Известны многороликовые обкатки для чистовой обработки цилиндрических поверхностей, в корпусе которых укреплен сепаратор с деформирующими конусными роликами, установленными под углом к оси инструмента, имеющие шаровые оноры и находящиеся нод воздействием подпружиненного конического кольца, регулируемого гайкой.
Предлагаемая многороликовая обкатка отличается тем, что одна щаровая онора ролика контактирует с конической поверхностью кольца, а другая - с коническим скосом в корпусе. Такое конструктивное выполнение обеспечивает обработку деталей несоосных относительно оси обкатки и обеспечивает возможность регулирования уг.та наклона ролика.
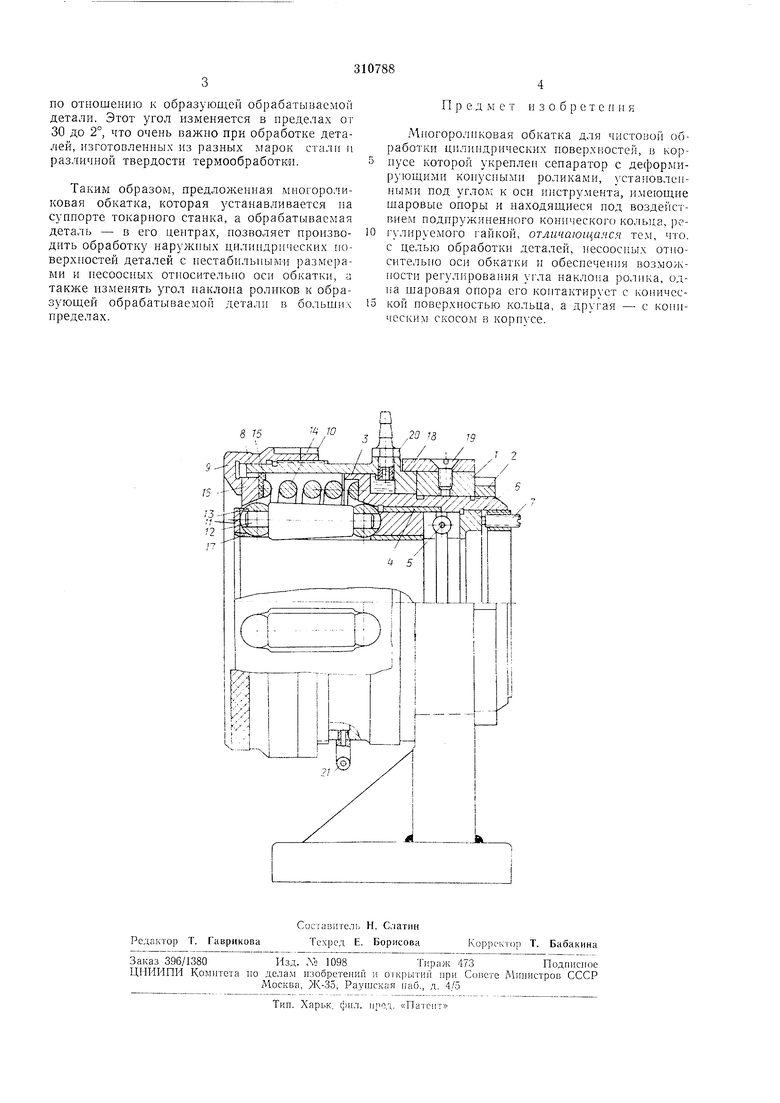
На чертеже изображена схема предлагаемой обкатки.
Многороликовая обкатка содержит закрепленный в станине 1 при помощи гайки 2 корпус 3 с запрессованной в нем бронзовой втулкой 4, в которой установлен упорный шариковый подшипник 5, имеющий возможность перемещаться в осевом направлении и фиксироваться в корпусе при помощи регулировочной гайки 6 и стопорного винта 7. На корпус надета цилиндрическая гильза 8 с регулировочной гайкой 9 и контргайкой W, а внутри корлуса расположены сепаратор // с установленными под углом деформирующими конусными
ролика.ми 12 с шаровыми опорами 13 на концах и спиральная нрулхина 14, которая чере-i промежуточное бронзовое кольцо 15 прижимает упругое плавающее с конической поверхностью кольцо 16 к торцу регулировочной ганки Я обеспечивающей с помощью кольца 16 фиксирование натяга роликов. Одна из шаровых опор роликов контактирует с коническим скосом корпуса, а другая - с конической
новерхностью кольца 16, которое, неремещаясь при обработке детали по оси обкатки, меняет наклон образующей роликов к образующей детали, что обеспечивает роликам самоцентрирование по оси детали. Для предохранения от
Бынадання роликов в сенаратор запрессована втулка 17, а для предотвращения от поворота цилнндрической гильзы относительно корпуса предусмотрена шпонка 18, которая входит в наз ги.тьзы и закрепляется на станине винтом
19. В полость цилиндрической гильзы через штуцер 20 подается масло для ее перемещения с кольцом 16 и роликами в рабочее положение, а в нерабочее положение их возвращает спиральная пружина при прекращенин
подачи масла. Рабочие детали во время работы обкатки смазываются маслом, которое подается через трубку 21.
по отношению к образуюи;ей обрабатываемой детали. Этот угол изменяется в пределах от 30 до 2°, что очень важно при обработке деталей, изготовленных из разных марок стал ц различной твердости термообработки.
Таким образом, предложенная многороликовая обкатка, которая устанавливается на суппорте токарного станка, а обрабатываемая деталь - в его центрах, позволяет производить обработку наружных цилиндрических иоверхностей деталей с нестабильными размерами и иесоосиых относительно оси обкатки, а также изменять угол наклона роликов к образующей обрабатываемой детали в больших пределах.
Предмет изобретен и я
Миогороликовая обкатка для чистовой обработки цилиндрических поверхностей, Б корпусе которой укреплеи сепаратор с деформнрующи.ми коиуспыми роликами, устаиовленными под углом к оси инструмента, имеющие шаровые опоры и находящиеся иод воздействиел подпружиненного конического кольца, регулируемого гайкой, отличающаяся тем, что. с целью обработки деталей, несоосных относительно оси обкатки и обесиечення возможности регулирования угла наклона ролика, одна шаровая опора его контактирует с конической поверхностью кольца, а другая - с коническим скосом в кориусе.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОРОЛИКОВАЯ РАСКАТКА | 1966 |
|
SU185230A1 |
| Устройство для совмещенной обработки резанием и обкаткой | 1985 |
|
SU1248775A1 |
| Устройство для обработки деталей поверхностным пластическим деформированием | 1980 |
|
SU905023A1 |
| Станок для чистовой и упрочняющей обработки цилиндрических поверхностей | 1961 |
|
SU146327A1 |
| МНОГОРОЛИКОВЫЙ САМОУСТАНАВЛИВАЮЩИЙСЯОБКАТНИК | 1969 |
|
SU249231A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ | 1992 |
|
RU2038941C1 |
| Способ чистовой обработки поверхности деталей типа тел вращения | 1989 |
|
SU1722797A1 |
| Инструмент для чистовой обработки конических поверхностей тел вращения | 1960 |
|
SU134574A1 |
| РАСТОЧНАЯ ГОЛОВКА | 1992 |
|
RU2014172C1 |
| ГОЛОВКА ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ШАРОВЫХ ПОВЕРХНОСТЕЙ | 1964 |
|
SU167152A1 |
