Изобретение относится к области сварки.
Известно устройство для дуговой сварки в среде защитных газов, содержащее сварочную головку с токоподводом, установленную на корпусе с пультом управления, и приводную тележку для перемещения устройства вдоль свариваемого щва. Однако жесткое крепление сварочной головки к корпусу и механизму перемещения приводит к непровару сварного соединения при изменении угла наклона электрода.
Предложенное устройство отличается от известного тем, что тележка снабжена осью, на которой с возможностью поворота установлены кронщтейны, жестко закрепленные на корпусе и связанные с тележкой через зубчатую пару. Такая конструкция устройства позволяет повысить качество сварки за счет постоянного поддержания заданного положения токоподвода относительно стыка,
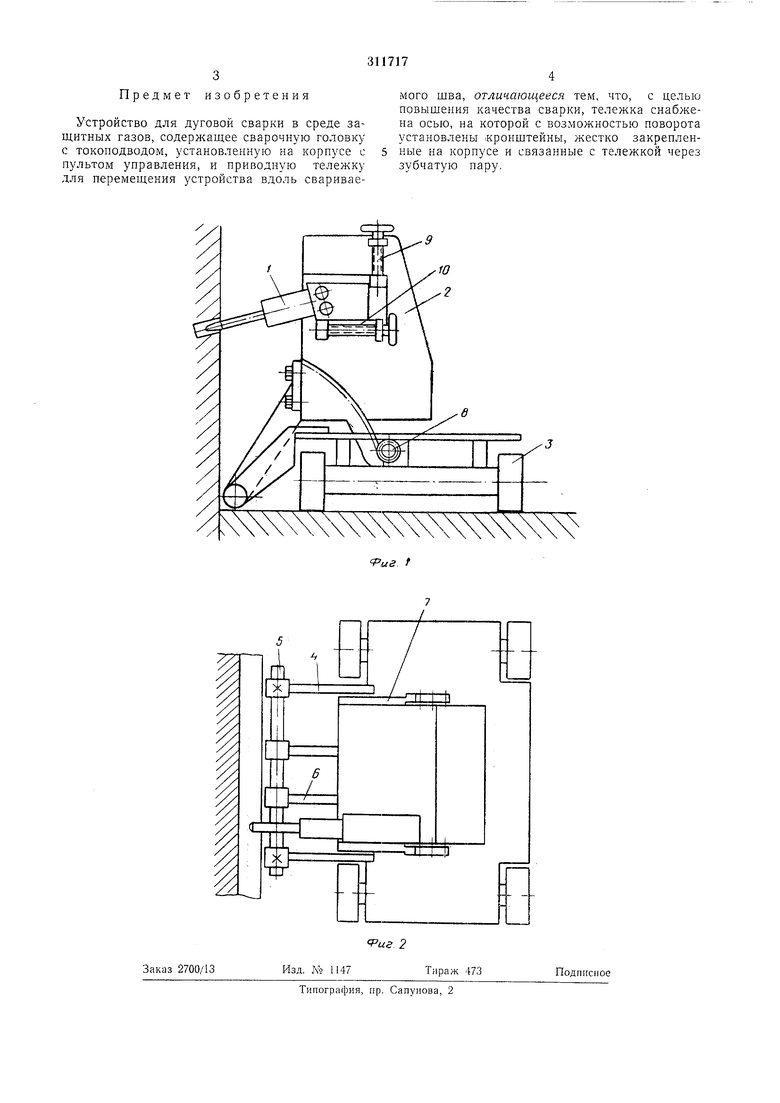
На фиг. 1 изображено описываемое устройство, вид спереди; на фиг. 2 - то же, вид сверху.
Устройство состоит из сварочной головки / с токоподводом, корпуса 2, приводной тележкк 3 с двумя кронштейнами 4, в которых закреплена ось 5. С корпусом жестко соединены кронштейны 6, установленные на оси 5 с возможностью разворота вокруг нее. К торцам корпуса прикреплены два зубчатых сектора 7,
находящиеся в зацеплении с шестернями 8 механизма поворота, который установлен на раме тележки. Из-за зацепления щестерни и сектора корпус может разворачиваться относительно тележки только при работе механизма поворота.
