1
Изобретение относится к прокатке труб, преимущественно к продольной непрерывной прокатке без сятравки бесшовных труб, и может использоваться для поддержания средней толщины стенки труб на минимально допустимом уровне при имеющем место разбросе толщин стенок заготовок.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство, содержащее измерители толщины стенки и , вытяжки заготовки, измерители толщины стенки трубы, вычислительный блок, блоки сравнения, блок умножения, сумматор, запоминающий блок, задатпик средней толщины стенки труб и блок управления скоростями валков стана l,l|.
Недостатком известного устройства является то, что заданный уровень (уставка) регулирования или заданная толщина стенки готовых труб принимаются постоянными, вне зависимости от качества регулирования, поэтому эконо-
мическая эффективность регулирования при производстве труб с толщиной стенки в минусовом допуске оказывается ограниченной и реализуется неполностью.
Цель изобретения - увеличение экономии металла за счет снижения толщины стенки труб до минимально возможного уровня и соответствующего увеличения производительности стана, исчисленной в метраже готовых труб, а также исключение брака труб по минусовому допуску на толщину стенки.
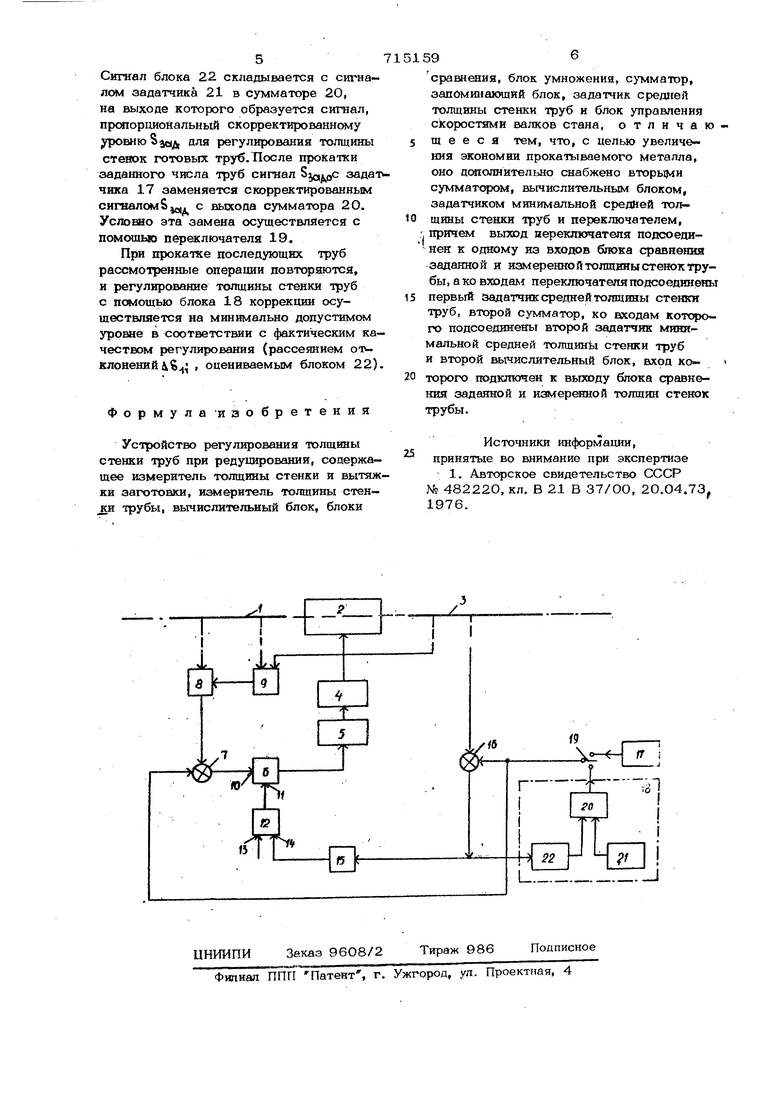
Поставленная цель достигается том, что в устройство, содержащее измеритель толщины стенки и вытяжки заготовки, измеритель толщины стенки трубы, вычислительный блок, блоки сравнения, блок ум1южешш, сумматор,запоминающий блок,задатчик средней толщины стенки труб и блок управления скоростями валков стана, дсяолнительно введены второй сумматор, вычислительный блок, задатчик минимальной средней толщины стен- 3 ки труб и переключатель. Выход переклю чателя подсоединен к одному из входов блока сравнения заданной и измеренной толщины стенок трубы, а ко входам переключателя подсоединены первый задат чик средней толщины стеюси труб и в-го- рой С5т лматор, ко входам которого подсоединены второй задатчик минимальной средней толщины стенки труб и второй вычислительный блок, нход которого подключен к выходу блока сравнения aa. данной и измеренной топщвры стенок труб. На чертеже представлена схема устройства регулирования толщины стенки труб. Заготовка 1 прокатьюается в редукционном стане 2 в готовую трубу 3. Скорости валков изменяются с помощью двигателей 4 через исполнительный блок 5 управлений. Сигналы на блок 5 управлений поступают чёрбз блок 6 умножения от бло на 7 сравнения, на выходе которого образуется сигнал, пропорциональный от клонениюА5 4 предаолагаемой толщины стенки трубы от заданного уровня S дд В СВОЮ очередь, определяется вычислительным блоком 8 на основании сигналов о толщине сЯ заготовки, вытяжке предыдущей заготовки и диаметрах трубы и заготовки. Вытяжка трубы определяется измерителем 9 либо ва основании замеров длин заготовки и трубы, либо на основании замеров ско ростей заготовки и трубы на вь5ходе и входе стана. Сигнал для изменения скоростей валков, получаемый на выходе блока 6 умножения пропорционален произведению подаваемых на его входы 10 и 11 сигналов отклонения стенки и передаточного коэффициента К.