(54) УСТЮЙСТВО ДЛЯ СБОРКИ КОНТАКТНЫХ ГРУПП
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для горячего лужения деталей | 1983 |
|
SU1177384A1 |
| Устройство для пайки и лужения конденсаторов | 1973 |
|
SU484943A1 |
| Полуавтомат для лужения деталей | 1984 |
|
SU1194617A1 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU728175A1 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU720549A1 |
| Автомат лужения | 1986 |
|
SU1331622A1 |
| Устройство для групповой сборки и пайки | 1987 |
|
SU1433666A1 |
| Устройство для изготовления термических предохранителей | 1974 |
|
SU567185A1 |
| Устройство для групповой сборки и пайки монолитных керамических конденсаторов | 1988 |
|
SU1599912A1 |
| УСТРОЙСТВО ДЛЯ МОНТАЖА ЭЛЕКТРОННЫХ КОМПОНЕНТОВ НА ПЕЧАТНОЙ ПЛАТЕ | 1994 |
|
RU2082291C1 |



1
Изобретение относится к механизации и автоматизации производственных процессов, в частногти к автоматизации сборочных работ в промышленности средств связи, радиопромышленности и приборостроении.
Известно устройство для сборки контактных групп, содержащее соединяемые с блоком управления поворотный стол с зажимами и механизмами их открывания и расположенные в технологической последовательности вибрационный питатель, ванны флюсования и лужшия и механизм запрессовки штифтов 1.
Однако известное устройство обладает недостаточной производительностью и невысоким качеством работы.
Цель изобретения - повышение производительности и качества сборки.
Цель достигается тем, что устройство для сборки контактных групп, содержащее соединенные с блоком управления поворотный стол с зажимами и механизмами их открьтания и расположенные в технологической последовательности вибрационный питатель, ванны флюсования и лужения и механизм запрессовки штифтов, снабжено расположенньпи на позиции выгрузки механизмом подачи пултых кассет, механизмом выгрузки контактных групп в кассету, кинематически связанным с механизмом открывания зажимов, причем механизм подачи пустых кассет соединен через блок управления с поворотным столом.
Кроме того, механизм подачи пустых кассет снабжен кареткой с кулачком и подпружиненным рычагом с роликом, шарнирно установленным с возможностью взаимодействия с кулачком каретки.
Причем механизм выгрузки контактных групп в кассету снабжен гильз9Й и прижимом с подпружиненным рычагом, установленньпл с возможностью взаимодействия с профильной поверхностью гильзы.
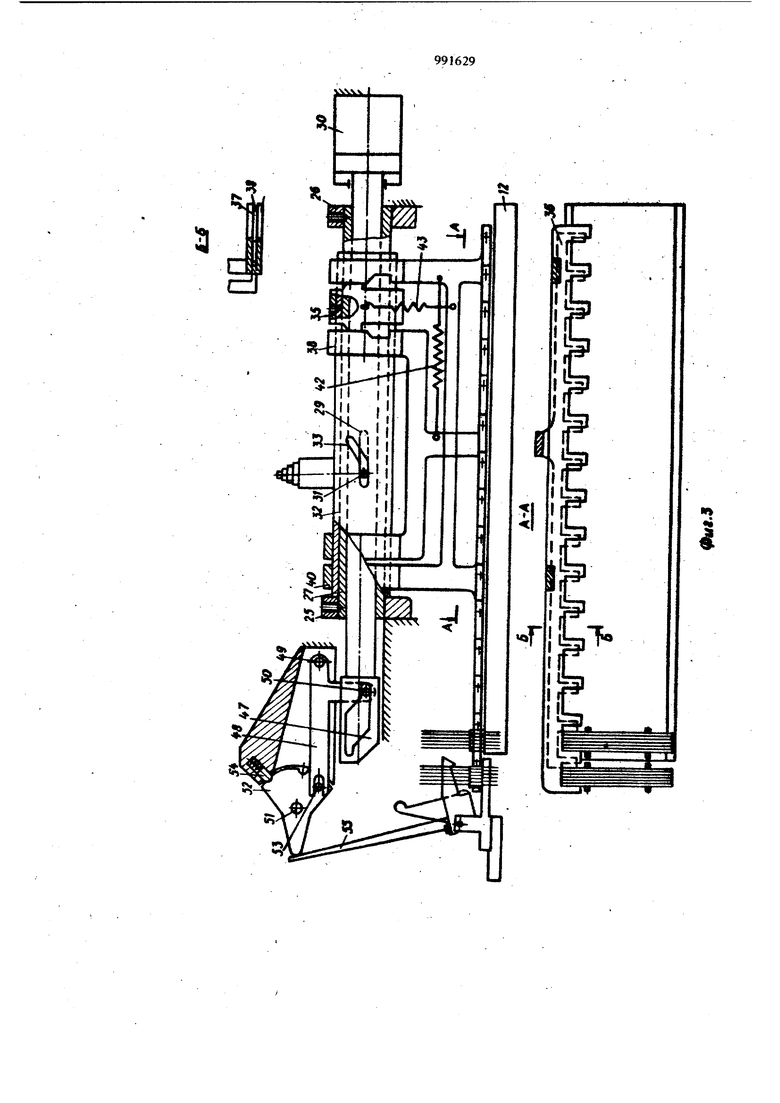
На фиг. 1 изображена собранная контактная группа; на фиг. 2 - устройство, вид сверху; на фиг. 3 - механизм для выгрузки контактных групп с механизмом открывания зажимов; на фиг. 4 - механизм подачи пустых кассет; на фиг. . 5 - шахтный магазин; на фиг. 6 кассета для загрузки контактных rpyniu Ус5ройство содержит восьм.«позиционный поворо:гный стол 1 с установленныьш на нем восемью зажимам 2. По периферии стола в соответствии с ходом технологшюского процесса размещены механизмы 3 загрузки контактных колодок, механизм 4 запрессовки штифтов, ва1ша 5 флюсования, ванна 6 лужения, механизм 7 для подачи пустых кассетв зону выгрузки, механизм 8 для выгрузки контактных групп с механизмом 9 открьшания зажим1 ог0 устройства. Устройство имеет блок 10 управления. Механизм 7 содержит шахтный магазин 11 для загрузки пустьк кассет 12. Стопа кассет опирается на подпружиненные держатели 13, шарнирно укреплённые на viara3HHe, В держате ле установлены ролики 14. Каретка 15 с планкой 16, толкателями 17 и пластиной 18 устано лена в направляющих 19 с возможностью перемещения от пневмоципиндра 20. На пути перемещения каретки шарнирно установлен рычаг 21, имеюншй возможность взаимодействия с кулачком 22 каретки 15. Кассеты перемещаются по направляющей 23. На шахтном магазине имеется упор 24. Механизм 8 содержит кронштейны 25 и 