Ю
О5
00 tc
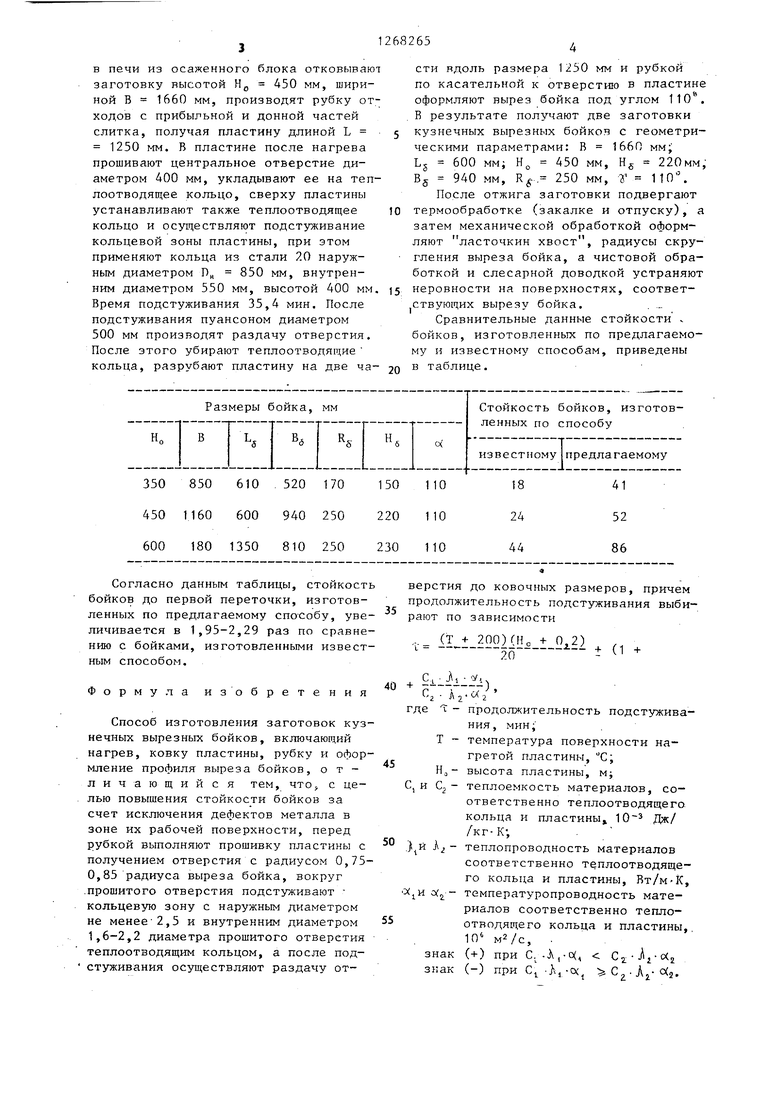
О) СЛ Изобретение относится к технологи изготовления инструмента для ковки .кузнечных вьгрезных бойков. Цель изобретения - пов)га1ение стой кости бойков за счет исключения дефектов металла в зоне их рабочей поверхности. На фиг.1 изображена откованная . пластина с прошитым отверстием, на фиг.2 - пластина с теплоотводящими кольцами (слева - в исходном положении до раздачи, справа - после разда чи отверстия)j на фиг.З - вид А на фиг.2; на фиг.4 - линии руба на плас тине на фиг.5 - готовай заготовка вырезного бойка после рубки, на фиг.6 - вариант изготовления бойка с глубоким вырезом, прошитая овальнь прошивнем пластина после раздачи отверстия с намеченными линиями руба на фиг,7 - готовая заготовка бойка после рубки. Способ изготовления заготовок куз нечных вырезных бойков включает нагрев, ковку пластины, рубку и офо ivmsHHe профиля выреза бойков. Перед рубкой выполняют прошивку пластины с получением отверстия радиусом Оэ750,85 радиуса выреза бойка, вокруг прошитого отверстия подстуживают .кольцевую зону с нарул ным диаметром не менее 2,5 i внутренним диаметром 1,6-2,2 диаметра прошитого отверстия теплоотводящим кольцом, а после подстуживания осуществляют раздачу отверстия до ковочных размеров, продолжительность отвода тепла (подстуживания) выбирают по зависимости 1-1 200MH o + pg 2) ± (1 + 20 продолжительность от}зода те Т - температура поверхности нагретой пластины, С, HOвысота пластины, м, и Cjjтеплоемкость материалов, соответственно теплоотводящег кольца и пластины, (10 ) теплопроводность материалов Соответственно теплоотводящ го кольца и пластин, Вт/м-к (V, и температуропроводность мате риалов соответственно тепло отводящего кольца и пластин , знак (+) при Ci-Л, -a, : знак () при G.J . Л .j « ; , Способ изготовления заготовок кузнечных вырезных бойков осуществляют следующим образом. Из исходного, нагретого до ковочно температуры слитка отковывают (после ковки цапфы, биллетировки, рубки отходов5 осад1си) мерные пластины 1 шириной В, длиной L, высотой HO, и после подогрева в печи (при необходимости) прошивают н пластине отверстие 2 диаметром D , равным 0,75-0,85 удвоенного радиуса выреза бойка Rj (фиг,1). Прошитую пластину устанавливают на кольцо 3,, сверху накладьшают симметрично отверстию 2 кольцо 4, осуществляя подстуживание кольцевой зоны поверхностных слоев металла пластины 1 (на глубину h) с наружным Ди аметром 1), равным (2,5-3,5) 1) и внутренним диаметром Dg (1,6-2,2)х X Вд, Время подстуживания, т.