Изобретение относится к машиностроению, в частности к комбинированным устройствам для совмещенной режуще-деформирующей обработки наружных цилиндрических поверхностей деталей типа валов.
Цель изобретения - расщирение технологических возможностей путем обеспечения автоматического согласованнного отвода резцов от обработанной поверхности и сброса деформирующих элементов с настроечного размера.
На чертеже изображено устройство для совмещенной обработки резанием и обкаткой.
Устройство содержит корпус 1, в котором установлены резцедержатели 2 с резцами 3, деформирующие ролики 4, расположенные в сепараторе 5 и опирающиеся на коническую поверхность опорного элемента 6. Снаружи корпуса 1 установлен охватывающий стакан, состоящий из втулки 7 с пазом для контактирования с резцедержателями 2 и втулки 8, внутреннюю поверхность которой образует фланцевая втулка 9 с эксцентрично расположенным относительно оси устройства отверстием и примыкающее к ней кольцо 10 с равнонаправ- ленными скосами. Втулки 7 и 8 соединены между собой с возможностью регулирования расстояния между ними гайкой 11. Резцедержатели установлены на осях 12, расположенных в корпусе 1, и снабжены пружинами 13. В корпусе 1 размещена регулировочная планка 14, скосы на наружной поверхности которой контактируют с фланцевой втулкой 9, а внутренние - с опорным элементом 6, который кинематически замыкается планкой 15. Втулка 8 соединена с тягами 16, на которых размещены упоры 17 и 18. Для установки деформирующих роликов, 4 на размер детали 19 используется гайка 20 с контргайкой 21. Гайка 20 крепится на сепараторе 5 с помощью кольца 22. Для обеспечения поступательного перемещения корпус 1 устройства связан с держателем 23, который крепится на суппорте станка. Для управления упорами 17 и 18 на неподвижной части станка установлен упор 24.
Устройство работает следующим образом.
При обработке устройство, установленное на суппорте токарного станка, перемещается справа налево (к шпинделю станка). Вращающуюся деталь 19 сначала обраба
5
0
5
0
5
0
5
тывают резцами 3, а затем деформирующими роликами 4. При окончании обработки резцами 3 (например, при подходе резцов к ступени вала с большим диаметром) упор 18 взаимодействует с неподвижным упором 24 и втулка 8, а вместе с ней и втулка 7 останавливаются. При дальнейшем перемещении корпуса 1 устройства резцедержатели 2 выходят из контакта с пазом во втулке 7 и под действием пружин 13 поворачиваются вокруг осей 12, чем и достигается отвод резцов от обработанной поверхности детали 19. При дальнейшем движении корпуса 1 установленная в нем регулировочная планка 14 скосами на наружной поверхности скользит сначала по эксцентричной поверхности фланцевой втулки 9, а затем по разнонаправленным скосам кольца 10. Происходит ее радиальное перемещение, при котором торец опорного конуса, кинематически замкнутый на внутренней поверхности регулировочной планки 14, скользит по скосам на этой поверхности, что приводит к осевому перемещению опорного конуса, при котором осуществляется сброс роликов с настроечного размера. Одновременно со сбросом роликов возможна или остановка станка с ручным отводом устройства в исходное положение или автоматическое реверсирование движения (при наличии дополнительных упоров, взаимодействующих с кнопкой реверсирования). При обратном ходе устройства после выхода детали 19 из зоны обработки упор 17 взаимодействует с неподвижным упором 24 и при дальнейшем перемещении корпуса 1 останавливает втулки 7 и 8, тем самым возвращая все элементы в исходнон положение: резцы сведены, а деформирующие элементы установлены на размер. После этого станок останавливается, устанавливается деталь и цикл обработки повторяется.
