Известны автоматы для фрезерования зубьев концевых фрез, выполненные из поворотного барабана со ШПинделями для заготовок и с центральнымВалом, установленными на станине фрезерных бабок и стойкой, которая снабжена механизмом загрузки-выгрузки и накопителем заготовок. Обработка производится раздельно: отдельно фрезерование винтовых зубьев и отдельно - торцовых. Обработка зубьев на разных станках приводит к снижению точности взаимного расположения винтовых и торцовых зубьев.
Предложенный автомат отличается от известного тем, что одна фрезерная бабка снабжена инструментом для нарезания тордовых зубьев, а вторая - инструментом для нарезания винтовых зубьев, причем эти бабки для согласования движений ииструмента и заготовок связаны с цент ральным валом барабана цшиндслей с помощью распределительного вала, управляющего ци-клом обработки одного зуба заготовки. Это повышает точность обработки торцовых и винтовых периферийны.х зубьев концевых фрез.
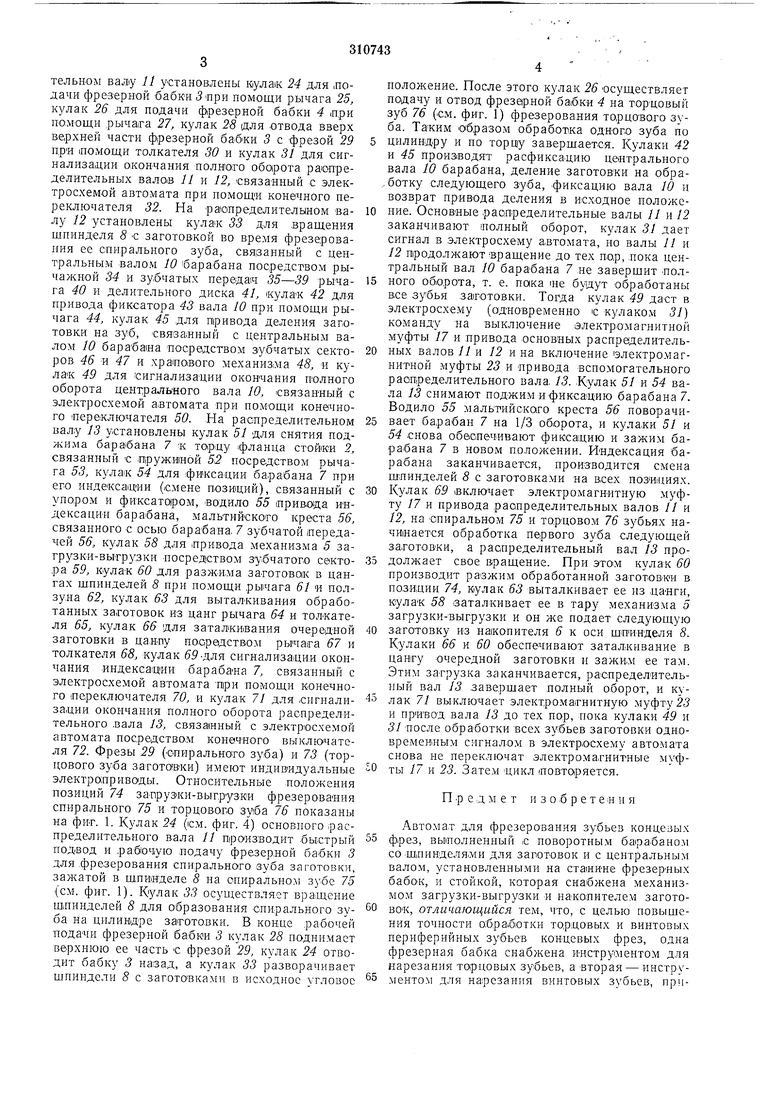
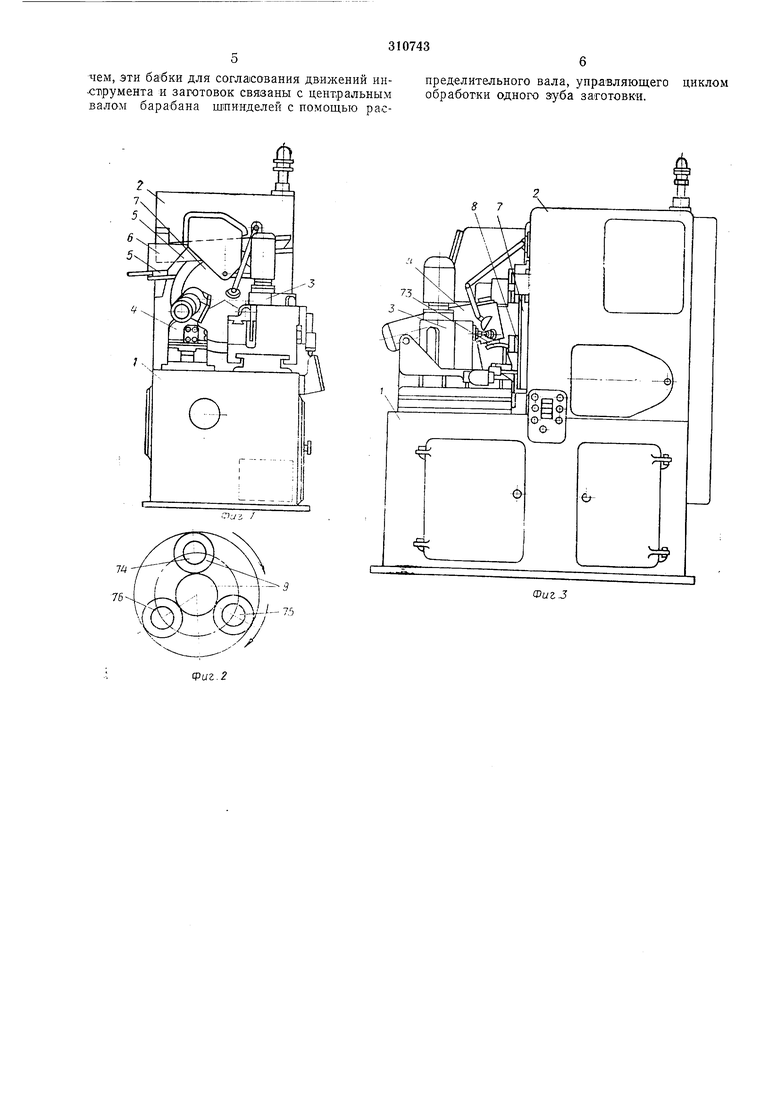
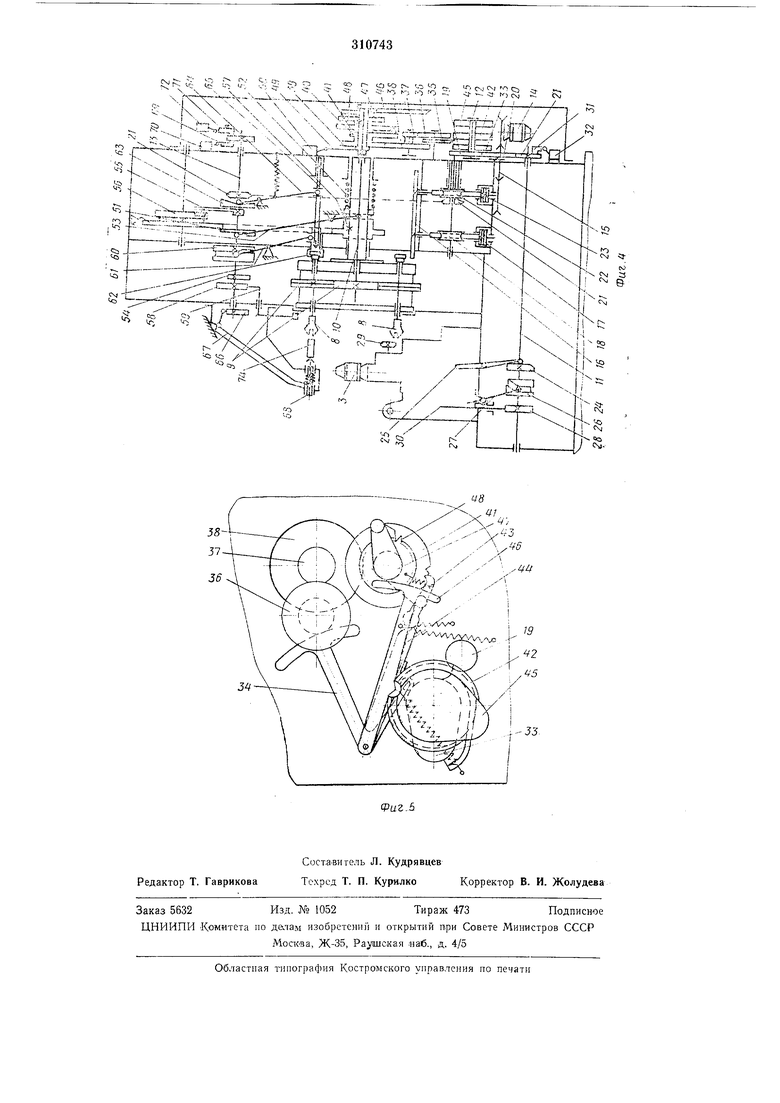
На фиг. 1 изображен предлагаемый автомат со стороны бабок, общий вид; на фиг. 2 - схема перемещений заготовки при обработке ее на автомате; на фиг. 3 - общий вид автомата со стороны пульта управления; на фиг. 4 - кинематическая схема автомата; на фиг. 5 - схема
привода деления, фиксации и поворота заготовки для обработки на ней периферийных спиральных зубьев.
