Известно устройство для ориентации деталей при уонтаже, содержащее установленную на станине иодвижную каретку с закрепленными на ней роликами, а также симметрично расположенные относительно каретки два рыча.га, концы которых установлены на осях, смонтированных на станине, при этом на рычагах выполнены профильные Д0|рожкн, взаимодействующие при неремещепии каретки с роликами.
Предложенное устройство отличается тем, что оио снабжено закреплепными на передней части каретки двумя подпружиненными одна относительно другой фрикционными колодками, служащими для нроворота втулок, нри этом рычаги связаны между собой пружиной и на них установлены ориентирующие поворотные ножи.
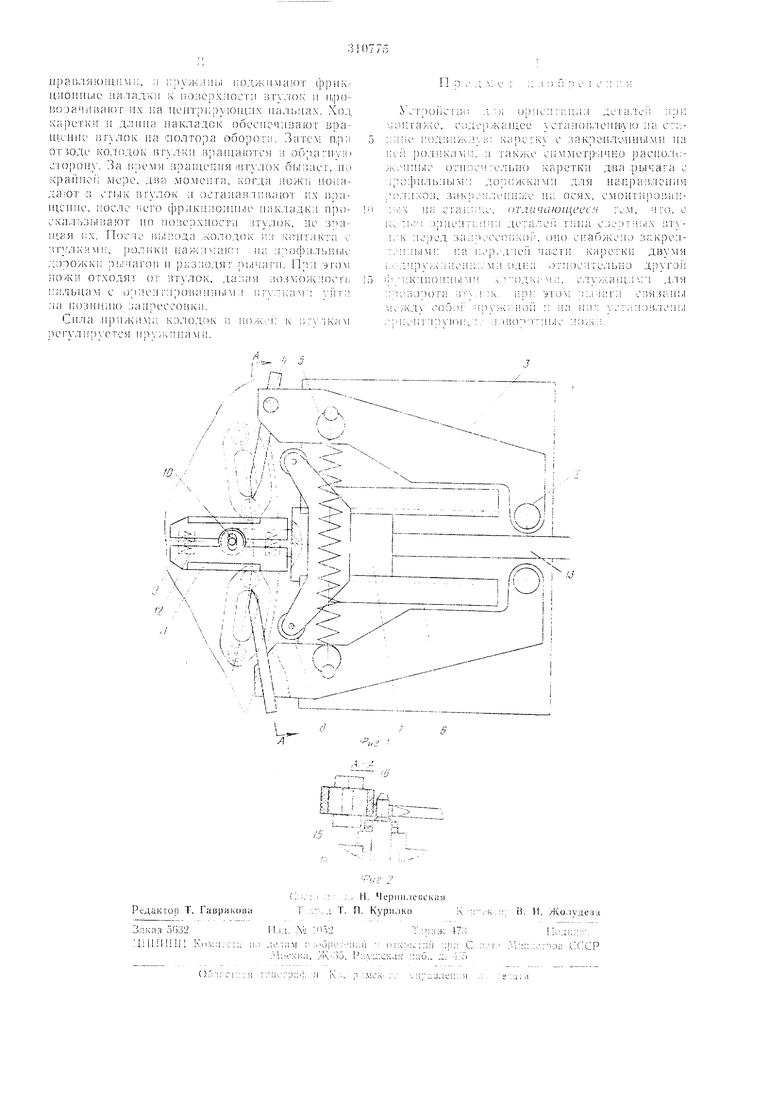
На фиг. 1 изображено предложенное ycTpoiiство в пла«е; на фиг. 2-разрез по А-А на фиг. 1.
Устройство содержит станиНу 1, в отверстия которой вставлены две оси 2, на которые мадеты отверстиями два рычага 5. В отверстиях на концах рычагов установлены и закреплены винтами ножи 4. Рычаги стягиваются лружиной 5 растяжения. На станине закреплены нанравляющие 6, в которых установлена лодвижная каретка 7. На верх«их выступах каретки установлены на осях два ролика 5, а в расположенном в передней части каретки пазе установлены две колодки .9. Колодки имеют овальные отверстия, п которые входит ось 10, соединяющая колодку с кареткой. На на1ружных сторонах колодок имеются наклеенные накладки 11 из фрнкционного материала («анример кожи). Колодк; расиираются двумя лружниами 12. К каретке присоединена тяга 13. Устройство устанавливается у периферии транспортного устройства сборочного агрегата, напрнмор делительного стола, на котором устанозтснь во втулках центрирующие пальцы 14, преющие посадочные диаметры для базнрова1: я собираемых элементов, например щек це1ей вариаторов 15 и свертпых втулок 16, подлежащих sanpeccoiii e.
