Изобретение относится к способам автоматической дуговой сварки стыковых или угловых швов, в частности поворотных стыков трубопроводов.
По основному авт. св. № 191707 известен способ автоматической дуговой сварки, повышающий производительность сварки в зависимости от величины сечения присадочной проволоки (зависимость прямая). Однако при использовании присадочной проволоки круглого сечения увеличивать ее диаметр можно лишь до определенного предела, выше которого трудно или невозможно получить качественное сварное соединение, так как присадочная проволока при этом находится в верхней части, а не в глубине разделки, что приводит к ухудшению условий формирования сварочной ванны, несплавлению, подтеканию шлака и т. п.
Предлагаемый способ позволяет устранить этот недостаток.
Это достигается тем, что поперечному сечению присадочной проволоки придают форму корня разделки.
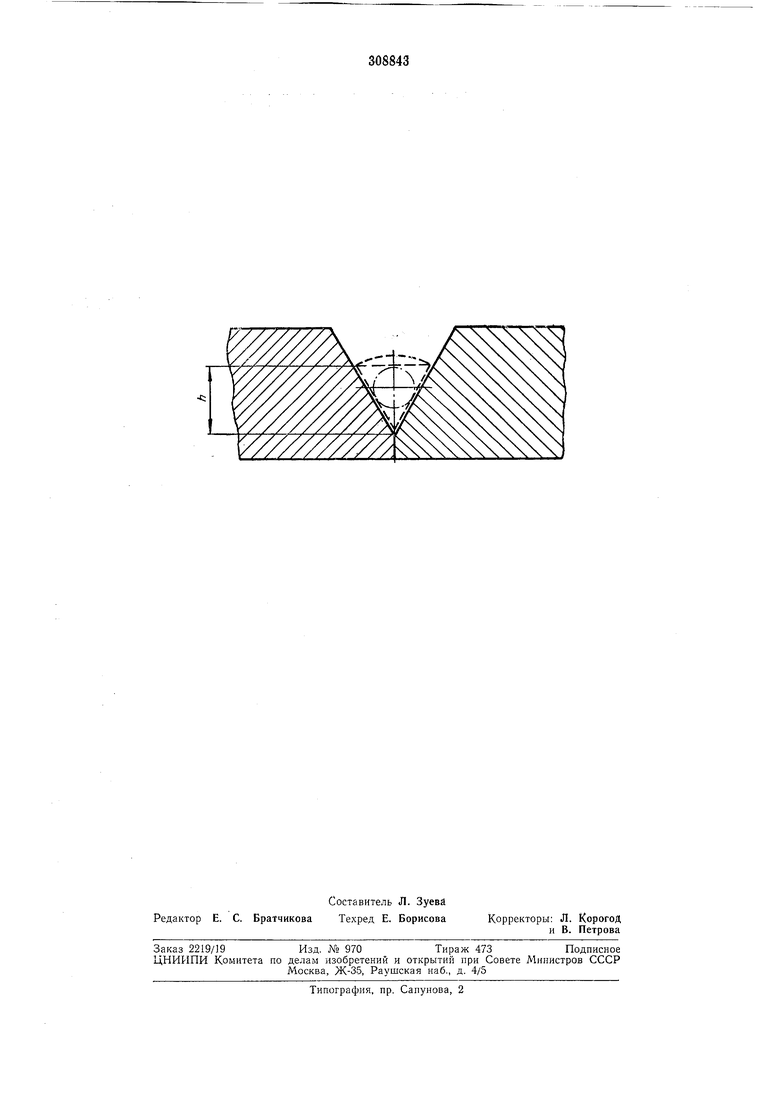
На чертеже показана форма поперечного сечения присадочной проволоки при V-образной разделке кромок, где штрихпунктирной линией обозначено круглое сечение, толстой
штриховой линией - сечение при сварке предлагаемым способом, тонкой штриховой линией - вариант контура верхней части сечения, буквой h - высота той части разделки, где размещается присадочная проволока.
Присадочная проволока, нижняя часть поперечного сечения которой имеет форму корня разделки, заполняет всю площадь разделки в пределах высоты h, препятствуя поддуву воздуха через зазор с обратной стороны шва, а также не оставляя места для подтекания под нее шлака. Кроме того, как показывает эле.ментарный геометрический расчет, при одинаковой высоте /I площадь сечения присадочной проволоки, выполненной по форме корня разделки, больше площади сечения круглой проволоки: при сварке в V-образную разделку с суммарным углом раскрытия 60° - в 1,65 раза, а при сварке угловых швов - в 1,85 раза.
Предмет изобретения
Способ автоматической дуговой сварки по авт. св. ЛЬ 191707, отличающийся тем, что, с целью повышения производительности и качества сварки, используют присадочную проволоку, сечение которой соответствует форме корня разделки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ | 1971 |
|
SU301240A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ | 1970 |
|
SU284226A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ | 1967 |
|
SU191707A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2071400C1 |
| Способ дуговой сварки плавящимся электродом | 1978 |
|
SU1459849A1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД СВАРКУ | 1972 |
|
SU428879A1 |
| СПОСОБ СОЗДАНИЯ ТРОЙНИКОВОГО СОЕДИНЕНИЯ | 2015 |
|
RU2598764C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |