Изобретение относится к обработке мегаппов и может быть использовано при из- готовпении навивкой спиральных изделий типа шнеков во многих отраслях машиностроения,
Известно устройство для навивки спиралей шнеков с переменным шагом; в котором оправка для навивания спиралей шнеков выполнена вращающейся синхронно с установленным параллельно ей копиром в
виде шнека с направлением витков, обратным направлению вращения навиваемого шнека, воздействующим на силовые ролики, установленные на каретке между опрань кой и копиром flj . .
Однако это устройство не позволяет навивать шнеки с наименьшими шагами (например, 35 - 45 мм), так как невозможно обеспечить необходимую прочность силовым роликам, перемещающим каретку.
Известно устройство для навивки спиралей шнеков переменного шага, содержащее п(эивод, вращающуюся Оправку, суппорт с поддерживающими роликами, могущий перемещаться вдоль оправки и связанный с ме-ханизмом подач, состояшим из ходового винта, редуктора и вариатора, имеющего вап регулирооания.
Изменение шага навиваемой спирали шнека производится в процессе навивки посредством изменения частоты ращения выходного вала вариатора, осуществляемого цепной передачей, соединяющей звездочку, связанную с решающейся оправкой, и звезцочку, установленную на валу регулирования вариатора.
При этом изготавливаются спирали топько с постепенно увеличивающимся шагом.
Целью изобретения является обеспечение возможности изменения шага спирали в любых пределах в процессе навивки.
Поставленная цель достигается тем, что устройство снабжено программным механизмом, кинематически связанным с вращак щейся оправкой и валом регулирования вариатора.
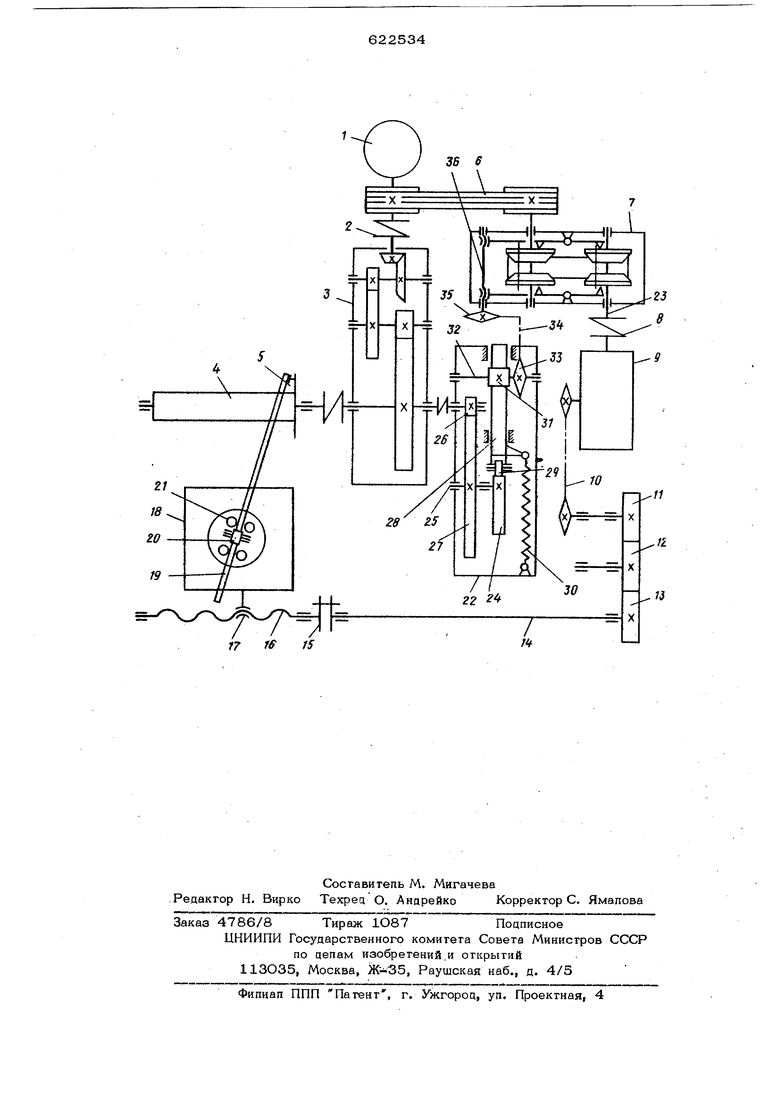
Программный механизм выполнен в виде смепЕюго дискового кулачка, зубчатой передачи, связывающей кулачок с вращающейся оправкой, и зубчато-реечной переда362чи, связывающей посредством цепной пере дачи кулачок с валом регулирования вариа тора. На чертеже изображена кинематическая схема устройстве дпа на&ивки спиралей. Устройство дпа навивки спиралей содер жит электродвигатель 1, муфту 2, редуктор 3, оправку 4 со специальным зажимом 5. В механизме подач суппорта установле на клиноременная передача 6. Вариатор 7 соединен через муфту 8 с червячным редуктором 9, который связан цепной передачей 1О со сменными щестернями 11 - 13. Ban 14 муфтой 15 соединен с ходовым винтом 16. С помощью маточной гайки 17 ходовой винт соецннен с суппортом 18, на котором закреплены поц держивающие заготовку 19 ролики 2О и 21. Для изменения шага навиваемой спирали в тфоцессе навивки установлен програм мный механизм 22, предназначенный для изменения частоты вращения на выходном валу 23 вариатора. Программный механизм состоит из сменного дискового кулачка 24 задающего изменение шага навиваемой спирали, вал 25 которого шестернями 26 и 27 связан с вращакицейся оправкой 4. -Кулачок 24 сообщает, перемещение зубчатой рейке 28 с роликом 29, поджимакьщейся пружиной ЗО к кулачку 24. Зубчатая рейка 28 вхоцит в зацепление с реечной шестерней 31, на валу 32 которой установлена звездочка 33, связанная цепью 34 со звездочкой 35, установленной на валу 36, регулирующем частоту вращения выхоцного вала 23 вариатсра. Устройство для навивки спиралей работает следующим образом. При вращении электродвигателя 1 заготовка 19, под,Дврживаемая роликами. 