На станине / установлена стойка 2, фрезе,рная бабка 3 для обработки винтовых зубьев, фрезерная бабка 4 для обработки торцовых зубьев. Снаружи на стойке 2 смонтирован механизм 5 загрузки-выгрузки с накопителем 6. В-нутри стойки .2 с:монтирован трехпозиционный барабан 7 со шпинделем 8, соединенными зубчатой передачей 9 с центральным валом 10 (см. фиг. 4).
В станине / и стойке 2 расположены основные распределительные валы // и 12 (привод узлоп автомата, обеспечивающих цикл обработки одного зуба заготовки ло цилиндру и по торцу и деления на зуб). В стойке 2 установлен вспомогательный распределительный вал /о (привод индексации барабана 7, загрузки и зыгрузки заготовок). В стойке 2 таКже смонтирован механизм привода всех раопределительпых валов, который состоит из электродвигателя 14, ременной передачи 15, зубчатой передачи 16, электромагнитной муфты 17, червячной 18 и зубчатой передачи 19. Распределительные валы // и }2 связаны между собой зубчатой передачей 20. Распределительный вал 13 соединен с механизмом 21 привода цепноп передачей через червячную пе(редачу 22 и электромагнитную муфту 23. На распределительном валу 11 установлены кулак 24 для ,подачи фрезерной бабки 5 при помощи рычага 25, кулак 26 для подачи фрезерной бабки 4 лри помощи рычага 27, кулак 28 для отвода вверх верхней части фрезерной бабки 5 с фрезой 29 при юомощи толкателя 30 и кулак 31 для сигнализа,ции окончания полнюто обо1рота распределительных валов и и 12, €вяза-нный с электросхемой автомата при помощи конечного переключателя 32. На раюпределителыном валу 12 установлены кулак 33 для .вращения шпинделя 8 с заготовкой во время фрезерования ее спирального зуба, связанный с центральным валом 10 барабана посредством рычажной 34 и зубчатых передай 35-39 рычага 40 и делительного диска 41, «улаК 42 для привода фиксатора 43 вала 10 при помощи рычага 44, кулак 45 для привода деления заготовки на зуб, Связанный с центральным валом 10 барабаиа посредством зубчатых секторов 46 и 47 и xpainoeoro механиз;ма 48, и кулак 49 для сигнализации окончания полного оборота центрального вала 10, связанный с электросхемой автомата при помощи конечного переключателя 50. На распределительном вал;у 13 установлены кулак 51 для снятия поджима бара1бана 7 к торцу фланца стойки 2, связанный с пружиной 52 посредством рычага 53, кулак 54 для фиксации барабана 7 при его индекса1ЦИи (смене позиций), связанный с упором и фиксатором, водило 55 привода индексации барабана, мальтийското креста 56, связанного с осью барабана. 7 зубчатой /передачей 56, кулак 5S для .привода механизма 5 загрузки-вы-грузки посредством зубчатого сектора 59, кулак 60 для разжима заготовок в цангах шпинделей 8 при помощи рычага 61 и ползуна 62, кулак 63 для выталкивания обработанных заготовок из цанг рычага 64 и толкателя 65, кулак 66 для заталкивания очередной заготовки в цалпу поорадством рычага 67 и толкателя 68, кулак (59-для сигнализации окончания индексации барабана 7, связанный с электросхемой автомата при помощи конечного переключателя 70, и кулак 71 для сигнализации окончания полного оборота распределительного .вала 13, связашный с электросхемой автомата посредство.м конечного выключателя 72. Фрезы 29 (спиральното зуба) и 73 (торцового зуба заготовки) имеют индивидуальные электроприводы. Относительные положения позиций 74 запруэки-выгрузки фрезерования спирального 75 и торцового зуба 76 показаны на фиг. 1. Кулак 24 (см. фиг. 4) основного распределительного вала 11 производит быстрый цодвод и .райоч/ую .подачу фрезер.ной бабки 3 для .фрезерования спирального зуба заготовки, зажатой в щлинделе 8 на спиральном зубе 75 (см. фиг. 1). Кулак 33 осуществляет вращение шлинделей 8 для образования спирального зуба на цилиндре заготовки. В конце .