Изобретение предназначено для навивки спиралей, применяемых в приборах СВЧ, в частности ЛБВ. Навиваемая спираль имеет обычно два участка с переменным шагом навивки, между которыми располагается участок с постоянным шагом.
Известны станки для навивки спиралей, в которых навивка участков с переменным шагом производится с помош,ью кулачков. В этих станках длина участка навивки с постоянным шагом определяется расстоянием между путевыми упорами, действующими по линии перемещения каретки. При этом точность, с которой выдерживается заданная длина навивки, не может быть выше точности установки упоров. Кроме того, навивка участков спирали с переменным шагом на плоский керн (такие спирали применяются в ряд приборов СВЧ) может быть осуществлена с достаточной точностью только при согласоваНИИ углового положения шпинделя, вращающего керн, с моментом начала навивки переменного шага.
Такое согласование не может быть осуществлено при известном способе расположения упоров из-за недостаточной точности их установки.
Это достигается тем, что устройство управления муфтой выполнено в виде двух путевых упоров, перемещающихся вместе с кареткой и вращающихся относительно осп, парал.тельной направлению ее перемещения.
Такп.м образом, в процессе навивки упор совершает движение по винтовой .iiniini, развернутая длина которой значительно превышает длину хода кареткп. Благодаря этому повышается точность навивкп без повышения точности устаиовки упоров. Одновременно обеспечивается возможность точного согласования положения упоров и )иппнделя по углу поворота.
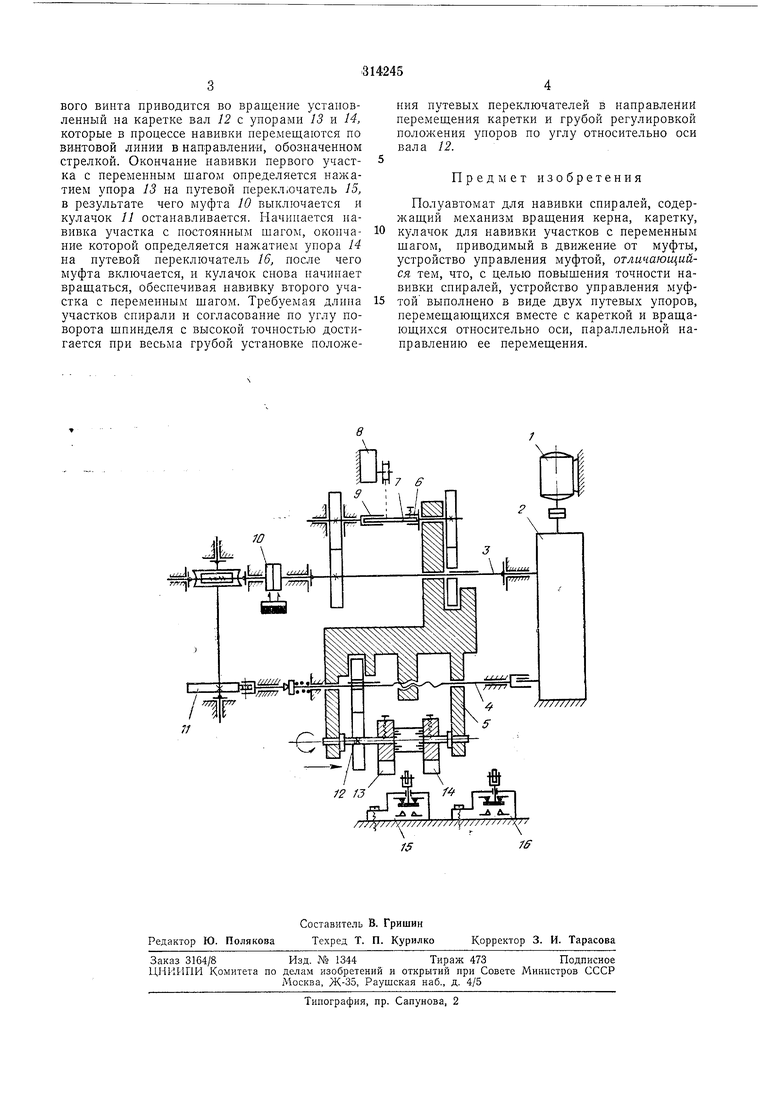
Схема описываемого полуавтомата показана на чертеже.
От электродвигателя / через редуктор 2 с гитарой насгройки на постоянный шаг приволТ.ятся во вращение вал Я г, ходовой винт 4. Последний перемещает каретку 5, несущую шпиндель 6 с закрепленным в нем керном 7, на который навивается сппраль с помощью устройства 8 для натяжения навиваемой проволоки. При перемещении каретки керн, вращаясь, выдвигается из гнезда 9 шпинделя 6.
От вала 3 через электро.магнитную муфту 10 приводится также во вращение вал с кулачколг 11 для навивки участков с переменным шагом. Вращаясь, кулачок перемещает ходовой винт, а вместе с ним и каретку, сообщая ей дополнительную скорость. От ходоBoro винта приводится во вращение устаиовленный на каретке вал 12 с упорами 13 и 14, которые в процессе навивки перемещаются по винтовой линии в направлении, обозначенном стрелкой. Окончание навивки первого участка с переменным шагом определяется нажатием упора 13 на путевой переключатель 15, в результате чего муфта 10 выключается и кулачок 11 останавливается. Начинается навивка участка с постоянным шагом, окончание которой определяется нажатием упора 14 на путевой переключатель 16, после чего муфта включается, и кулачок снова начинает вращаться, обеспечивая навивку второго участка с переменным шагом. Требуемая длнпа участков спирали и согласование по углу поворота шпинделя с высокой точностью достигается при весьма грубой установке положения путевых переключателей в направлений перемещения каретки и грубой регулировкой положения упоров по углу относительно оси вала 12.
Предмет изобретения
Полуавтомат для навивки спиралей, содержащий механизм вращения керна, каретку, кулачок для навивки участков с переменным шагом, приводимый в движение от муфты, устройство управления муфтой, отличающийся тем, что, с целью повышения точности навивкп спиралей, устройство управления муфтой выполнено в виде двух путевых упоров, перемещающихся вместе с кареткой и вращающихся относительно оси, параллельной направлению ее перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки прецизионных спиралей | 1989 |
|
SU1834737A3 |
| Устройство для навивки спиралей | 1977 |
|
SU622534A1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ С ПЕРЕМЕННЫМШАГОМ | 1970 |
|
SU270676A1 |
| ПОЛУАВТОМАТ НАВИВКИ СПИРАЛЕЙ | 1973 |
|
SU391640A1 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| Устройство для навивки спиралей из стеклянных капилляров | 1972 |
|
SU440349A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ СПИРАЛЕЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ КЕРНА, ПРИСПОСОБЛЕНИЕ ДЛЯ СНЯТИЯ ВИНТОВОЙ СПИРАЛИ С КЕРНА | 2010 |
|
RU2443490C1 |
| Способ изготовления цилиндрических спиральных пружин и устройство для его осуществления | 1985 |
|
SU1284645A1 |
| Устройство для изготовления спиральных тел накала с тире для электрических ламп | 1990 |
|
SU1725292A1 |
