(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ
1
Предлагаемое изобретение относится к обработке металлов давлением и может быть использовано для чистовой и упрочняющей обработки различных поверхностей пластическим деформированием.
Известно устройство для обарботки отверстий ППД, содержащее оправку с жестко закрепленным конусом, ролики с выточками, установленные в окнах сепаратора, регулирующие гайки l.
Недостатком известного устройства является сложность регулировки наклона заднего угла.
Цель изобретения - автоматизация регулирования заднего угла наклона роликов.
Поставленная цель достигается тем, что устройство снабжено пружинным кольцом, размещенным в выполненной в сепараторе кольцевой проточке и установленным с возможностью взаимодействия с выточками роликов. ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
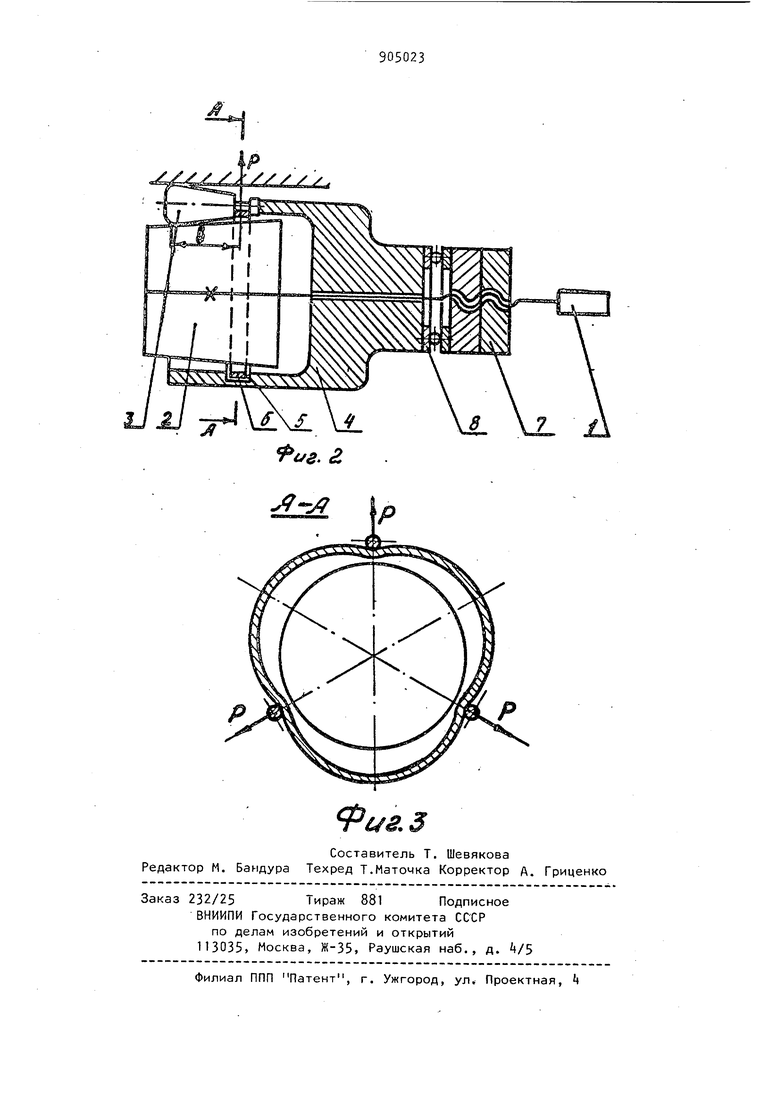
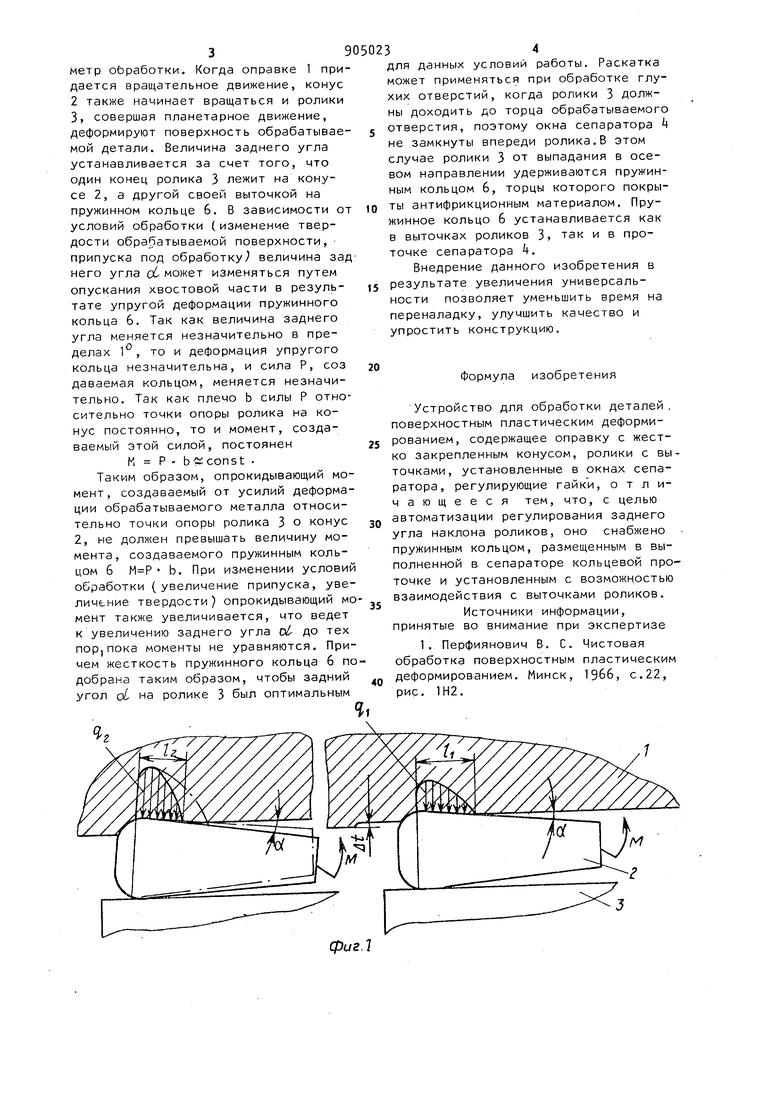
На фиг. 1 изображена установка ролика при обработке детали с неравномерным припуском; на фиг. 2 многороликовая раскатка, разрез; на фиг. 3 - сечен 1е А-А на фиг.2,
Многороликовая раскатка состоит из оправки 1, на которой жестко укреплен конус 2. Ролики 3, установленные в окнах сепаратора 4, контактируют с поверхностью конуса 2,
10 причем ролики выполнены с выточками в хвостовой части, а сепаратор с проточкой 5 в которые установлено пружинное кольцо 6,. На резьбовой части оправки 1 установлены гайки
15 7 для регулировки диаметра обработки Между гайками 7 и сепаратором j установлен упорный подшипник 8.
