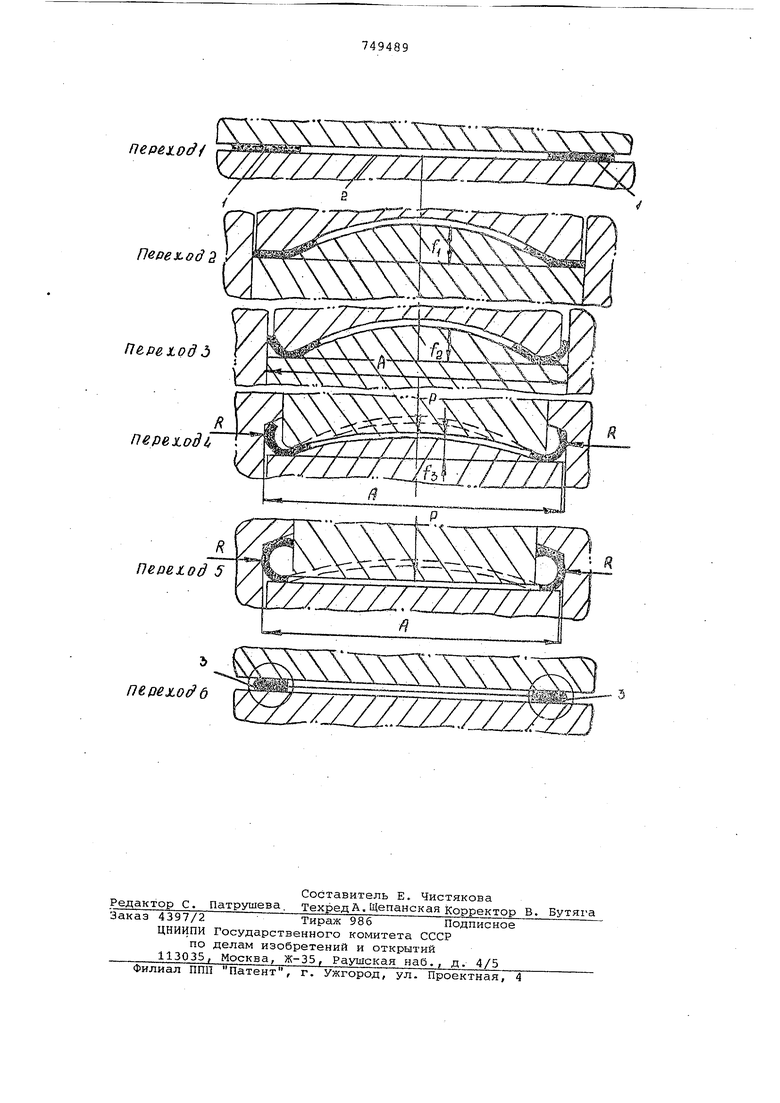
тельно формообразуют профиль с временным искривлением центрального и крайних элементов с последующим их выпрямлением в валках стана, при это на первых переходах формообразование заготовки ведут до получения полукру лого сечения. Сущность известного способа заключается в том, что на первых переходах полосовой заготовке придают полукруглую форму путем изгиба по радиусу на рабочих валках. Кривизну деформируемой заготовки последовательно увеличивают за счет уменьшения радиуса на рабочих валках. Когда заготовка в поперечном сечении приобретает полукруглую фор му, дальнейшее профилирование ведут методом свободной гибки, по fcoTopoму полукруглое сечение заготовки ис кривляют до получения расчетной желобчатой формы. Полученное переходное желобчатое сечение дальше подвергают последовательной осадке меж ду валками до плотного прилегания осаживаемых участков и образования элементов двойной толщины . К основным недостаткам этого спо соба можно отнести повышенный перепад скоростей в калибре валков изза сравнительно увеличенной высоты формовки, что приводит к проскальзыванию заготовки в валках и нарушению целостности поверхностных сло ев одгибаемых элементов (задирам, царапинам и другим дефектам),смятие кромок профиля под действием элементов валков при осадке переходной желобчатой формы заготовки. Поэтому в ряде случаев, особенно при изготовлении тонкостенных профилей со сравнительно не широкими элементами двойной толщины у кромок (при в 5-б5о) и большой ширине исходной заготовки, такой способ не обеспечи вает получение профилей требуемого качества (наблюдается волнистость вдоль кромок,, смятие кромок, нестабильность ширины элемента двойной толщины). Цель изобретения - улучшение качества профилей за счет предупрежде ния смятия кромок. С этой целью выпрямление централ ной части ведут с одновременным огр ничением ширины профиля и приложени ем к крайним участкам со стороны центральной части тангенциальных си изгибающих эти. участки до полукруглой формы. На чертеже приведена схема техно логических переходов формообразования профиля с элементами двойной то щины у кромок. При изготовлении гнутых профилей проката с элементами двойной толщины у кромок целесообразно предварительно формообраэовьгаать элементы п филя с временным искривлением центрального участка заготовки в валках стана. При формообразовании крайних участков предварительно искривленный центральный участок выпрямляют, ограничивая при этом свободное уширение профиля, с одновременным перемещением излишка металла в крайние участки и их искривлением до полукруглой формы с последующей осадкой крайних участков до плотного соприкосновения и образование элементов двойной толщины. Изготовление специального профиля из металлопласта с элементами двойной толщины у кромок 68x18x18x6x1,3мм производят в валках профилегибочного О,5-2,5x30-300. мм,со скоростью формовки до 22 м/мин при жестком режиме подгибки (углы подгибки за проход до 120) , Первоначально на первых переходах (переход 2) производят искривление центрального участка заготовки 2 с прогибом f , который выбирается из расчета создания излишка металла по ширине профиля на подгибаемые элементы,, затем (переход 3) осуществляют формообразование крайних подгибаемых элементов 1 и дальнейшее искривление центрального участка 2 с прогибом f из расчета f« f, После чего (переход 4-5) искривленный центральный участок путем действия формую щих усилий Р со стороны рабочих элементов валков выпрямляют (f, f/j.) ограничивая при этом свободное уширение профиля путем сохранения постоянства ширины А калибра валков в 3-5 переходах. При этом перемещается излишек металла в крайние участки с одновременным их искривлением до полукруглой формы под действием тангенциальных сил со стороны выпрямляемой стенки