е. продолжительность контакта пластины с кольцами 3 и 4, определяют по приведенной зависимости. После подстуживания производят раздачу отверстия 2 пуансоном 5, получая отверстие 6 в пластине диаметром D 2R см (фиг.2 и 3). Затем осуществляют рубку пластины р 1дчале до липии 7, получают две заготовки 8, в которых рубкой (по линии 9) оформляют зырез бойка под углом J (Лиг. 4). В результате получают , заготовку :зырезного бойка с радиусом выреза R, шириной выреза В§ и глуН5 (фиг.5). При необхобиной выреза димости получения заготовки бойка с глубоким вырезом Я использ тот при прошивке прошивем: овальной формы (фиг, 6) В этом с:1учае теплоотводящие кольца 3 и 4 выполняют овальной формы и раздачу отверстия до D 2К осуществляют овальным пуансоном. После рубки по линиям 7 и 9 (фиг.6) получают заготовку вырезного бойка с параметрами RJ , Bg , { J (фиг. 7). Последующее изготовление бойка сводится к проведннию термической обработки, механической обработки направляющих ласточкина хвоста, (непоказан) и радиусов закругления выреза бойка;, а такйсе к чистовой обработке выреза и слесарной доводке. П р и,м е р. Слиток массой 9,0 т нагревают в печи, закатывают цапфу, биллетируют и осаживают, в результате полуг1ают блок ВЫСС1ТОЙ 650 мм, диаметром 1330 мм, Послб. двух подогревов
в печи из осаженного блока отковывают заготовку высотой Нд 450 мм, шириной В 1660 мм, производят рубку отходов с прибыльной и донной частей слитка, получая пластину длиной L 1250 мм. В пластине после нагрева прошивают центральное отверстие диаметром 400 мм, укладывают ее на теплоотводящее кольцо, сверху пластины устанавливают также теплоотводящее кольцо и осуществляют подстуживание кольцевой зоны пластины, при этом применяют кольца из стали 20 наружным диаметром П„ 850 мм, внутренним диаметром 550 мм, высотой 400 мм. Время подстуживания 35,4 мин. После подстуживания пуансоном диаметром 500 мм производят раздачу отверстия. После этого убирают теплоотводярдие кольца, разрубают пластину на две части вдоль размера 1250 мм и рубкой по касательной к отверстию в пластине оформляют вырез бойка под углом 110 . В результате получают две заготовки
кузнечных вырезных бойков с геометрическими параметрами: В 1660 мм, Lj 600 MMi Н„ 450 мм, Н 220мм, Bj 940 мм, R. 250 мм, Т 110. После отжига заготовки подвергают
термообработке (закалке и отпуску), а затем механической обработкой оформляют ласточкин хвост, радиусы скругления выреза бойка, а чистовой обработкой и слесарной доводкой устраняют
неровности на поверхностях, соответствующих вырезу бойка. . .