Раскатка работает следующим образом.
20
С помощью гаек 7 путем перемещения сепаратора в осевом направлении относительно конуса 2 раскатки устанавливается на необходимый диаметр оЬработки, Когда оправке 1 пр дается вращательное движение, кону 2 также начинает вращаться и ролик 3, совершая планетарное движение, деформируют поверхность обрабатыва мой детали. Величина заднего угла устанавливается за счет того, что один конец ролика 3 лежит на конусе 2, а другой своей выточкой на пружинном кольце 6. В зависимости о условий обработки (изменение твердости обрабатываемой поверхности, припуска под обработку; величиназа него угла об может изменяться путем опускания хвостовой части в результате упругой деформации пружинного кольца 6. Так как величина заднего угла меняется незначительно в пределах 1 , то и деформация упругого кольца незначительна, и сила Р, соз даваемая кольцом, меняется незначительно. Так как плечо b силы Р отно сительно точки опоры ролика на конус постоянно, то и момент, создаваемый этой силой, постоянен К Р . bcs const . Таким образом, опрокидывающий мо мент, создаваемый от усилий деформа ции обрабатываемого металла относительно точки опоры ролика 3 о конус 2, не должен превышать величину момента, создаваемого пружинным кольцом 6 Ь. При изменении условий обработки (увеличение припуска, увеличение твердости) опрокидывающий мо мент также увеличивается, что ведет к увеличению заднего угла о до тех пор,пока моменты не уравняются. Причем жесткость пружинного кольца 6 по добрана таким образом, чтобы задний угол oL на ролике 3 был оптимальным . -
фиг. 7 3 для данных условий работы. Раскатка может применяться при обработке глухих отверстий, когда ролики 3 должны доходить до торца обрабатываемого отверстия, поэтому окна сепаратора 4 не замкнуты впереди ролика.В этом случае ролики 3 от выпадания в осевом направлении удерживаются пружинным кольцом 6, торцы которого покрыты антифрикционным материалом. Пружинное кольцо 6 устанавливается как в выточках роликов 3, так и в проточке сепаратора 4. Внедрение данного изобретения в результате увеличения универсальности позволяет уменьшить время на переналадку, улучшить качество и упростить конструкцию. Формула изобретения Устройство для обработки деталей, поверхностным пластическим деформированием, содержащее оправку с жестко закрепленным конусом, ролики с выточками, установленные в окнах сепаратора, регулирующие гайки, отличающееся тем, что, с целью автоматизации регулирования заднего угла наклона роликов, оно снабжено . пружинным кольцом, размещенным в выполненной в сепараторе кольцевой проточке и установленным с возможностью взаимодействия с выточками роликов. Источники информации, ринятые во внимание при экспертизе 1. Перфиянович В. С. Чистовая обработка поверхностным пластическим еформированием. Минск, 1966 с 22 ис. 1Н2. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки деталей поверхностным пластическим деформированием | 1981 |
|
SU984836A2 |
| Многороликовая раскатка | 1981 |
|
SU967783A1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОДНОВРЕМЕННОЙ РАСТОЧКИ И РАСКАТКИ ОТВЕРСТИЙ | 1993 |
|
RU2074085C1 |
| Способ комбинированной чистовой обработки отверстий и инструмент для его осуществления | 1990 |
|
SU1796429A1 |
| Раскатка для обработки внутренних стенок цилиндров с нессиметрично расположенными по окружности вырезами | 1982 |
|
SU1057259A2 |
| Многороликовая раскатка | 1979 |
|
SU825309A1 |
| РЕГУЛИРУЕМАЯ ИМПУЛЬСНАЯ РАСКАТКА | 1968 |
|
SU212097A1 |
| Раскатка | 1980 |
|
SU931424A1 |
| Многороликовая раскатка | 1978 |
|
SU673438A2 |
| Многороликовая раскатка для чисто-ВОй и упРОчНяющЕй ОбРАбОТКи ОТВЕРСТий | 1979 |
|
SU823095A1 |