Известны устройства для регулирования профиля рабочих валков носредством нротивоизгиба, включающие опорные гидроцилиндры, установленные в подушках опорных и рабочих валков.
Предложенное устройство отличается тем, что в подушках рабочих валков симметрично плоскости валков выполнены сквозные отверстия, в которые установлены штоки соосно плунжерам распорных гидроцилиндров, при этом наружный торец каждого штока изготовлен с сегментным выступом, размешенным против соответствующего выреза на наружном торце другого штока, и в подушках опорных валков находятся дополнительные плунжерные гидроцилиндры. Между подушками рабочих валков смонтированы обоймы со сквозными отверстиями, в которых расположены подвижные сегменты, взаимодействующие с соответствующими торцовыми сегментными выступами указанных штоков.
На каждом расцорном гидроцилиндре имеются обоймы с отверстиями, в которых смонтированы подвижные сегменты, взаимодействующие с торцами соосно установленных плунжеров. Такое выполнение устройства позволяет расширить область регулирования профиля рабочих валков (в том числе с любой комбинацией переточиых рабочих и опорных валков), передавать усилия противоизгиба с подушки опорного валка на подушку не смежного с ним рабочего валка.
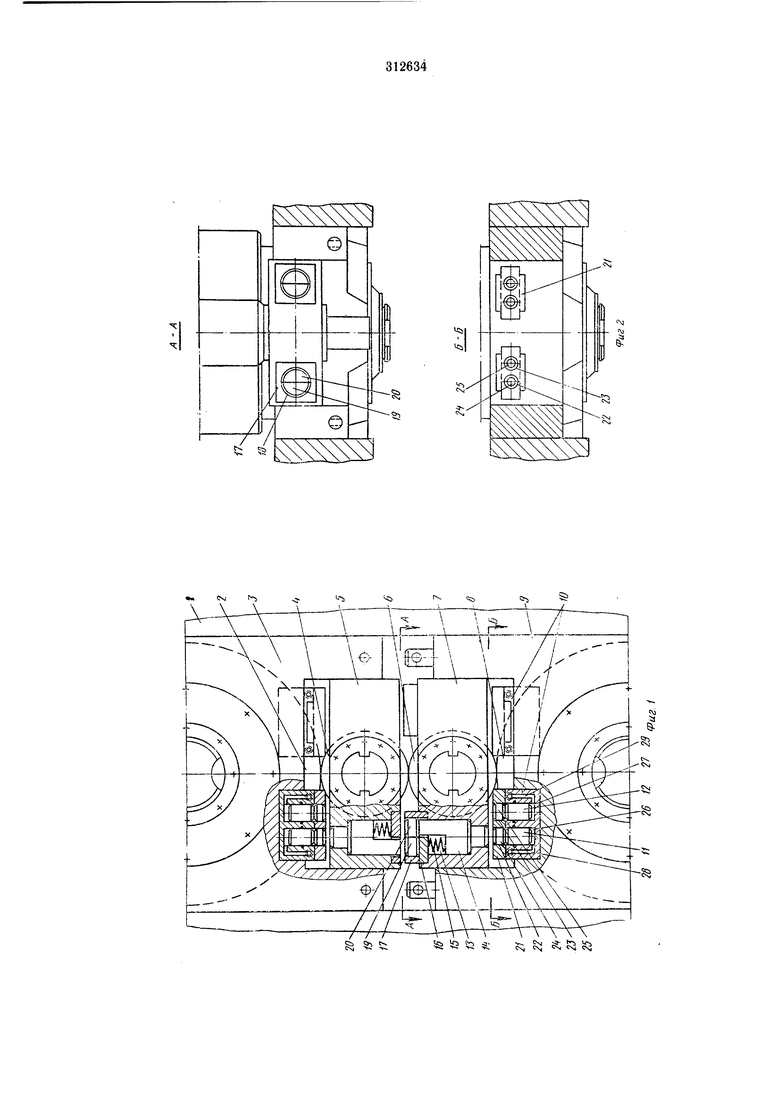
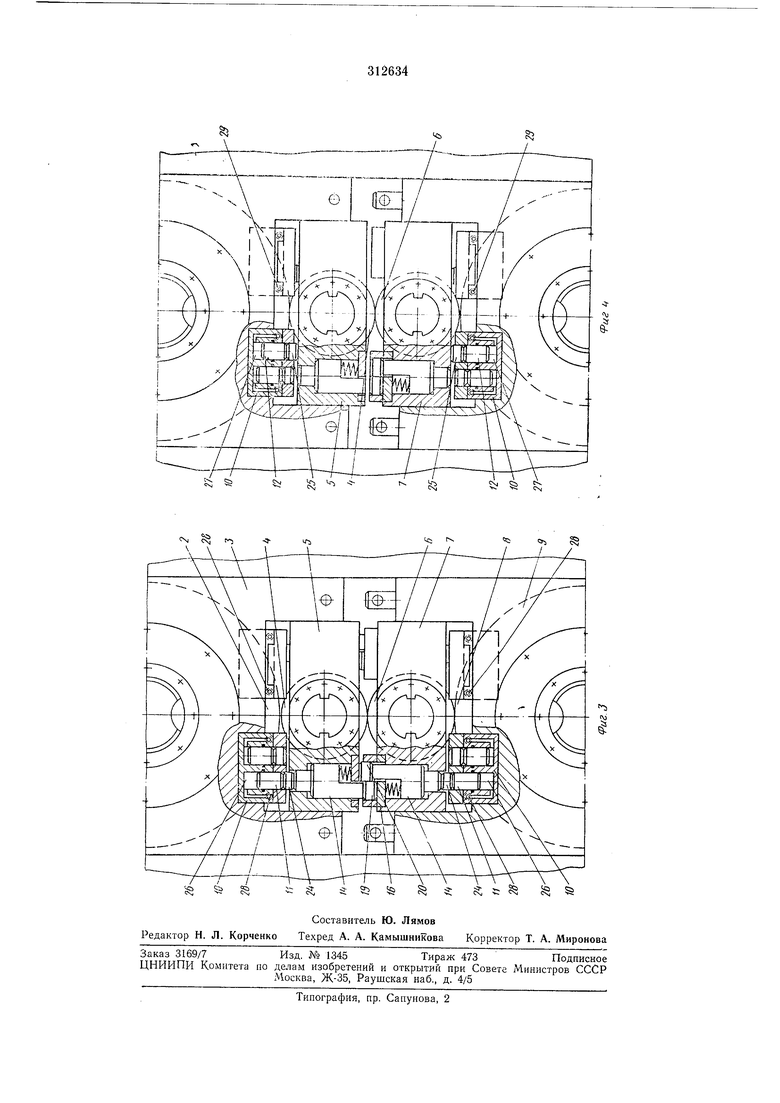
