Известны универсальные роликовые головки для волочения трехгранных профилей, вынолненные в виде станины, в пазах которой установлены ролики, имеющие скосы на одной из торцовых поверхностей. Ролики могут перемещаться к центру для изменения размера протягиваемого профиля.
Цель изобретения - обеспечить возможность волочения без смены роликов широкого диапазона размеров многогранных профилей, например щестигранных.
Достигается это тем, что направляющие перемещения подушек выполнены под углом к торцовым поверхностям роликов, а механизм перемещения подушек выполнен в виде установленного на станине головки поворотного колеса с зубчатыми секторами, связанными с подушками при помощи самотормозящихся клиньев с зубчатыми рейками.
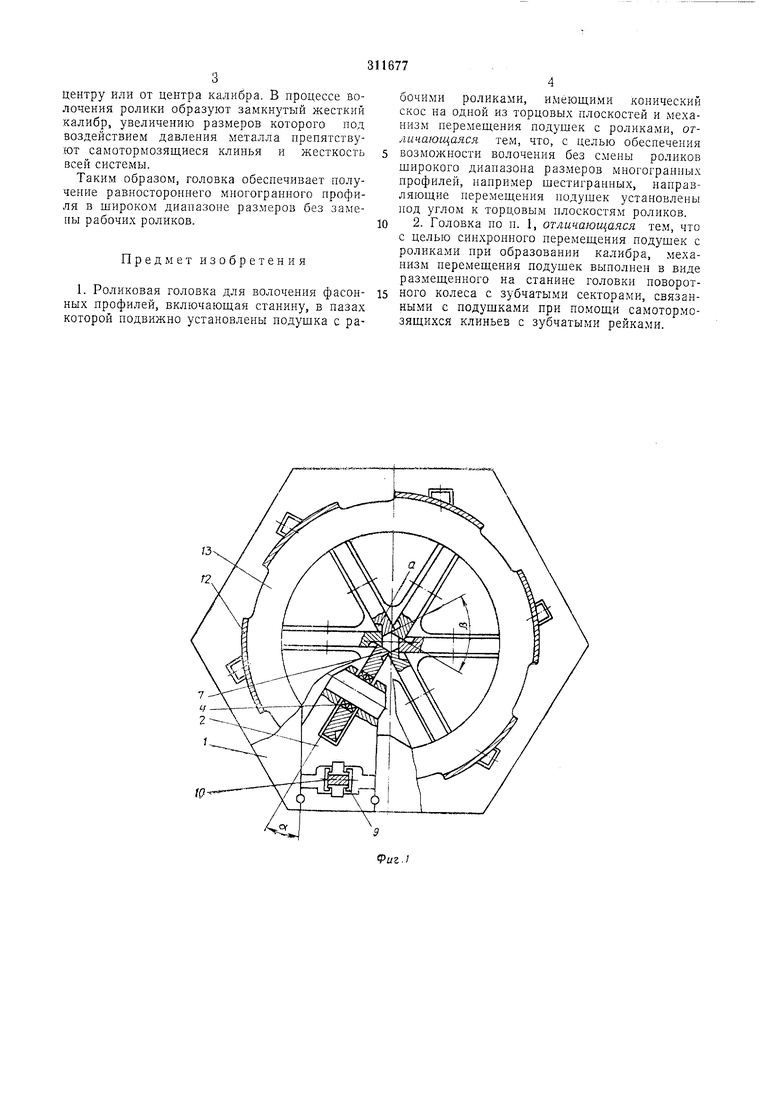
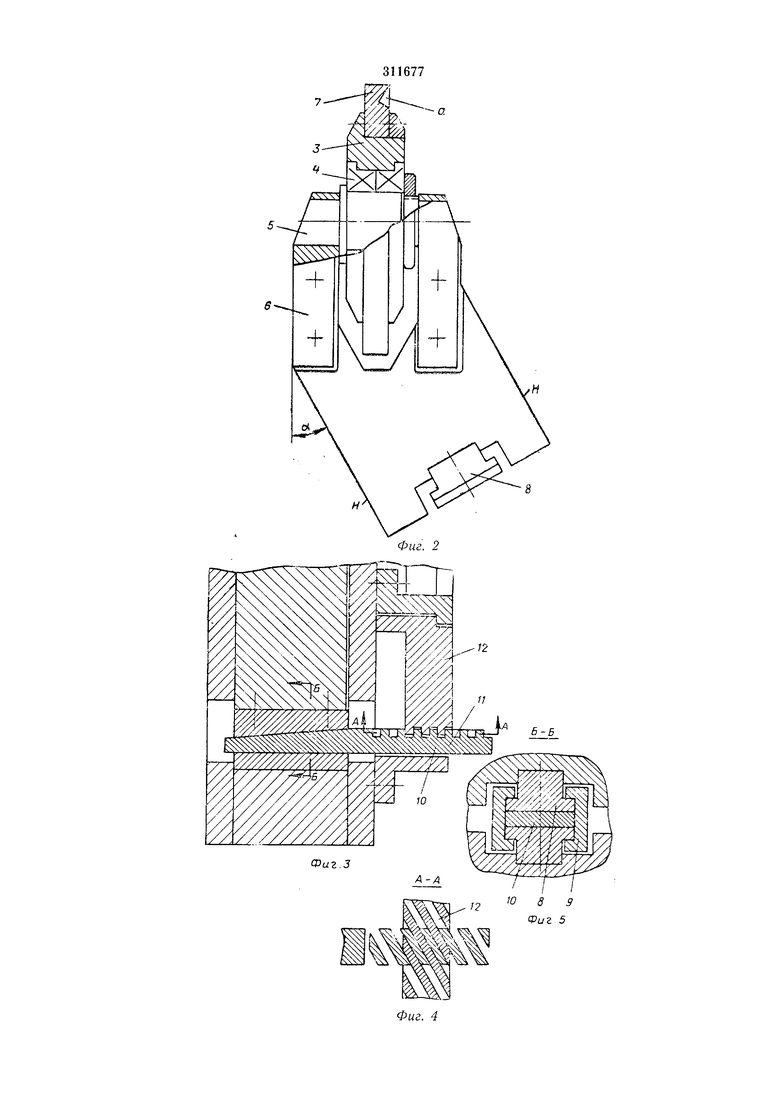
На фиг. 1 изображена описываемая роликовая головка, общий вид; на фиг. 2 - рабочий ролик с подущкой; на фиг. 3 - узел крепления клина в подушке; на фиг. 4 и 5 - разрезы по А-Л и Б-Б на фиг. 3.
Головка представляет собой станину 1, в пазах которой установлены шесть подушек 2 с роликами 3.
торой с одной стороны выполнен конический скос о. Угол между образующей скоса и рао 360°
оочеи поверхностью ролика равен ,
где п - число граней, равное 6. Направляющие Я перемещения подушек 2 выполнены
1 Rn
под углом а,, где 6 - число граней шестигранного профиля.
К подушке прикреплен вкладыш 8, который посредством прижимов 9 связывает подушку 2 с клином 10. На конце последнего выполнена зубчатая рейка 11, связанная с зубчатым сектором 12, выполненным па поворотном колесе 13, установленном на станине головки.
На колесе количество секторов соответствует количеству роликов.
Роликовая головка работает следующим образом.
Для получения шестигранного профиля определенного размера поворачивают зубчатое колесо и посредством реечного зацепления
приводят в движение клинья, которые синхронно перемещают подушки с рабочими роликами до нужного положения. При этом рабочие поверхпости каждого ролика скользят по коническим поверхностям соседнего ролицентру или от центра калибра. В процессе волочения ролики образуют замкнутый жесткий калибр, увеличению размеров которого под воздействием давления металла препятствуют самотормозящиеся клинья и жесткость всей системы.
Таким образом, головка обеспечивает получение равностороннего многогранного профиля в широком диапазоне размеров без замены рабочих роликов.