Использование предлагаемого устройства позволяет автоматизировать цикл комбинированной обработки резанием и обкаткой, повысить коэффициент многостаночного обслуживания (тем самым сократить количество рабочих, необходимых для обеспечения обработки, а также использовать многорезцовую обработку ступенчатых валов и валов, для которых не требуется обработка напро- ход за счет обеспечения автоматических согласованных установочных перемещений резцов и деформирующих элементов.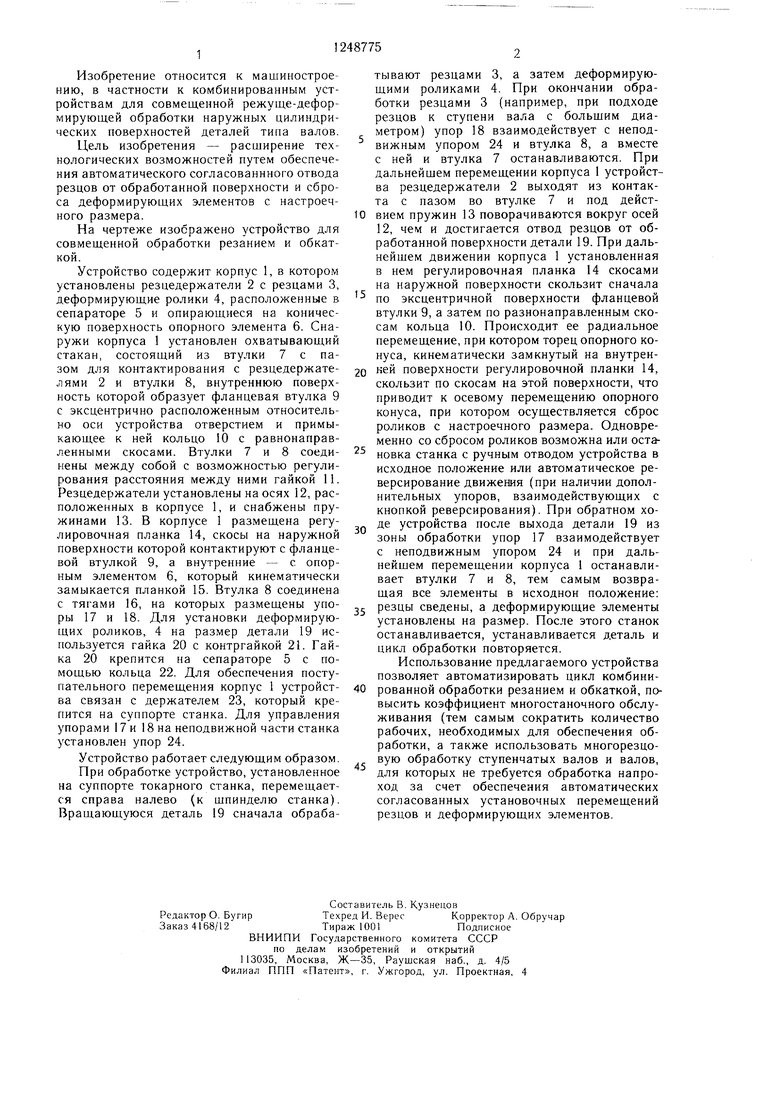
| название | год | авторы | номер документа |
|---|---|---|---|
| "УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ" | 2023 |
|
RU2829986C1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Копировальное устройство | 1978 |
|
SU677879A1 |
| Устройство для радиального перемещения резца | 1981 |
|
SU1066752A1 |
| Устройство для останова и отвода резца | 1978 |
|
SU740407A1 |
| Устройство для обработки внутренних фасонных поверхностей на токарных автоматах | 1989 |
|
SU1717287A1 |
| Устройство для обработки валов резанием и обкаткой | 1990 |
|
SU1785827A1 |
| Устройство для радиального перемещения резца | 1981 |
|
SU1074661A1 |
| УСТРОЙСТВО ДЛЯ ОСТАНОВА И ОТВОДА РЕЗЦА ОТ ОБРАБОТАННОЙ ПОВЕРХНОСТИ | 1972 |
|
SU435068A1 |
| Виброгаситель к металлорежущему станку | 1990 |
|
SU1814972A1 |
| Чистосердов П | |||
| С | |||
| Комбинированные инструменты для отделочно-упрочняющей обработки | |||
| - Минск; Беларусь, 1977, с | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