На фиг. I показана клеть, разрез по плоскости валков; на фиг. 2 - разрезы по А-А и Б-Б на фиг. 1; на фиг. 3 - устройство при работе по схеме противоизгиба рабочих валков; на фиг. 4 - то же, при работе по схеме дополнительного изгиба.
Предложенное устройство реализовано в
прокатной клети кварто, которая состоит из станины 1, верхнего опорного валка 2 с подушками 3, верхнего рабочего валка 4 с нодушками 5, нижнего рабочего валка 6 с подушками 7, нижнего опорного валка 5 с подушками 9. В подушках и 9 соответственно верхнего и нижнего опорных валков установлены гидроцилиндры 10, содержащие плунжеры П для создания противоизгиба рабочих валков и плунжеры 12 для создания дополнительного изгиба рабочих валков. Подушки 5 и 7 по обе стороны от оси выполнены со сквозными отверстиями 13, соосными с плунжером //. В каждое сквозное отверстие помещен подвижный шток 14, удерживаемый в отверстии
пружиной /5 и крышкой 16, закрепленной на каждой подушке рабочего валка. Между подушками 5 и 7 рабочих валков по обе стороны от их оси установлены обоймы 17.
друг относительно друга сегмента 19 и 20. Над каждым гидроцилиндром между подушками смежных рабочих и опорных валков имеется обойма 21, изготовленная с двумя отверстиями 22 и 23, соосными с плунжерами 11 к 12. В отверстия помещены подвижные сегменты 24 и 25. Подвод рабочей жидкости высокого давления в полости 26 и 27 гидроцилиндров 10 осуществляется через отверстия 28 и 29.
Устройство работает следующим образом.