Предмет изобретения
1. Роликовая головка для волочения фасонных профилей, включающая станину, в пазах которой нодвижно установлены нодущка с рабочими роликами, имеющими конический скос на одной из торцовых плоскостей и механизм перемещения подущек с роликами, отличающаяся тем, что, с целью обеспечения
возможности волочения без смены роликов широкого диапазона размеров многогранных профилей, иапример шестигранных, направляющие перемещения подущек установлены под углом к торцовым плоскостям роликов.
2. Головка по п. 1, отличающаяся тем, что с целью синхронного перемещения подущек с роликами при образовании калибра, механизм перемещения подущек выполнен в виде размещенного на станине головки поворотного колеса с зубчатыми секторами, связанными с подущками при помощи самотормозящихся клиньев с зубчатыми рейками.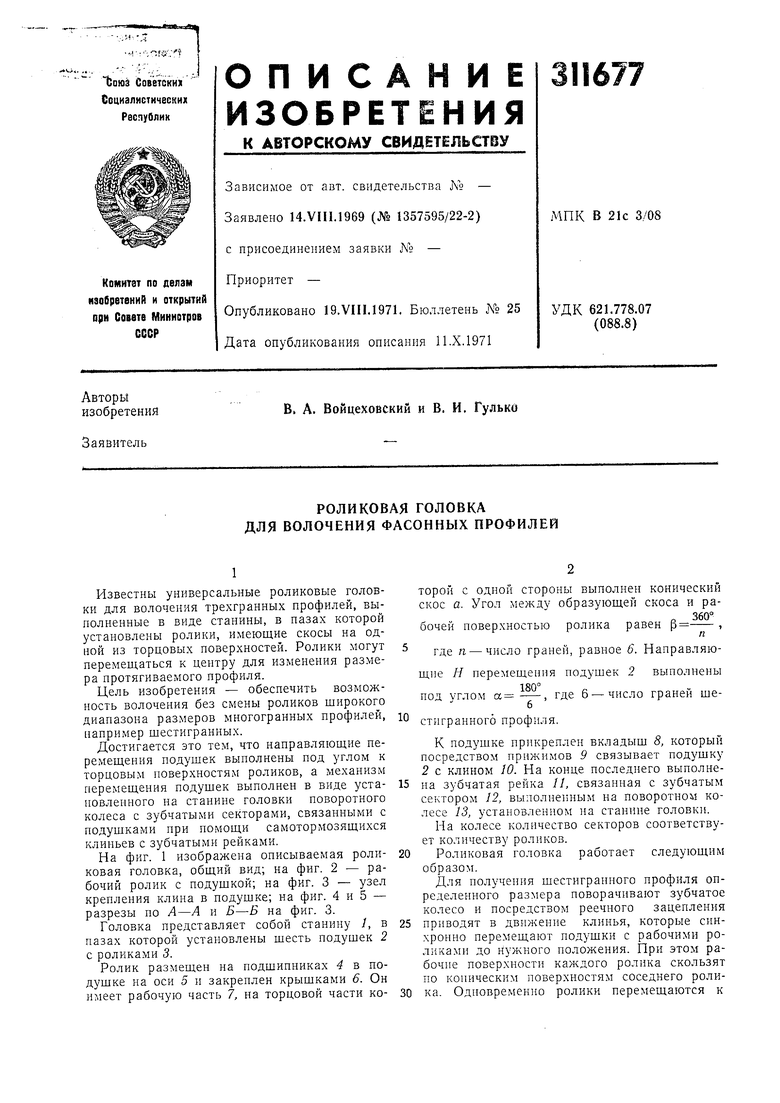
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ И ДРУГИХ ПРОФИЛЕЙ | 1993 |
|
RU2061571C1 |
| Роликовая волока | 1990 |
|
SU1779424A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| Рабочая клеть стана поперечной прокатки | 1978 |
|
SU735370A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Клеть с многовалковым калибром | 1980 |
|
SU884204A1 |
| Роликовая клеть | 1985 |
|
SU1258525A1 |
| Рычажная роликовая волока | 1979 |
|
SU845926A1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
/3