Устройство работает следующим образом. После установки устройства на горизонтальный элемент изделия сварочная головка с токоподводом разворачивается относительно разделки в необходимое для сварки положение. Так как в процессе сварки устройство перемещается по горизонтальному элементу изделия, то возможные отклонения элемента (по высоте и углу) от разделки, вызванные неточностью сборки, передаются на устройство. Имеющийся на нем датчик фиксирует отклонения и передает команду на исполнительный двигатель механизма поворота, который вращает шестерню и через зубчатые секторы и кронщтейны 6 разворачивает вокруг оси 5 корпус и сварочную головку с токоподводом в первоначальное положение.
Постоянство же положения токоподвода относительно стыка регулируется с помощью механических и электрических датчиков, которые обеспечивают возврат токоподвода относительно разделки в первоначальное положение в горизонтальной и вертикальной плоскостях с помощью направляющих 9 и 10.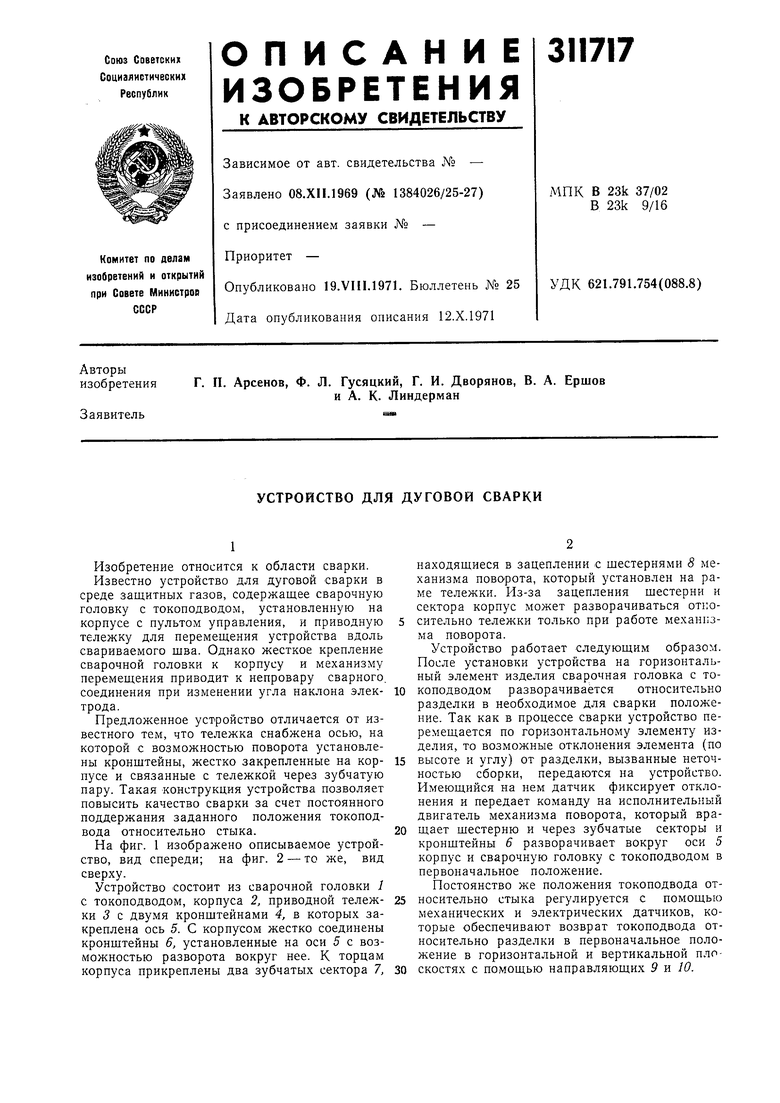
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ ВНУТРЕННИХ швов ТРУБ | 1972 |
|
SU335061A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для электродуговой сварки вертикальных стыков | 1986 |
|
SU1411115A1 |
| Устройство для сварки неповоротных стыков труб | 1988 |
|
SU1602653A1 |
| Двухэлектродная сварочная головка | 1980 |
|
SU910385A1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1097471A1 |
| Установка для электрошлаковой сварки | 1972 |
|
SU475235A1 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1992 |
|
RU2049633C1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |