(5t) СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ С ЭЛЕМЕНТАМИ ДВОЙНОЙ ТОЛ1ДИНЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства гнутыхпРОфилЕй | 1979 |
|
SU829256A1 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| Способ изготовления гнутых профилей проката с элементами двойной толщины у кромок | 1978 |
|
SU749489A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУЗАМКНУТЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2025163C1 |
| Способ изготовления гнутых профилей | 1990 |
|
SU1726087A1 |
| Способ изготовления полузамкнутых профилей | 1990 |
|
SU1750777A1 |
| СПОСОБ ПРОИЗВОДСТВА C-ОБРАЗНОГО ГНУТОГО ПРОФИЛЯ | 1997 |
|
RU2118213C1 |
| Способ изготовления гнутых профилей с элементами двойной толщины на кромках | 1987 |
|
SU1488060A1 |
| Способ изготовления элементов двойной толщины у кромок гнутых профилей | 1984 |
|
SU1159682A1 |
| Способ изготовления гнутых профилей | 1989 |
|
SU1710166A1 |
1
Изобретение относится к обработке металлов давлением, в частности к изготовлению гнутых профилей проката с элементами двойной толщины и примыкающими к ним отбортовками в валках профилёгибочного стана.
Известен способ изготовления профилей с элементами двойной толщины, при котором на первых переходах производят искривление заготовки до получения полукруглого сечения, а на последних переходах - осадку профиля 1.
Недостатком способа является разноши ренность профиля и элементов двойной толщины по длине профиля.
Целью изобретения является улучшение качества при формовке профилей с отбортовками за счет стабильности ширины элементов двойной толщины по длине профиля и предотвращение пружинения металла на этих участках.
.Для этого по способу изготовления профилей с элементами двойной толщины по Переходам, при котором на первых переходах подгибают участки заготовки, соответствующие элементам двойной толщины, и осаживают их-до плотного соприкосновения стенок на последующих переходах, одновременно при подгибке участков, соответствующих элементам двойной толщины, подгибают по отношению к ним отбортовки,
,Q подгибку упомянутых участков производят на угол более 90°, а осадку ведут с одновременным приложением усилий в местах сопряжения отбортовок с элементами двойной толщины.
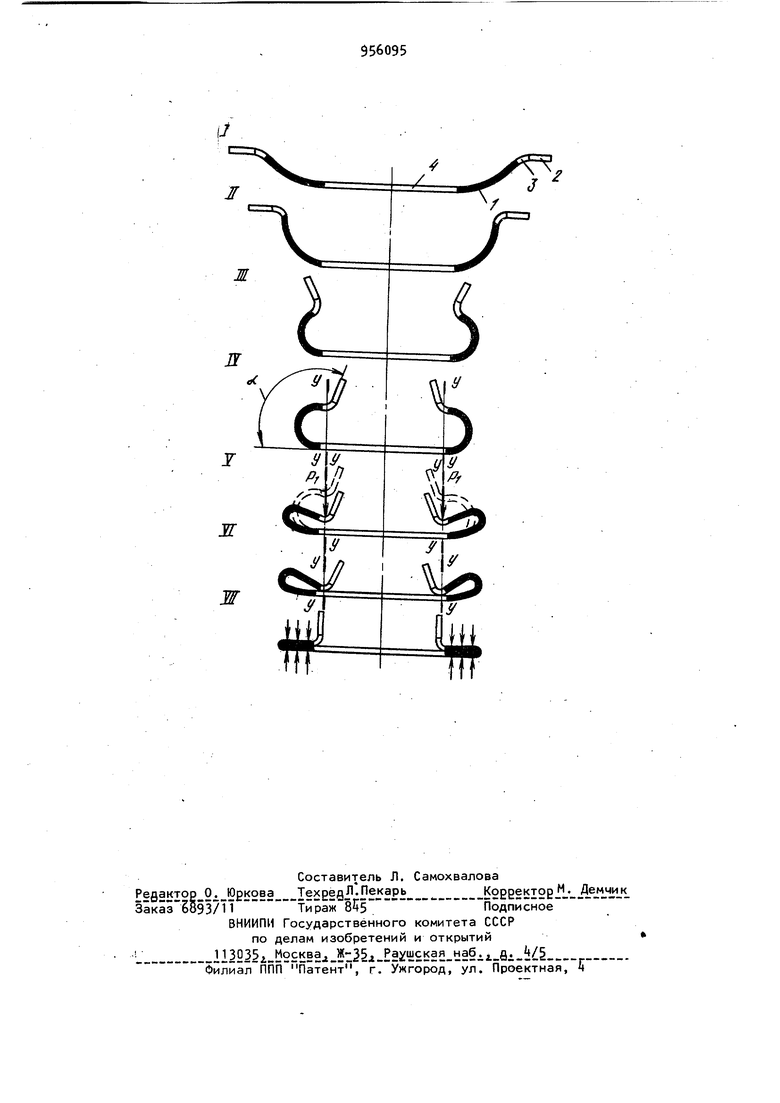
,5 На чертеже Приведена схема технологических переходов формообразования профиля с элементами двойной толщины и примыкающими к ним отбортовками .