| , получаемог на выходе сумматора 12. В свою очередь на вхопы 13 и 14 сумматора 12 подаются сигналы исходной уставки KQ передаточного коэффи1шента и добавочно корректирующего сигнала с выхода запоминающего блока 15, додключенного своим входом к выходу второго блока 16 сравнения фактической о и задан HoftSi. среаних толщин стенок трубы. 6С1Д-А Заданная толщина стенки bjg получае ся либо от задатчика 17 средней толщины стенки готовых труб, либо от блока 18 коррекшш. Условно переход от исходаого уровня регулирования заданного задатчиком 17, к скор 9 тированному уровню ад . определяемому блоком коррекшйт, обозначен с помощью переключателя 19. Блок 18 коррекции состоит из второго сумматора 20 и включенных на его входы задатчика 21 минимальной средней толщины стенки отдельной трубы и второго вычислительного блока 22. Блок 22 своим входом подключен к вых.оду бпока 16 сравнения фактической и заданной средних толщин стенок трубы. Выходной сигнал блока 22 пропорционален средненсвадратичнпму значению i . сигналов на его входе, т.е. среднеквадратичному значению отклонений средних толщин стенок готовых труб от заданного уровня регулирования. Устройство работает следующим образом. Первоначально до прокатки устанавливаются некоторые исходные скорости валков стана 2. В вычислительный блок 8 вводятся значения постоянных парамввров, в сумматор 12 - начальное значение К о передаточного коэффициента. Выходной сигнал блока 15 останавливается в нуль, на входы блоков 7, 16 сравнения подключается через переклю- чат©.т1Ь 19 задатчЕк 17 исходного значения заданного уровня регулирования аад для средней толщины стенки готовых труб, При прокатке измеряют среднюю толщину стенки заготовки SQ и вытяжку И вычисляют блоком 8 ожидаемую толщину стенки трубы и блоком 7 определяют отклонение S.; от заданного с уровня зто Пропорционально полученному отклонению Л S 4 и передаточному коэффициент Ко блоком 6 подают соответствующий сигнал на исполнительный блок 5 ДЛЯ , изменения скоростей вращения валков. Определяют фактическую среднюю толщину стенки труб S специальным измерителем либо с помощью блоков 8 и 9, В последнем случае необходимо с блока 9 получать сигнал о вытяжке не предыдущей, а очередной заготовки. Полученный сигнал о толщине стенки S подается на блок 16 сравнения. В результате, по мере прокатки труб, блок 15 вьфабатывает сигнал, корректирующий величину передаточного коэффициента регулятора и повышающий качество регулирования. Одновременно выч1ж;лительный блок 22 определяет среднеквадратичное значение б