Во время нрокатки полосы или листа при необходимости Исправлять волнистость по схеме противоизгиба (см. фиг. 3) в полость 26 каждого гидроцилиндра 10 через отверстие 28 подается рабочая л идкость под давлением. Под действием рабочей жидкости высокого давления каждый плунжер // гидроцилиндров 10, установленных в подушках 3 верхнего опорного валка 2, перемещаясь в направлении к прокатываемому металлу, перемещает сегмент 24, шток 14 подушки 5 и сегмент 19 до упора в крышку 16 подушки 7 нижнего рабочего валка, отгибая шейки последнего вниз и увеличивая выпуклость бочки нижнего рабочего валка 6. Аналогично каждый плунжер // гидроцилиндров 10, установленных в подушках 9 нижнего опорного валка 8, перемещаясь в направлении к прокатываемому металлу, перемещает сегмент 24, шток 14 подушки 7 и сегмент 20 до упора в крышку 16 подушки 5 верхнего рабочего валка 4, отгибая шейки последнего вверх и увеличивая выпуклость бочки верхнего рабочего валка 4. В результате этого в зависимости от давления рабочей жидкости и площади плунжеров 11 создается суммарная выпуклость верхнего и нижнего рабочих валков, достаточная для исправления волнистости прокатываемого металла.
Для устранения коробоватости прокатываемых полос или листов осуществляют переход на схему дополнительного изгиба (см. фиг. 4), для чего сбрасывают или уменьшают давление рабочей жидкости в полости 26. В результате этого плунжеры /Л сегменты 24, щтоки 14 и сегменты 19 и 20 под действием пружин возвра1цаются в исходное положение, а рабочая жидкость под давлением через отверстия 29 подается в полость 27 гидроцилиндров 10. Плунжеры 12 перемещают сегменты 25 до упора в подушки рабочих валков, отгибая шейки валка 4 вниз, а шейки валка 6 вверх; суммарная выпуклость бочки рабочих валков уменьшается до величины, устраняющей такой вид брака, как коробоватость.
Предмет изобретения
1.Устройство для регулирования профиля рабочих валков стана кварто посредством противоизгиба и дополнительного изгиба рабочих валков, включаюшее распорные плунжерные гидроцилиндры, установленные в подушках опорных валков, отличающееся тем, что, с целью передачи усилия противоизгиба с подушки опорного валка на подушку не смежного рабочего валка, в подушках рабочих валков симметрично плоскости валков выполнены сквозные отверстия, в которые установлены штоки соосно плунжерам распорных гидроцилиндров, при этом наружный торец каждого штока выполнен с сегментным выступом, размещенным против соответствующего выреза на нарул ном торце другого штока, и в подушках опорных валков установлены дополнительные плунжерные гидроцилиндры.
2.Устройство по п. 1, отличающееся тем, что, с целью расширения области регулирования, между подушками рабочих валков смонтированы обоймы со сквозными отверстиями,
в которых установлены подвижные сегменты, взаимодействующие с соответствующими торцовыми сегментными выступами указанных штоков.
3.Устройство по пп. 1 и 2, отличающееся тем, что, с целью передачи усилий противоизгиба и дополнительного изгиба, на каждом распорном гидроцилиидре выполнены обоймы с отверстиями, в которых смонтированы подвижные сегменты, взаимодействующие с торцами соосно установленных плунжеров.
ч:
i:

| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТОПРОКАТНЫЙ СТАН КВАРТО | 2008 |
|
RU2381848C1 |
| Прокатная клеть | 1990 |
|
SU1801633A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ПРОФИЛЯ РАБОЧИХ ВАЛКОВ СТАНА КВАРТО | 1973 |
|
SU360989A1 |
| Прокатная клеть кварто | 1975 |
|
SU749465A1 |
| ПРОКАТНАЯ КЛЕТЬ ЛИСТОВОГО СТАНА КВАРТО | 2009 |
|
RU2399445C1 |
| Прокатная клеть | 1974 |
|
SU610578A1 |
| Опорный узел прокатного валка | 1987 |
|
SU1443998A1 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| Устройство для совмещенного регулирования продольной и поперечной разнотолщинности прокатываемой полосы | 1971 |
|
SU458343A1 |
| Прокатная клеть | 1981 |
|
SU1003947A1 |
«tvj t-5 V
