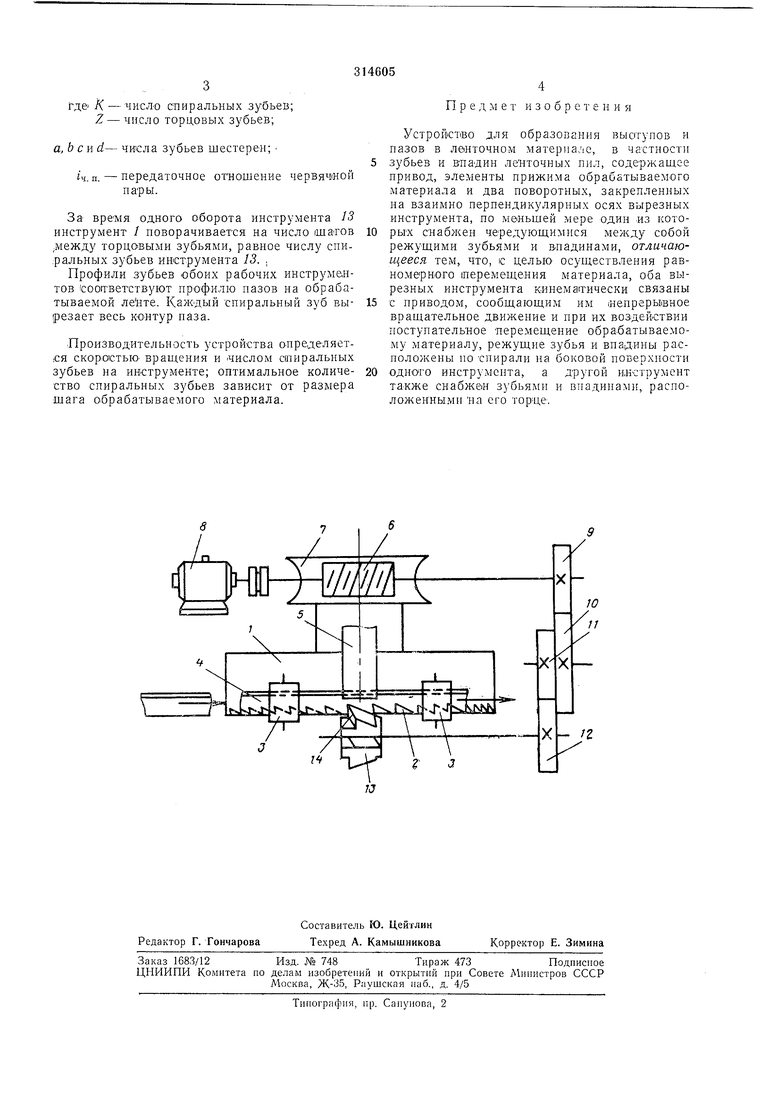
Изобретение относится к устройствам для образования выотунов и тазов в ленточном материале, « частности к устройствам для получения зубьев и внадин полотен пил. Известны устройства для образования вы- 5 ступов и пазов в ленточном материале, и, в частности, зубьев и впадин пильчатых лент, содержащие привод, элементы, прижимающие обрабатываемый ленточный материал, и два вырезных инструмента, закрепленных иа вза- 10 имно пepнeндикyляipныx осях. Вырезные .инструменты установлены с возможностью inoBopoта и один из 1НИХ чередующимися между собой зубьямн и впадинами. В известном устройстве перемещение обра- 15 батываемого материала осуществляется периодически с ПОМОЩЬЮ винтового выступа, взаимодействующего с пазами, предварительно образованными на периферии ленты. Один из инструментов устройства непрерывно вра- 20 щается, а другой установлен с возможноегью поворота по мере его затупления. Онисываемое устройство позволяет осуществлять непрерывное перемещение обрабатываемого материала.25 Это достигается тем, что оба .инструмента, осуществляющие при взаимодействии вырезку пазов, кинематически связаны с приводом, совершают непрерьганое вращательное движение и со.общают поступательное переадещ.е- 30 .ние обрабатываемому материалу. Зубья и 1В.падинЫ выполнены на обоих инструментах, (на одном из них зубъя и впадины ра сположены по спирали на бобковой поверхности, а на другОМ - на его торце. На чертеже схематически изображено описываемое устройство. Устройство содержит вырезной пнструмент / с зубьями 2 .па торце, нажимные ролики 3, которые прижпмают обрабатывающий ленточный материал 4 к рабочей поверхности инструмента. Направле.ние ленточного материала осуществляется направляющей планкой 5. Вырезной инструмент связан через червяк 6 и червячное колесо 7 с двигателе 8 и соверщает под действием привода непрерывное вращательное движение. Через систему щестерен 9-12 непрерывное вращательное движение получает также вырезной инструмент А, выполненный с требуемым количеством спиральных зубьев 14 на боковой поверхности, например с четырьмя зубьями. Кинематическая цапь устройства -выбрана таким образом, чтобы выдерж)шалось соотношение;
где К - чисЛО спиральных зубьев; Z - число торцовых зубьев;
а,Ь ск d- числа зубьев шестерен;
1ч. п. - передаточное отношение червячиой нары.
За время одного оборота инструмента 13 инструмент / новорачиваегся на число шагов ,между торцовыми зубьями, равное числу спи.ральных зубьев инструмента 13. .
Профили зубьев обоих рабочих инструментов Соо1тветствуют нрофилю пазов на обрабатываемой ленте. Каждый спиральный зуб вырезает весь контур паза.
Производительность устройства о нределяет|СЯ скоростью вращения и числом стиральных зубьев на инструменте; оптимальное количество спиральных зубьев зависит от размера шага обрабатываемого материала.
Пред м е т изобретения
Устройство для образования высггупов и пазов в ланточном материале, в частности
зубьев и Впадин ленточных пил, содержащее привод, элементы прижима обрабатываемого материала и два поворотных, закрепленных на взаимно перпендикулярных осях вырезных инструмента, по меньщей .мере один из которыХ снабжен чередующимися между собой режущими зубья.ми и в-падинами, отличающееся тем, что, с целью осуществления равно.мерного перемещения материала, оба вырезных инструмента кинематически связаны
с приводом, сообщающим им .непрерывное вращательное движение и при их воздействии поступательное пере.мещение обрабатываемому материалу, режущие зубья и впадины расположены по спирали на боковой поверхности
одного инструмента, а другой инструмент также снабжен зубьями и впадинами, расположенными на его торЦе.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЗАТОЧКИ РЕЖУЩИХ ИНСТРУМЕНТОВ | 1973 |
|
SU386749A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ФРЕЗЕРОВАНИЯ ЗУБЦОВ ЛЕНТОЧНЫХ ПИЛ | 1970 |
|
SU288514A1 |
| Устройство для образования пазов на периферии ленточного материала | 1980 |
|
SU880642A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ ПОЛОТЕН ПИЛ | 1992 |
|
RU2041033C1 |
| Способ изготовления рабочих кромок инструмента | 1989 |
|
SU1680469A1 |
| ПРОРЕЗНАЯ ИЛИ ОТРЕЗНАЯ ДИСКОВАЯ ФРЕЗА | 1993 |
|
RU2041029C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ | 2005 |
|
RU2305025C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2396163C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ИМЕЮЩЕЙ КАНАВКУ РЕЖУЩЕЙ КРОМКОЙ | 2003 |
|
RU2319607C2 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ МАТЕРИАЛА С ТОНКИМ ПРОПИЛОМ | 2012 |
|
RU2574546C2 |
