы, расположенные у свободной поверхности заготовки, на которое не воздействует инструмент, образуют недеформированные объегФ б и перемещаются в поперечном направлении. Поскольку обг.емы 5 и б обладают равным сопротивлением деформации, обжатие сосредотачивается в осевойзоне 7.
При ковке заготовки в нижнем вЫ-. резном 3 и верхнем вырезном 8бойках (фиг. 3) в начсшьный период обжатия выступы заготовки, примыкающие к вырезным бойкам 3 и8, принудительно перемещаются к центру сечения (оси) заготовки, образуя недеформированные объемы 9, а выступы, расположенные у свободной поверхности заготовки, на которые не воздействует инструмент, образуют недеформированные объег«и 10 и перемещаются в поперечном направлении. Поскольку объемы 9 и 10 обладают равным сопро1ивлением деформации, обжатие сосредотачивается в осевс й зоне 11. Как при ковке заготовки в комбинированных бойках, так и при ковке в вырезных бойках, обжатия повторяются после кантовки на угол 72®, равный величине угла между осями симметрии выступов в поперечном сечении заготовки, а осевая зона получает большее обжатие по сравнению с другими областями сечения. Общий уков после этих операций ковки небольшой. Затем следуют операции кузнечного процесса для получения окончательной; формы поковки, которые происходят при уже прокованной осевой зоне металла.
Применение предлагаемой заготовки , у которой все грани вогнуты и образуют пять выступов (составленных попарно десятью малыми гранями) и пять впсщин (соответственно пяти большим вогнутым граням слитка), обеспечивает контур очага деформации в его поперечном сечении в виде пятиугольника. Кроме того, сокращается возможность образования поверхностных дефектов при обжиме заготовки, так как одновременно деформируется не менее двух граней каждым бойком, что особенно необходимо при koBKe высоколегированной стали и специальных сплавов.
Формула изобретения
Заготовка для ковки, выполненная в поперечном сечении с равномерно расположенными по окружности радиальными выступами, суммарная площадь сечения которых превышает площадь сеченияостальной части заготовки, отличающаяся тем, что, с целью повышения качества поковок при ковке в вырезных и комбинированных бойках, она имеет пять радисшьных выступов.
Источники информации, принятые во внимание при экспертизе