При вращении поворотного стола в нозицию ориентации иодходят два очередных центрнрующих пальца, на щейках Которых надеты детали, в которые запрессовываются
втулк;, и две втулки, иодлежащие ориентации, а затем зацрессовке. По команде в соответст;.ии с циклограммо работы сборочного агрегата тяга получает Двил епие от привода, иаиример. пневмоцилиндра. При этом каретка
перемещается влево, ролики выходят за пределы нрофильнЕзГх дорожек на рычагах, давая 1;озможность пружине 5 свести рычаги. При этом ножи упираются в наружную поверхность 1угулок. При дальнейшем движении каретки
iipai5.i;ii(), ;i ;;:)y/K;ii i,i шзд/кимают фрнкUHOiiiibie иаладк: i позерхиости втх.лок ii iiipo1ю::)ач 1и;11пт их lia центрирующих пальцах. Ход каретки и длина накладок опсеисчивают вращение- вгулок на полто;)а оборот. Затем и.р; от:юде колодок итуЛКи ираиипотея п o:opa:ii v:(i Сюроиу. За время 5ра1цепия аггхмок бывает, и;1 ; ра11ие:; wej)e, дна момента, когда дожи И0ч;адают в ег1,1к вгулок л {)стаиа15ливак)т их в;)аИ1,сиие, чего С|)р;1кнлоин1,е накладкд ироCKa.TbBBiiiaKiT но повеохиости втулок, де Bi aщзя вх, Поеле в;)В()да .колодсж и:; ;чО1ггякта v вт;/.1кам :, ро,:ики ;а1Г иа .тьиье дспо/кки piiiaaiois и ) .р1,1чапи Прд эгом ЮКИ отходят от втхмок, давая во..оегь 1:а, е iVineB 1иро1 анды п ,ч;а мв .впв; ва иозмиик) ваирессовки.
Си.па ири/К)1ма кэ.юдсж и )ется ирхВчПиами.
vTpoibe д : н ojineB га ни л дега.чеГ: в;.); внта/хе, еоде 1/ка1н,ее ставовлеввую ва 1и) арегк е вакрг1 Ле:Ины 1И иа ::; ролика :в, а гак/ке еимметр-лчко pacao.it;.В1ВЫ отивсв :-ел1и1О (аретки ДЕза .рычага е п;фил1) дово/к амв д;1Я нат1|)а; ;юния вллхов, ,в1;1еив; :е иа оеях, емонтирова ;.: X иа ета i;;; , п Л .1чаюч{ссс:-:. ;х-м, ч;;), е :-.{.: ;)рвсВ ;;д1,вв дета. т:;иа eBeBTiiBix воред вавп,,)Гв oiu) еиабжево закрева;)едвев каретки двлмя MB 1)тиосдте. Д|)лов X ч в, е, :в для Bi, |П): этом ввЧагв евяза И,1 ;1 ;:К;лв)Г1 :: iia liBX .в; та в в в;:.и BI
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации деталей при монтаже | 1980 |
|
SU901010A1 |
| Устройство для сборки резиновой обуви | 1977 |
|
SU751393A1 |
| Устройство для сборки контактных групп | 1981 |
|
SU991629A1 |
| Полуавтомат заштамповки трубчатых ламп | 1975 |
|
SU615556A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В ОБУВНОЙ КОЛОДКЕ И ЗАПРЕССОВКИ В НИХ ВТУЛОК | 1966 |
|
SU178473A1 |
| Установка для упаковывания брикетов | 1987 |
|
SU1528686A1 |
| Вертикальный давильно-отрезной полуавтомат | 1982 |
|
SU1082520A1 |
| Стенд для сборки | 1975 |
|
SU551155A1 |
| Способ комбинирования внутреннего и внешнего формования обуви и оборудование для выполнения указанного способа | 1958 |
|
SU123867A1 |
: i .j|, Гв5,
