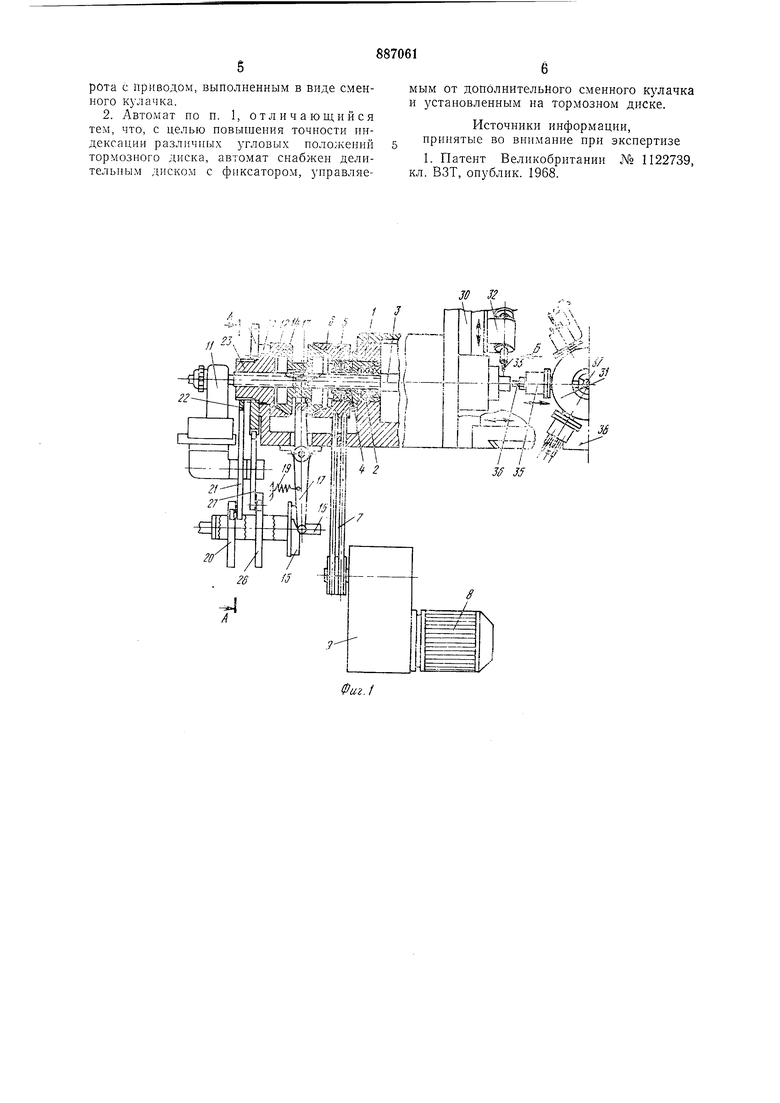
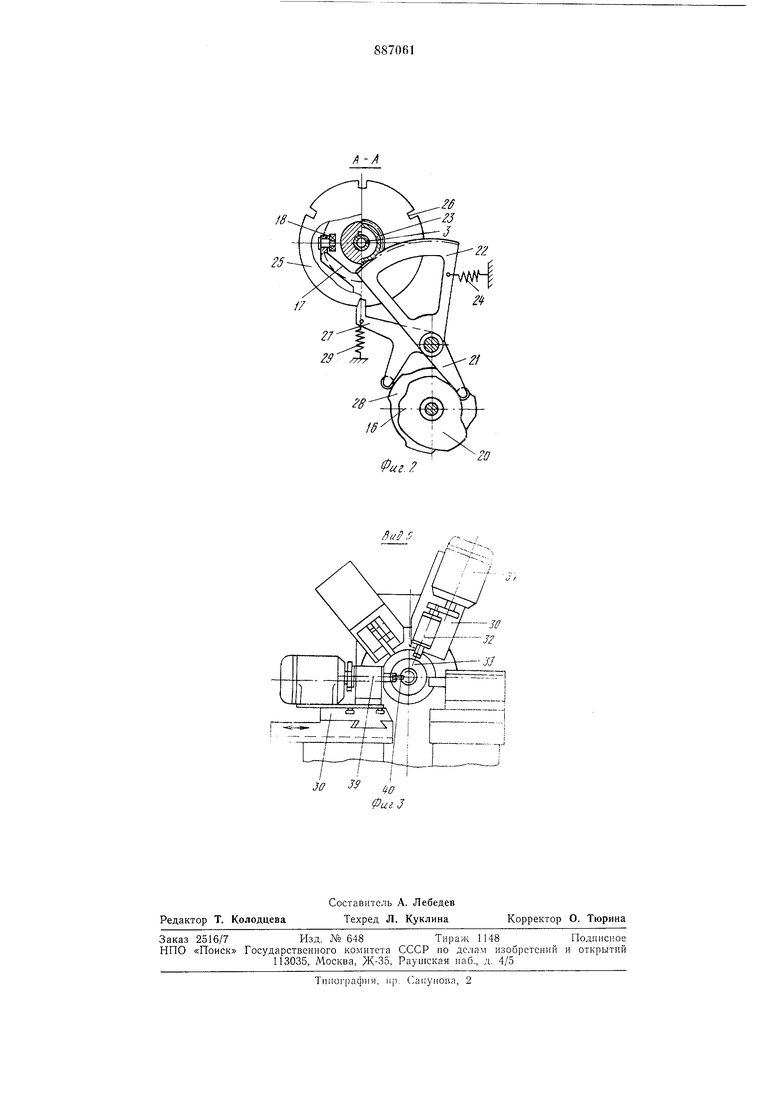
Ёольверного барабана 31 могут устанавливаться сверлильные и фрезерные головки для обработки неподвижной детали на нрутке в различных ноложениях остановленного шнннделя 3, в том числе, например, сверлильная головка 32, 1есущая сверло 33 для сверления боковых отверстий в детали с приводом от индивидуального электродвигателя 34, фрезер)1ая головка 35 с фрезой 36 для торцовой фрезеровки с приводом от вала 37 быстросверлильного нрисноеобления на револьверном суппорте 38, фрезерная головка 39 с приводом от своего двигателя на нродольно-нонеречном суинорте с фрезой 40 для обработки бокового окна. Автомат работает следующим образом. В начале цикла обработки очередной детали муфта 14 под дейетвием 19 соединена со шкивом 6, благодаря чему шпиндель 3 связан с главным приводом от электродвигателя 8, что обеснечивает возможность токарной обработки. По окончании всей обработки или чаетичной до отрезки детали от прутка по команде с распределительного вала 16 размыкаются электромагнитные муфты коробки 9 скоростей, выключая главный нрнвод. Затем кулак 15 через рычаг 17 и ролнки 18 переводит муфту 14 в крайнее левое положепие, отключая шпиндель 3 от шкива 6 и останавливая шпиндель 3 при еочлепенин муфты 14 с тормозным диском 12; натяг в этом сочленении обеснечивается нежесткостью рычага 17. Делительный диск 25 в это время зафиксирован фиксатором 27. После остановки шпинделя 3 в первом положении еуппортов 30 и 38 производят сверлеиие и фрезерование неподвижной детали головками 32 и 35, а также врезаиие фрезы 40 головки 39 в боковую стенку заготовки. После окончания этих онераций кулак 28 позволяет пружине 29 вывеети фиксатор 27 из виадины днека 25, вслед за чем кулак 20 через рычаг 21, сектор 22 и шестерню 23 поворачивает тормозной диск 12 вместе с муфтой 14, шпинделем 3 и прутком на угол, соответетвующий полол ;енню следующей сверлнльно-фрезерной обработки. Этот поворот сопровождается круговым фрезерованием бокового окна в