20 Так, например, в соответствии с предложенным способом изготовление швеллерного профиля с элементами двойной толщины 80 X АО X 1,5 мм производят в валках профиле гибочного стана 1-3x50- 00 мм do скоростью формовки до 30 м/мин при жестком режиме под гибки ( углы подгибки за проход до 6Q°), При этом первоначально е HV11 переходах осуществляют формообразование переходной формы профиля х28х77х1,5 мм. В переходах 1-(1 осуществляют формообразование переходной желобчатой формы профиля за счет искривления участков заготовки 1, соответствующих элементам двойной толщины, и одновременно осуществляют подгибку примыкающих к ним отбортовок 2. В последующих переходах lll-IV производят искривление и дальнейшую подгибку на угол d участков заготов ки 1 (переход 1V. Затем в V-V1 переХодах производят осадку профиля поср ством воздействия на него формующих усилий Р со стороны верхнего валка, фиксируя при этом перемещение мест сопряжения 3 отбортовок с элементами двойной толщины по прямой V-V в напра лении осадки до плотного их соприкосновения со стенкой t профиля. В Vll переходе осуществляют осадку искривленных в дугу элементов двойной толщины до плотного соприкосновения со стенкой профиля по всей его ширине. Профили, изготовленные по предлагаемому способу, характеризуются постоянством ширины элементов двойной толщины, стабильностью геометрических размеров поперечного сечения по всей их длине хорошим качеством поверхности без царапин и задиров, отсутствием смятия кромок, отбортовок и волнистос ти вдоль подгибаемых элементов. В сра нении со способом изготовления гнутых профилей проката с элементами двойной толщины, принятым в качестве базового (прототип;, предлагаемый спо соб позволяет улучшит качество профилей за счет обеспечения стабильности ширины элементов двойной толщины по всей длине профиля (разноширинность элементов двойной толщины не превышает 0,5 мм против 1, мм в Сравнении с прототипом), предупреждения пружинения металла формуемых элементов на этих участках, смятия кро95мок отбортовок, волнистости вдоль подгибаемых элементов. Применение предложенного способа по сравнению с известным способом позволяет снизить энергетические затраты на формообразование переходной формы швеллерного профиля до формы готового профиля, уменьшить количество технологических переходов на 1015. Применение предлагаемого способа позволяет организовать изготовление швеллерного профиля требуемого качества на стане 1-3x20-300 мм Антрацитовского завода сборных теплиц. Экономический эффект будет получен за счет снижения на 25% металлоемкости нового сортамента гнутых профилей по сравнению с ранее при-, менявшимися сортаментом более толстостенных профилей одинарной толщины. Формула изобретения Способ изготовления профилей с элементами двойной толщины по переходам, при котором на первых переходах подгибают участки заготовки, соответствующие элементам двойной толщины, и осаживают их до плотного соприкосновения стенок на последующих переходах, отличающийся тем, что, с целью улучшения качества при формовке профилей с отбортовками за счет стабильности ширины элементов двойной толщины по длине профиля и предотвращения пружинения металла на этих участках, одновременно при подгибке участков, соответствующих элементам двойной толщины, подгибают по отношению к ним отбортовки, подгибку упомянутых участков производят на угол более 90°, а осадку ведут с одновременным приложением усилий в местах сопряжения отбортовок с элементами двойной толщины. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № , кл. В 21 О 5/08, 08,09.69 (прототип).
