Изобретение относится к области оборудоваиия Н1вейного производства, а именно, к устройствам, позволяющим механизировать процесс клеевого соединения деталей швейных изделий.
Известны устройства для дозировки, распределения и закрепления клеевого порошка на деталях кроя, содер каш,ие пресс, бункер, движущуюся возвратпо-поступательную дозировочную пластину и корпус распределителя.
Недостатком этих устройств является малая производительность, невысокое качество панесепня клеевого порошка, невозможность нанесения клея на иоверхности деталей по всей площади равномерно.
Цель изобретения - повышепие качества и производительиостп устройства.
Для этого оно снабжено трафаретом-ограничителем, выполнениым в виде вертикальной пластины задаииой формы. При этом дио бункера, дозировочная пластина и корпус распределителя в верхней части перфорироваиы так, что объем перфораций, заполняемых клеевым норошком в дне бункера, больше объема перфораций дозировочной пластины, точно соответствующего заданной дозировке. Кроме того, в корпусе распределителя в шахматном порядке установлены трехгранные призматические штыри.
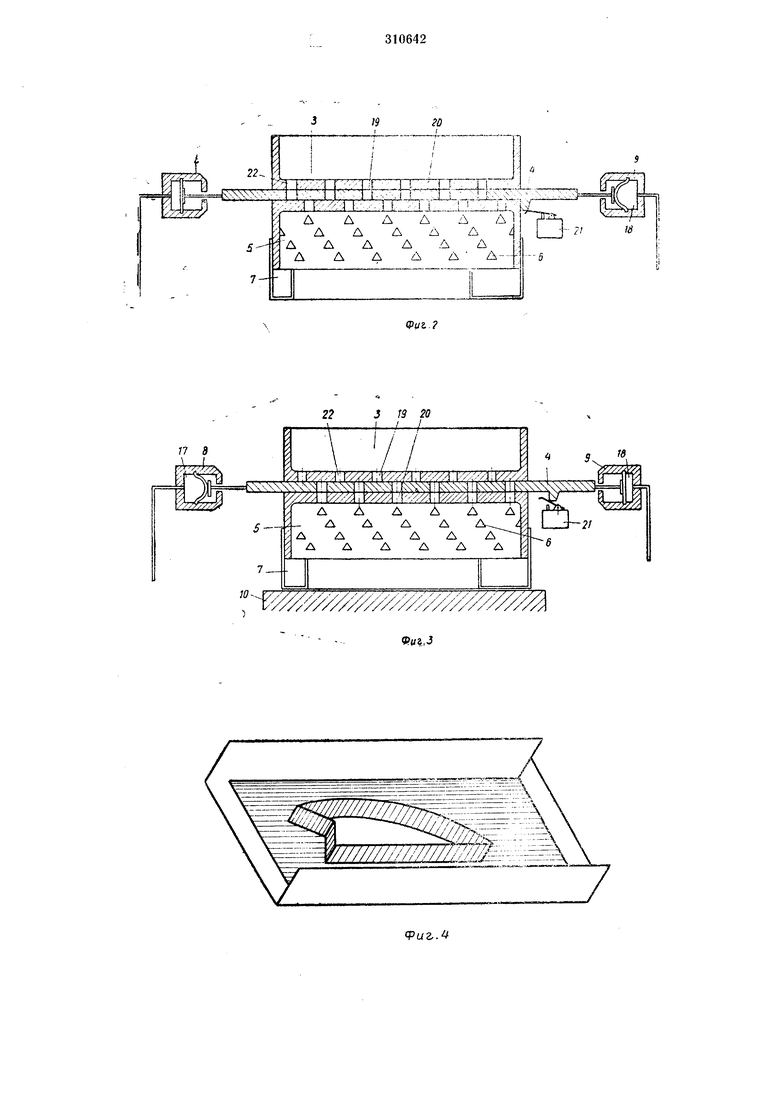
ма описывае.мого устройства; на фиг. 2-изображено устройство при левом положении до31ФОВОЧИОЙ пластины; на фиг. 3-то же, нрн правом положении дозировочной пластнны;
па фиг. 4-трафарет-ограничитель; на фиг. 5- структурная схема устройства.