отклоне ЛИЙ стенок трубД$ от заданного уровня. Сигнал блока 22 складывается с сигна лом задатчика 21 в сумматоре 2О, на выходе которого образуется сигнал, пропорциональный скорректированнся у ;фовню 5здд для регулирования толщины стенок готовых труб. После прока-пси заданного числа труб сигнал зада чика 17 заменяется скорректированным сигналом& ад с выхода сумматора 20. Условно эта замена осуществляется с помощью переключателя 19. При прокатке последующих труб рассмотренные операции повторяются, и регулирование толщины стенки труб с помощью блока 18 коррекшш осуществляется на минимально допустимом уровне в соответствии с фактическим ка чеством регулирования (рассеянием О-Рклонений45 , оцениваемым блоком 22) Формула -изобретения Устройство регулирования толщины стенки труб при редуцирования, содержащее измеритель толщины стенки и вытяж ки заготовки, измеритель толщины стенди трубы, вычислительный блок, блоки 59 сравнения, блок умножения, сумматор, запоминающий блок, задатчик толщины стенки труб и блок управления скоростями валков стана, отличаю щ е е с я тем, что, с целью увеличения экономии прокатываемого металла, оно дсяюлнительно снабжено вторыми сумматором, вьгаислительным блоком, задатчиком минимальной средней толщины стенки труб и переключателем, причем выход иереключатепя подсоединен к одному из входов блока сравнения заданной и намеренно и толщины стенок трубы, а ко входам переключателя подсоединены первый эадатчик средней толщины стенки труб, второй сумматор, ко Еосодам которого подсоединены второй задатчик минимальной средней толщинЬ стенки труб и второй вычислительный блок, вход которого подключен к выходу блока сравнения заданной и намеренной толщин стенок рубы. Источники информации, принятые во внимание при экспертизе 1. Автсфское свидетельство СССР 482220, кл. В 21 В 37/00, 2О.04.73. 1976.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регулирования средней толщины стенки труб в редукционном стане | 1976 |
|
SU610582A1 |
| Способ регулирования толщины стенки труб при редуцировании | 1973 |
|
SU482220A1 |
| Способ регулирования средней толщины стенки труб в редукционном стане | 1973 |
|
SU506448A1 |
| Устройство для определения среднейТОлщиНы СТЕНКи ТРуб | 1979 |
|
SU831255A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СРЕДНЕЙ ТОЛЩИНЫ СТЕНКИ ТРУБЫ | 1993 |
|
RU2056959C1 |
| Способ управления частотой вращения наклонных валков кольцепрокатного стана | 1990 |
|
SU1734904A1 |
| Устройство управления скоростным режимом группы клетей непрерывного прокатного стана | 1986 |
|
SU1397111A1 |
| Способ регулирования толщины проката и устройство для его осуществления | 1989 |
|
SU1620168A1 |
| Устройство для регулирования натяжения проката | 1983 |
|
SU1094634A1 |
| Устройство для регулирования тол-щиНы пОлОСы HA ВыХОдЕ НЕпРЕРыВНОгОСТАНА | 1979 |
|
SU845912A1 |