детали фрезой 40 и проворотом роликов 18 при поддержании натяга между муфтой 14 и диском 12. По достижении следующего углового ноложения шпинделя, необходимого для обработки детали, ролик рычага 21 выходит на участок постоянного радиуса на кулаке 20, поворот диска 12 прекращается, и кулак 28 осуществляет индексирование очередиого углового полол ения остановленного шнннделя 3 при помощи фиксатора 27 по впадине делительного диска 25, соответствующей этому положенню, в пределах .чюфта в паре зубчатый сектор 22 - шестерня 23 при создании натяга во впадине за счет нежесткости снабженного ролико.м плеча фиксатора 27. Вслед за этим производится сверлнльная обработка во втором угловом ноложснии остановленного шнпнделя, носле чего нроцесс поворота диска 12 и обработка дета.чп повторяются необходимое число раз до занадапня фиксатора 27 в исходную впадину диска 25. При этом обработка бокового окна в детали осуществляется фреЗОЙ 40 за счет совокупности двух противоположно паиравлепных угловых поворотов шпинделя с ирутком от кулака 20 и иружипы 24 и двух продольных противоположпо направлепных осевых перемещений нродольио-понеречиого суииорта с головкой 39, иослс чего суипорт выводит фрезу 40 из детали. Па это.м переходы сверлильно-фрезерной обработки оканчиваются, кулак 15 иозволяет нружнне 19 через рычаг 17 верпуть муфту 14 в крайнее нравое положение, рассоединяя шнипдель 3 с тормозным диском 12 и сочленяя его с главным приводом через шкив 6. Затем расиределительный вал 16 дает комаиду на включение муфт коробки 9 скоростей, шпиндель 3 получает вращение от электродвигателя 8 через коробку 9 скоростей, нередачу 7 и шкив 6, после чего производятся оставшиеся переходы токарной обработки и отрезка детали от нрутка. Пспользовапие иредлагаемого автомата нозволяет значительио расширить его техиологические возможности в части выполнения новторяющихся через определенные углы сверлений и фрезеровок на обрабатываемой детали, а также круговых фрезеровок, что, в свою очередь, дает возможиость сократить или исключить