Устройство для дозировки, распределеппя и закрепления клеевого порошка на деталях кроя содержит аппарат / для равномерного
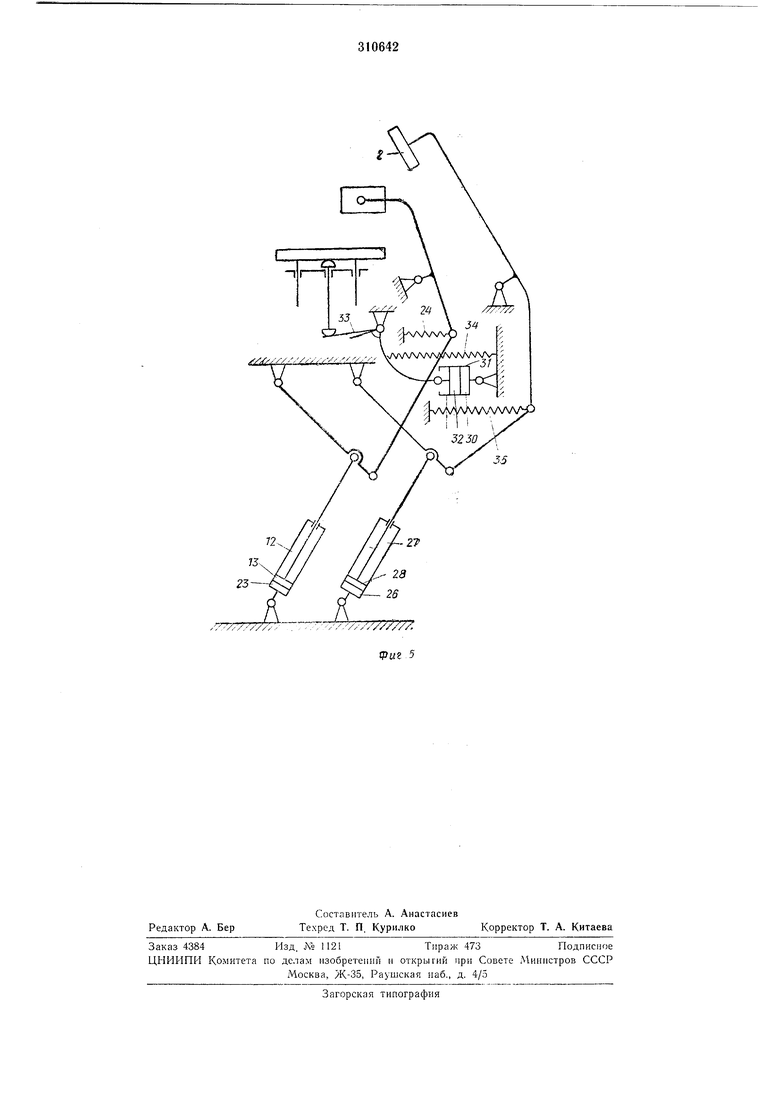
дозированного наиесения норошка на площадь, ограниченную любой крнвой. подущку для закрепления нанесенного норошка н пневматический пресс.
Анпарат I состоит из бункера 3. дозирующей пластины 4, камеры 5 равномерного распределения норошка с вмонтированными в нее штырями 6, трафарета-ограннчителя 7 площади и мембран 8 н 9.
Подушка 2 для закрепления нанесепного
порошка состоит из корпуса коробчатого сечения с вмонтированным в него обогревательным элементом и терморегулятора. К основанию подушки прикреплена плеика из фторопласта (см. фиг. 5).