26, в которых жестко закреплена груба 27, имеющая две продольные канавки 28 (фиг. 4) и сквозной прямолинейный паз 29. Внутри трубы находится шток пневмоцилин дра 30 с жестко установленным пальцем 31. На трубе 27 с возможностью поступательного и вращательного перемещения установлена гиль 33 32, тлеющая профильный паз 33. В гильзе установлен подпружиненный стопор 34 (фиг. 4) и жестко укреплен кулачок 35. Также на гиль установлен зажим 36, состоящий из гребенки 37, жестко связанной с кронш7ейнами 38 и гребенкой 39 с кронштейнами 40, который зажимает 41 (фиг. 4). Сронштейн 38 с кронштейнами 40 стягиваются пружиной 42. Кулачок 35 стягивается с зажимом 36 пружино 43. Подпру 5 иненкьш рычаг 44 с прижимом 45 шарнирно закреплен на оси 46 (фиг. 4). Механизм 9 открывания зажимного устройства содержит копир 47 с внутренней профильной поверхностью, укрепленный на штоке пневмоцшшндрз 30. В корпусе шарнирно установлен рьиаг 48 иг оси 49 с запрессованным пальцем 50. Также в корпусе на оси 51с возможностью поворота установлен кулачок 52с пальцем 53. Для фиксации кулачка 52 в корпу се имеется подпружиненный фиксатор 54. Зажимной -xjxaiftBM имеет рычаг 55. Кассе та 12 имеет у/ убления 56 для фиксации кассеты в зоне .агрузки. Устройство работает следующим образом. Контактные колодки в кассетах вручную устанавливаются в механизмы 3 загрузки на первой, второй и третьей позициях. Механизмы загрузки обеспечивают подачу коитактных колодоК в зажимы 2 поворотного стола 1. Таким образом на третьей позиции в зажимном механизрле образуется группа контактных колодок. На четвертой позиции производится скрепление группы контактных колодок при помощи штифтов. На пятой позиции производится флюсование вьшодов контактной группы, на шестой позиции - лужение выводов. На седьмой позиции пр6изврди1ся выгрузка контактных групп и укладка их в кассеты. Пустые кассеты 12, предназначенные для загрузки готовых изделий, вручную укладываются в шахтный магазин 11. Под действием пиевмоцилиндра 20 каретка 15 с толкателями 17, планкой 16 и кулачком 22 перемещается в крайнее правое положение. Планка нажимает на ролики 14 подпружиненных держателей 13 и нижняя пустая кассета под действием собственного веса опускается на направляющую 23. При обратном. ходе каретки (влево) пустая кассета подается толкателями в зону загрузки, при этом пластина i. 18 накрьп ает углубления 56, имеющиеся в кассете и предназначенные для фиксации контактных групп, а кулачок 22 нажимает на ролик рычага 21, который, поворачиваясь вокруг оси, приподнимается выше уровня направляющей 23, обеспечивая фиксацию кассеты в зоне загрузки. Если в зоне загрузки уже имеется загружен1 ая кассета, то пустая проталкивает загруженную в зону накопления кассет, где их вручную периодически удаляют. По сигналу блока 10 управления срабатывает пневмоцилиндр 30, шток которого перемещается влево. Двигаясь внутрь неподвижной трубы 27 через палец 31, шток давит на наклонную поверхность паза 33 гильзы и перемещает ее до упора в кронштейн 25. Вместе с гильзой под действием.закупленного на ней кулачка 35 перемещается зажим 36, находящийся в отведенном положении, при зтом стопор 34 скользит но соответствующей продольной канавке жестко закрепленной трубы 27, После упора гильзы в кронштейн палец 31 разворачивает гильзу за счет наклонного паза в ней, при этом стопор 34 выдавливается наклонной поверхностью продольной канавки 28 и подвижная гильза 32 поворачивается относительно неподвижной трубы 27. Под действием кулачка 35 поворачивается также и зажим 36, который перемещается к контактной группе к своими зубьями охватывает его с двух сторон, пока выступом 41 не достигнет упора 24, СтОпрр 34 при этом заскакивает в другую продольную канавку. При дальнейшем перемещении штока кулачок 35 своими