Сравнительные данные стойкости . бойков, изготовленных по предлагаемому и известному способам, приведены
в таблице.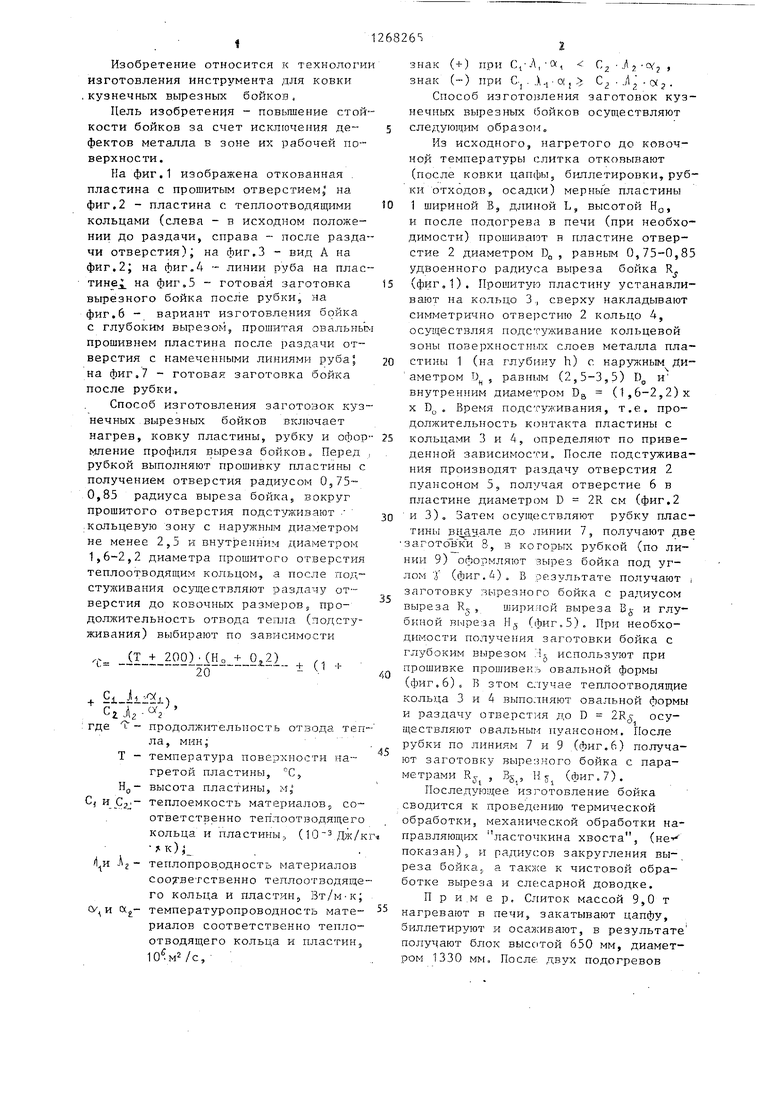
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления буртовых валов | 1988 |
|
SU1590185A1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| Кузнечный боек | 1982 |
|
SU1072973A1 |
| Способ ковки поковок | 1988 |
|
SU1655643A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Способ изготовления полой поковки с криволинейной осью | 1985 |
|
SU1382563A1 |
| Способ изготовления поковок валов | 1978 |
|
SU764814A1 |
| Кузнечная оправка для протяжки | 1985 |
|
SU1326383A1 |
| Способ изготовления поковок типа валов | 1982 |
|
SU1165521A1 |
Изобретение относится к техноло гии изготовления кузнечных вырезных бойков. Для повышения стойкости бойков за счет исключения дефектов в зоне их рабочей поверхности в исход-, ной пластине-заготовке отверстие выполняют процЕИВкой с радиусом, меньшим радиуса вьфеза бойков, подстуживают кольцевую зону вокруг кромки прошитого отверстия и выполняют раздачу его. Продолжительность подстуживания выбирают в функции теплофизических свойств, температуры нагрева и толщины пластины-заготовки. Охлажденные кольцевые жесткие, ее зоны обеспечивают при раздаче заковку дефектов заготовки. 7 ил.
Согласно данньпч таблицы, стойкость бойков до первой переточки, изготовленных по предлагаемому способу, увеличивается в 1,95-2,29 раз по сравнению с бойками, изготовленными известным способом. Формула изобретения Способ изготовления заготовок кузнечных вырезных бойков, включающий нагрев, ковку пластины, рубку и оформление профиля выреза бойков, отличающийся тем, что5 с целью повышения стойкости бойков за счет исключения дефектов металла в зоне их рабочей поверхности, перед рубкой выполняют прошивку пластины с получением отверстия с радиусом 0,750,85 радиуса выреза бойка, вокруг .прошитого отверстия подстуживают кольцевую зону с наружным диаметром не менее2,5 и внутренним диаметром 1,6-2,2 диаметра прошитого отверстия теплоотводящим кольцом, а после подстуживания осуществляют раздачу отверстия до ковочных размеров, причем продолжительность подстуживания выбирают по зависимости - II 1 20д)() I 20 - J: П + ..), Cj где Т - продолжительность подстуживания, мин; Т - температура поверхности нагретой пластины, С; Нз- высота пластины, м; , и Cj- теплоемкость материалов, соответственно теплоотводящего кольца и пластины 10 Дж/ /кг-К; .)й Ji, - теплопроводность материалов соответственно т плоотводящего кольца и пластины, Вт/м-К, (и температуропроводность материалов соответственно теплоотводящего кольца и пластины, 10 м2/с, . знак (+) при С. Д,-о(, C2;-J j-c 2 знак (-) при С .|,-сх С.(2.
Фи.. 1
Фиг.З
§
W
Le
Фиг.5
Фиг. 6
| Ковка и объемная штамповка стали | |||
| Справочник | |||
| М.: Машиностроение, 1968, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ отковки в штампах заготовок для спиральных сверл | 1921 |
|
SU367A1 |