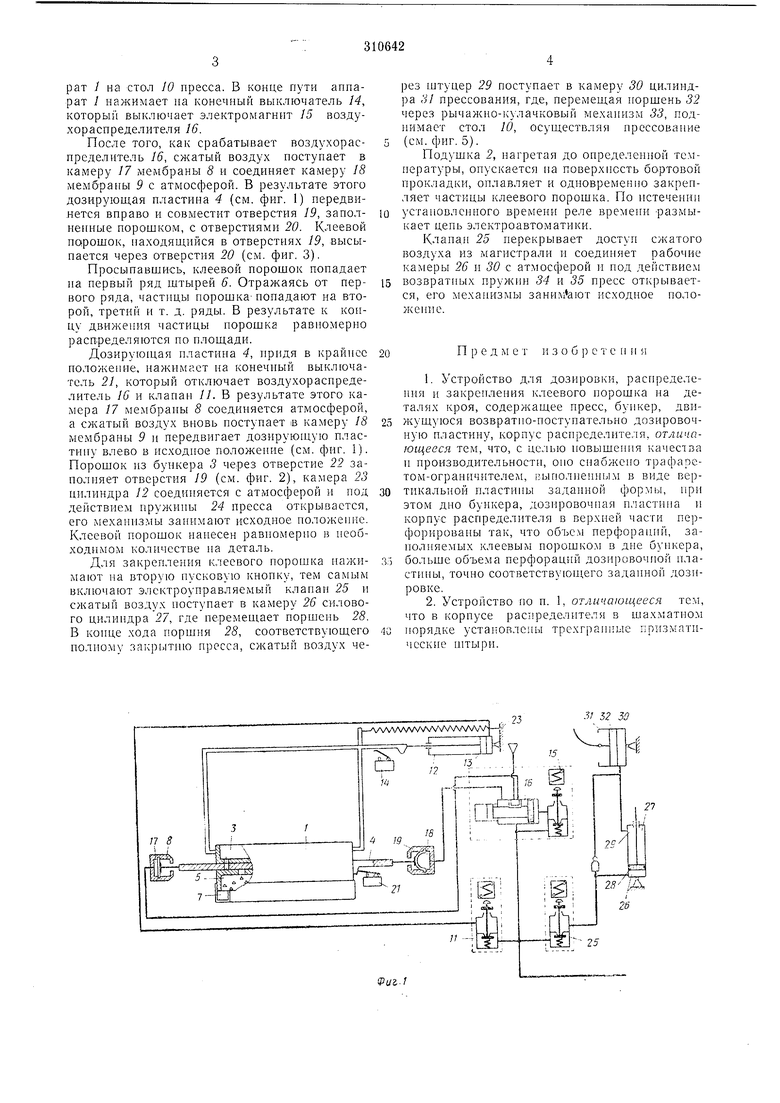
Деталь укладывают на стол 10 пресса п закрепляют зажи.мом (см. фиг. 5). Затем нажатием на нусковую кнонку включают электроуправляемый клапан //и сжатый воздух поступает в силовой цилиндр 12 закрытия пресса, где, перемещая поршень 13, опускает аппарат / на стол 10 пресса. В конце пути аппарат } нажимает на конечный выключатель 14, который выключает электромагнит 75 воздухораспределителя 16.
После того, как срабатывает воздухораспределитель 16, сжатый воздух поступает в камеру 17 мембраны 8 и соединяет камеру 18 мембраны 9 с атмосферой. В результате этого дозирующая пластина 4 (см. фиг . 1) передвинется вправо и совместит отверстия 19, заполненные порошком, с отверстиями 20. Клеевой порошок, паходяп ийся в отверстиях 19, высыпается через отверстия 20 (см. фиг. 3).
Просыпавшись, клеевой порошок попадает на первый ряд штырей 6. Отражаясь от первого ряда, частицы порошка-попадают на второй, третий и т. д. ряды. В результате к концу движения частицы норошка равномерно распределяются по нлощади.
Дозирующая пластина 4, придя в крайнее ноложенне, нажимает на конечный выключатель 21, который отключает воздухораспределитель 16 и клапан //. В результате этого камера 17 мембраны 8 соединяется атмосферой, а сжатый воздух вновь ноступает е камеру 18 мембраны 9 ц передвигает дозирующую пластину влево в исходное положение (см фиг. 1). Порошок из бункера 3 через отверстие 22 заполняет отверстия 19 (см. фиг. 2), камера 23 цилиндра 12 соединяется с атмосферой и под действием пружииы 24 пресса открывается, его механизмы занимают исходное положение Клеевой порошок нанесен равномерно Б необходимом количестве на деталь.