доиолиительные операции сверления и фрезерования выточенных на автомате заготовок, связанные с использованием дополпительных устройств нли многошниидельиых станков. Достнгается повышение нроизводительности, сокращение нереустановок деталей на станки, межоперационных траиснортировок. Уменьшается применение ручного труда, высвобождаются оборудование и производственные площадн. Формула изобретения 1. Токарно-револьверный автомат с устройством для останова ншинделя, еодержащий тормозной диск и фрикционную муфту, отличающийся тем, что, с целью расширения технологнческнх возможностей путем обеспечения обработки детали до ее отрезки от прутка в различных }тловы.х положениях остановленного шпипделя п обеспечения обработки детали при поворачивающе.мся шпинделе, тормозной диск устройства для останова шпинделя снабжен механизмо.м периодического новорота с Приводом, выполненным в виде сменного кулачка.
2. Автомат по п. 1, отлнчающнйся тем, что, с целью повышения точности индексации различных угловых поло:-кеннй тормозного диска, автомат снабжен делительным диском с фиксатором, унравляемым от дополнительного сменного кулачка н установленным на тормозном диске.
Источники информации, нринятые во внимание при экспертизе
1. Патент Велнкобрнтанни № 1122739, кл. ВЗТ, онублнк. 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Устройство к токарному автоматудля СВЕРлЕНия ОТВЕРСТий | 1979 |
|
SU804212A1 |
| Токарный автомат | 1976 |
|
SU715244A1 |
| Агрегатный обрабатывающий центр | 1984 |
|
SU1255394A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Токарный обрабатывающий центр | 1982 |
|
SU1079364A1 |
| Многошпиндельный токарный автомат | 1988 |
|
SU1641511A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| АВТОМАТ ДЛЯ ФРЕЗЕРОВАНИЯ ЗУБЬЕВ КОНЦЕВЫХ ФРЕЗ | 1971 |
|
SU310743A1 |
| Устройство для доворота и индексации шпинделя в различных угловых положениях | 1982 |
|
SU1047652A1 |
ft/ml .ЮТ(
..г..;;.гг± .
30 //
/ 3
i vJ
lii: J, i Jj 7 w
.irif f М7%чЛ , г /
Sг . /
IJISJ
/ / ff
зе 35
Jff 39
Buff 5 ФигЗ