и сил реакции R со стороны валков, с последующей осадкой крайних участков (переход 6) до плотного соприкосновения и образования элементов двойной толщины 3. Профили изготовленные по предлагаемому способу характеризуются хорошим качеством поверхности подгибаемых элементов (без нарушений целостности поверхностных слоев подгибаемых элементов, отсутствием на них царапин, задиров и вмятин), стабильной шириной подгибаемых элементов по длине профиля равной 6 мм, отсутствием смятия кромок, стабильностью геометрических размеров, не выходящих за пределы допускаемых отклонений. Проведенные расчеты показаши, что предлагаемый способ обеспечивает снижение расхода металла на 3-5% за счет уменьшения минимально допустимой ширины подгибаемых элементов, уменьшение количества технологических переходов на 10-20% за счет применения более жесткого режима профилирования. Предлагаемый способ позволяет изготавливать профили со сравнительно небольшими элементами двойной толщины (при в 5-65. ) в отличие от известных способов, позволяющих изготавливать профили с минимально допустимой 111ириной подгибаемых элементов не менее (15-30 5).
Применение предложенного способа позволяет в сравнении со способом изготовления профилей с элементами дво,ной толщины улучшить качество профиля за счет предупреждения смятия кромок и поверхностных дефектов на профиле, уменьшения минимально допустимой ширины подгибаемых элементов, обеспечения стабильности ширины подгибаемых элементов по длине профиля в процессе их подгибки, уменшить количество технологических переходов.
Как показали расчеты, экономический эффект от использования предлагаемого изобретения из расчета увеличения несущей способности профилей на 10-15% и снижении расхода металла на 3-5% при производстве гнутых профилей проката с элементами двойной толщины для судостроения 60 тыс. руб. в год и может быть получен уже в 1982 году, а при максимальном объеме использования изобретения из расчета увеличения объемов производства суммарный экономический эффект составляет до 200 тыс. руб. в год.
Формула изобретения
Способ изготовления гнутых профилей проката с элементами двойной толщины у кромок, заключанхцийся в изгибе заготовки, выпрямлении ее центральной части и последующей осадке крайних участков, отличающийся тем что, с целью улучшения качества прюфилей за счет предупреждения смятия кромок, выпрямление центральной части ведут с одновременным ограничением ширины профиля и приложением к крайним участкам со стороны центральной части тангенциальных сил, изгибающих эти участки до полукруглой формы.
Источники информации, принятые во внимание при экспертизе
1.Сб. Теория и технология производства экономичных гнутых профилей проката. Труды УкрНИИМета, вып.ХУ, Харьков, 1970, с. 414-422.
2.Авторское свидетельство СССР № 314579, кл. В 21 D 5/08, 1969 (прототип).
nepejLOff/
2
Перевод д
перевод If :
Г)еое.лод 5
пере 01 6
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей проката с элементами двойной толщины у кромок | 1977 |
|
SU650691A1 |
| Способ изготовления профилей с элементами двойной толщины | 1980 |
|
SU956095A1 |
| Способ изготовления гнутых профилей проката с элементами двойной толщины у кромок | 1980 |
|
SU893308A1 |
| Способ производства гнутыхпРОфилЕй | 1979 |
|
SU829256A1 |
| Способ изготовления гнутых профилей проката с элементами двойной толщины у кромок | 1977 |
|
SU659231A1 |
| Способ изготовления гнутых профилей | 1990 |
|
SU1726087A1 |
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1986 |
|
SU1389903A1 |
| Способ изготовления гнутых коробчатыхпРОфилЕй | 1976 |
|
SU603181A1 |
| СПОСОБ М.Е.ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ПОЛКАМИ И ПЕРЕМЕННОЙ ПО РАЗВЕРТКЕ СЕЧЕНИЯ ТОЛЩИНОЙ | 1991 |
|
RU2019334C1 |
| Способ изготовления полузамкнутых профилей | 1990 |
|
SU1750777A1 |