Для закрепления клеевого норошка нажимают на вторую нусковую кнопку, тем самым включают электроуправляемый клапан 25 н сжатый воздух иостунает в камеру 26 силового цилиндра 27, где перемещает поршеиь 28. В конце хода поршня 28, соответствующего полному закрытию пресса, сжатый воздух через штуцер 29 поступает в камеру 30 цилиидра ,:;/ прессования, где, перемещая поршень 5 через рычажно-1сулачковый механизм 33 поднимает стол W, осуществляя прессование (см. фиг. 5).
Подушка 2, нагретая до онределенной температуры, онускается на поверхность бортовой прокладки, оплавляет и одновременно закрепляет частицы клеевого порошка. По нстеченин установленного времени реле времени размыкает цень электроавтоматики.
Клаиан 25 перекрывает доступ сжатого воздуха из магистрали и соедиияет рабочие камеры 26 и 30 с атмосферой н ноа действием возвратных пружин 34 и 35 пресс открывается, его механизмы занимают исходное ноложение.
П р е д м е т н з обре т е i и я
1. Устройство для дозировки, расиределения и закрепления клеевого порошка на деталях кроя, содержащее нресс, бункер, движущуюся возвратно-поступательно дозировочную пластину, корпус распределителя, отличающееся тем, что, с целью иовышення качества н производительности, оно сиабжено трафаретом-ограничителем, выполненным в виде вертикальной пластины заданной формы, при этом дно бункера, дознровочная пластина и корпус распределителя в верхней части перфорированы так, что объем перфораций, заполняемых клеевым норошком в дне бункера,
5 больше объема перфорацнй дозировочной иластнны, точно соответствующего заданной дозировке.
2. Устройство по п. 1, отличающееся тем, что в корпусе распределителя в шахматном
порядке установлены трехгранные призматические штыри.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ МЕТОДОМ ПОЛУСУХОГО ПРЕССОВАНИЯ И УСТАНОВКА ПОДГОТОВКИ ПОРОШКА ИЗ ГЛИНИСТОГО СЫРЬЯ | 1996 |
|
RU2099308C1 |
| Полуавтоматический пневматический пресс для влажно-тепловой обработки деталей одежды | 1957 |
|
SU114333A1 |
| ИНГАЛЯТОР БЕЗ НАГНЕТАТЕЛЬНОГО ГАЗА С ПИТАЮЩИМ РЕЗЕРВУАРОМ (ВАРИАНТЫ) | 1993 |
|
RU2098144C1 |
| Устройство для нанесения защитного рисунка на плоские детали | 1973 |
|
SU441687A1 |
| Гладильный пресс | 1956 |
|
SU108288A1 |
| Полуавтоматический пневматический пресс для влажнотепловой обработки деталей одежды | 1958 |
|
SU120493A2 |
| Револьверный пресс | 1957 |
|
SU114471A1 |
| УСТАНОВКА И СПОСОБ ОХЛАЖДЕНИЯ И ПРЕКРАЩЕНИЯ ПАРООБРАЗОВАНИЯ ОБОЖЖЕННОГО ШТУКАТУРНОГО ГИПСА | 2005 |
|
RU2377482C2 |
| Устройство для прессования изделий из порошковых материалов с пустотообразователями | 1991 |
|
SU1804394A3 |
| Пресс для формования и дублирования деталей одежды | 1989 |
|
SU1721145A1 |
,v 2-5
П-AA/vVAAA/VvV- /VVs/WvVJ-;
u:-
/.i .1„..,.1-
A Д Д Д Д л V Tni, Д Д л л Д Д Д Д Д Д Д Д Д Д Д Д Д-Ч 3 Г9 J / 20 /