рабочей подачи фрезерной бабки 5 кулак 28 поднимает верхнюю ее часть с фрезой 2.9, кулак 24 отводит бабку 3 назад, а кулак 33 разво.рачивает шпиндели 8 с заготоВками в исходное угловое оложение. После этого кулак 26 осуществляет одачу и отвод фрезарной ба|бки 4 на торцовый уб 76 (с.м. фиг. 1) фрезерования торцового зуа. Таким образом обработка одного зуба по илиндру и по завер.шается. Кулаки 42 45 производят расфиксацию центрального ала 10 барабана, деление заготовки на обраотку следующего зуба, фиксацию вала 10 и озврат привода деления в исходное положеие. Основные распределительные валы 11 и 12 аканчивают полный оборот, 31 дает сигнал в электросхему автомата, но валы У/ и 12 п|родолжают вращение до тех нор, .пока центральный вал 10 барабана 7 .не заверщит полного обо.рота, т. е. пака ще будут обработаны все зубья заготовки. Тогда кулак 49 даст в электросхему (одновременно с кулаком 31) команду на выключение электромагнитной муфты 17 и привода основных распределительных валов УУ и /2 и на включение электромагнитной муфты 23 и привода вспомогательного распределительного вала. 13. .Кулак 51 vi 54 вала 13 снимают поджим и фиксацию барабана 7. Водило 55 мальгийскаго креста 56 поворачивает барабан 7 на 1/3 оборота, и кулаки 51 и 54 снова обеспечивают фиксацию и зажим барабана 7 в новом положении. Индексация барабана заканчивается, ироизводится смена шпинделей 8 с заготовками на всех . Кулак 69 включает электромагнитную муфту 17 и привода распределительных валов 11 и 12, на спиральном 75 и торцовом 76 зубьях начинается обработка первого зуба следующей заготовки, а распределительный вал 13 продолжает свое в ращение. При этом кулак 60 производит разжим обработанной заготовки в по.зи,ции 74, кулак 63 выталкивает ее из .цанги, кулак 58 заталкивает ее в тару механизма 5 загрузки-выгрузки и он же подает следующую заготовку из накопителя 6 к оси щпинделя 8. Кулаки 66 и 60 обеспечивают заталкивание в цангу очередной заготовки ц зажнм ее там. Этим загрузка заканчивается, распределительный вал 13 завершает полный оборот, и кулак 71 выключает электромагнитную муфту 25 и привод вала 13 до тех пор, пока кулаки 49 и 31 после обработки всех зубьев заготовки одновременным сигнал.ом в электросхему автомата снова не переключат электромагнитные муфты 17 и 23. Затем цикл шовтаряется. П р е д м е т и з о б р е т е « и я Автомат для фрезерования зубьев концезых фрез, выполненный с поворотным барабаном со шлинделя ми для заготовок и с центральным валом, установленными на станине фрезерных бабок, и стойкой, которая снабжена механизмом загрузки-выгрузки и нако.пителем заготовок, отличающийся тем, что, с целью повышения точности об.работки тор1цовых и винтовых периферийных зубьев концевых фрез, одна фрезерная бабка снабжена инструментом для нарезания торцовых зубьев, а вторая - инструментом для нарезания винтовых зубьев, при56
чем, эти бабки для согласования движений ин- пределительного вала, управляющего циклом ;т1румента и заготовок связаны с центральным обработки одного зуба заготовки, валом барабана штинделей с помощью рас310743
1
Фиг Л -ч/хх N S||;i;s Ii4 EJ5to - V. ,Ъ.с::л::;;:1 ,Jj I i ci;rijir:-&-- S :3 -- ; ;;; ji:it ±:;lj;L. кТ-- - - ....,,:.,,я -v.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарно-револьверный автомат | 1979 |
|
SU887061A1 |
| Токарный автомат | 1976 |
|
SU715244A1 |
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| Станок для фрезерования односторонних скосов на торцах зубьев шестерен | 1977 |
|
SU738791A1 |
| Навивочное устройство автомата для изготовления спиральных пружин | 1977 |
|
SU657894A1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| ФРЕЗЕРНО-ЗАТОЧНОЙ ПОЛУАВТОМАТ | 1971 |
|
SU420436A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
-J3,