выступами раздвигает шарнирн установленные на гильзе кронштейны 38 и 40 зажима. При этом гребёнки зажима смещаются отно тельио друг друга и зажимают контактные группы (путем смещения средней гребенки от носительно крайних) находящихся в зажимно устройстве, а также находящиеся в кассете. При дальнейшем перемещении штока копир 47, закрепленный на нем, своей наклонной поверхностью нажимает на палец 50 рычага 48 и поворачивает его относительно оси 49, при паз рычага, взаимодействуя с пальцем 53 кулачка 52, поворачивает последний относительно оси 51. Кулачок в свою очередь нажимает на рычаг 55 зажима 2, освобождая контактную группу. При обратном ходе штока (вправо) пневмоцилиндра 30 осуществляется перенос контактных групп на необходимый шаг, затем при достижении гильзой 32 кронштейна (упора) 26 путем взаимодействия пальца 31 с наклонным пазом гильзы происходит поворют гильзы вместе с кулачком 35, в то время как зажим остается неподвижным, так как прижат пружиной 43 с упору 24. Выступы кулачка попадают во впадины втулок кронштейнов 38 и 40, и кронштейны под действием пружины 42 сближаются, при этом гребенк зажима смещаются относительно друг друга и разжимают контактные группы. При дальнейшем движении штока продолжается поворот кулачка 35, которьп своими выступами упирается в уступы втулок кройштейнов 38 и 40, и происходит поворот зажима, т. е. гребенки отходят от контактных групп. Одновременно копир 47 своей наклонной О верхностью нажимает на палец 50 рьмага 48 и поворачивает его относительно оси 49, при этом паз рычага, взаимодействуя с пальцем 53 кулачка 52, поворачивает последний влево относительно оси 51. Кулачок в свою очереда опускает рьиаг 55 зажима 2 в исходное положение. Таким образом осуществляется подача одно контактной группы из зажимного устройства в кассету. При этом одна сторона контактной группы скользит по кассете, а другая по пластине 18, укрепленной на планке 16. Для удерживдния контактных групп в кассете при отведенном положении зажима 36 во время дви96жения его вперед имеется прижим 45, укрепленный на рычаге 44. Во время отвода зажима поворачивается гипьза- 32. В это время рычаг, взаимодействуя с профильной i поверхностью гильзы, поворачивается влево относительно оси 46 и опускает прижим к контактным группам, уложенным на кассете. При подводе; зажима в положение охватывания контактных групп рычаг 44 вместе с прижимом 45 возврашается в исходное положение, освобождая контактные группы. По команде от блока управления поворотный стол 1 повораадвается на 1/8 оборота и цикл повторяется. Формула изобретения 1.Устройство для сборки контактных групп, содержащее соединенные с блоком управления поворотный стол с зажимами и механизмами их открывания и расположенные в технологической последовательности вибрационный питатель, ванны флюсования и лужения и механизм запрессовки штифтов , о т л и ч а ю а е е с я тем, что, с целью повышения производительности и качества сборки, оно снабжено расположенным на позиции вьцрузки мехаиизмом подачи пустых кассет, механизмом выгрузки контактных групп в кассету, кинематически связанным с механизмом открывания зажимов, причем механизм подачи пустых кассет соединен через блок управления с поворотным столом. 2.Устройство по п. 1,отличающее с я тем, что механизм подачи пустых кассет снабжен кареткой с кулачком и подпружиненным рычагом с роликом, шарнирно установленным с возможностью взаимодействия с кулачком каретки. 3.Устройство по пп. 1и 2, отличающее с я тем, что механизм выгрузки контактных групп в кассету снабжен гильзой и прижимом с подпружиненным рычагом, установленным с возможностью взаимодействия с профильной поверхностью гильзы. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство .СССР N 564664, кл. Н 01 Н 69/02, 1969.
фиг.1
Фиг-6