2О и 21 и закрепленная зажимом 5, навивается на оправку 4. Подача суппорта 18 осуществляется от электроцвигателя 1 через клиноременную передачу 6, вариатор 7, муфту 8, /червячный редуктор 9, цепную передачу 10, сменные шестерни 11 - 13, вал 14, муфту 15, ходовой винт 16, маточную гайку 17 и суппорт 18. Изменение щага навиваемой спирали в процессе навивки осуществляется вариа- 50 7, частота вращения выходного ва4па 23 которого регулируется программным механизмом 22 следующим образом. Вращение от оправки 4 передается nporpaivtмному механизму. Шестерня 26, находящаяся в зацеплении с шестерней 27, вращает вал 25. Сменный дисковый купачок 24 задает изменение шага навиваемой спирапи и сообщает движение зубчатой рейке 28. Последняя вращает реечную щестерню 31, а звездочка 33 передает через цепь 34 вращение на вал 36, который производит регулирование частоты вращения выходного вала 23 вариатора 7. Использование предлагаемой установки позволяет изготовлять спирали с любым требуемым изменением шага в процессе навивки, т.е. обеспечивает более широкие технологические возможности. Формула изобретения 1.Устройство для навивки спиралей, соцержащее привод, вращающуюся оправку, суппорт с поддержнЬающими роликами, имеющий возможность перемещения вдоль оправки, связанный с механизмом подач, состоящим из ходового винта редуктора и вариатора, имеющего вал регулирования, отличающееся тем, что, с целью обеспечения возможности изменения шага спирали в любых пределах в процессе навивки, оно снабжено программным механизмом, кинематически связанным с вращающейся оправкой и валом регулирования вариатора. 2.Устройство по п. 1, о т л и ч а . щ в е с я тем, что программный механизм выполнен в виде сменного дискового кулачка, зубчатой передачи, связывающей кулачок с щэащающейся оправкой, и зубчатореечной передачи, связывающей посредством цепной передачи кулачок с валом регулирования вариатора. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 32507О, кл. В 21 С 47/00, 1971. 2. Установка для навивки . Чертеж Киевского Всесоюзного проектно-конструкторского технологического института NO 801.089.ОО,ОО, 1967. Г7 fff fS
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| Способ изготовления цилиндрических спиральных пружин и устройство для его осуществления | 1985 |
|
SU1284645A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1986 |
|
SU1378996A1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1985 |
|
SU1266624A1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| Установка для изготовления витых изделий их проволоки | 1972 |
|
SU440190A1 |
| Устройство для изготовления витых чувствительных элементов | 1983 |
|
SU1125084A1 |
| Устройство для навивки пружин | 1982 |
|
SU1087237A1 |
| Станок-автомат для изготовления плетеной металлической сетки | 1957 |
|
SU118800A1 |