Изобретение относится к штампам для клеймения деталей.
Известен штамп для клеймения деталей, содержащий связанный с верхней плитой клеймодержательс набором клейм и расположенную на нижней плите подпружиненную матрицу.
Однако при помощи известного штампа нельзя клеймить пустотелые цилиндрические детали.
Предложенный штамп не имеет этого недостатка благодаря тому, что матрица выполнена разъемной из двух частей, соединенных пружиной. Иа нижней плите расположены регулировочные винты для фиксирования частей матрицы в разведенном положении.
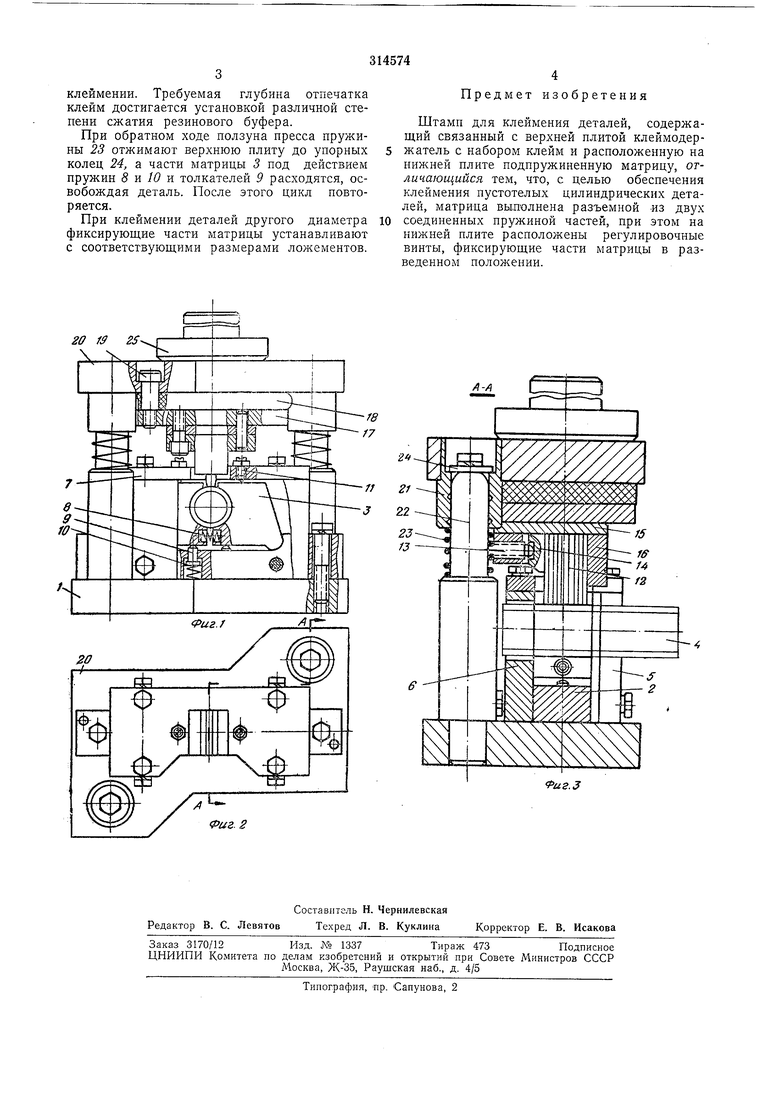
Иа фиг. 1 изображен предлагаемый штамп, общий вид; на фиг. 2 - то же, вид в плане со снятой верхней частью; на фиг. 3 - разрез по Л-А на фиг. 2.
На нижней плите / штампа закреплена рабочая плита 2 с пазом для размещения двух частей матрицы 3, имеющих ложементы в виде полуколец по наружному диаметру детали 4, подлежащей клеймению. Части матрицы 3 свободно базируются в штампе. Они направляются между боковыми стенками 5 и 6 и крышкой 7 П1тампа. Иа матрицы оказывают
воздействие пруячина 8, толкатель 9 с пружинами 10 и отжимающиеся регулируемые винты 11, даюшие возможность свободно устанавливать деталь, подлежащую клеймению. Клейма 12 при помощи винта 13 сухаря 14 и подкладной плитки 15 закреплены в клеймодержателе 16. Клеймодержатель расположен на плите 17, которая при помощи резинового буфера 18 и винтов 19 закреплена на верхней плите 20 штампа.
Верхняя плита имеет направляющие втулки 21, которые перемещаются по колонкам 22, установленным на плите. В свободном состоянии плита 20 пружинами 23 отжимается в крайнее верхнее положение до упорных колец 24, закрепленных на колонках 22. Верхняя плита получает движение от ползуна пресса через хвостовик 25.
Штамп работает следующим образом.
Деталь 4, подлежащая клеймению, вставляется в отверстие, выполненное в частях матрицы 3. При рабочем ходе верхняя плита 2G штампа движется вниз по направляюшим колонкам 22. Набор клейм 12, касаясь детали 4, через нее действует на части матрицы, которые, поворачиваясь в пазу рабочей плиты 2, обл имают деталь по нарул ному диаметру, предотвращая ее деформацию при
клеймении. Требуемая глубина отпечатка клейм достигается установкой различной степени сжатия резинового буфера.
При обратном ходе ползуна пресса пружины 23 отжимают верхнюю плиту до упорных колец 24, а части матрицы 5 под действием пружин S и /( и толкателей 9 расходятся, освобождая деталь. После этого цикл повторяется.
При клеймении деталей другого диаметра фиксирующие части матрицы устанавливают с соответствующими размерами ложементов.
Предмет изобретения
Штамп для клеймения деталей, содержащий связанный с верхней плитой клеймодержатель с набором клейм и расположенную на нижней плите подпружиненную матрицу, отличающийся тем, что, с целью обеспечения клеймения пустотелых цилиндрических деталей, матрица выполнена разъемной из двух соединенных пружиной частей, при этом на нижней плите расположены регулировочные винты, фиксирующие части матрицы в разведенном положении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клеймения | 1978 |
|
SU753516A1 |
| КЛЕЙМОВОЧНАЯ ГОЛОВКА | 1973 |
|
SU369955A1 |
| УСТРОЙСТВО для УДАРНОГО -КЛЕЙМЕНИЯ ТРУБ | 1970 |
|
SU258887A1 |
| Устройство для маркировки | 1978 |
|
SU725738A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| Устройство для клеймения | 1990 |
|
SU1813024A3 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ДЕТАЛЕЙ | 1998 |
|
RU2144855C1 |
| УСТРОЙСТВО К ПРЕСС-НОЖНИЦАМ ДЛЯ КЛЕЙМЕНИЯ ЗАГОТОВОК | 1972 |
|
SU343737A1 |
| Штамп для объемного формообразования деталей | 1982 |
|
SU1140877A1 |
| Устройство для клеймения | 1981 |
|
SU1003959A1 |
