(54) УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ПАЗОВ НА ПЕРИФЕРИИ ЛЕНТОЧНОГО МАТЕРИАЛА

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для обжима заклепок | 1980 |
|
SU867517A1 |
| Шлифовально-доводочный станок | 1976 |
|
SU727404A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ НОЖОВОЧНЫХ ПОЛОТЕН | 1927 |
|
SU18593A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЬЕВ НОЖОВОЧНЫХ ПОЛОТЕН | 2004 |
|
RU2271902C2 |
| Навивочное устройство автомата для изготовления спиральных пружин | 1977 |
|
SU657894A1 |
| Автоматический штамповочный станок для изготовления ножовочных полотен из ленты | 1948 |
|
SU84545A1 |
| Штамповочное устройство для вырубки и разводки зубьев ленточных пил | 1987 |
|
SU1459828A1 |
| УСТРОЙСТВО для ОБРАЗОВАНИЯ ВЫСТУПОВ И ПАЗОВ В ЛЕНТОЧНОМ МАТЕРИАЛЕ | 1971 |
|
SU314605A1 |
| Станок для заточки ножовочных полотен | 1984 |
|
SU1187963A1 |
| Линия для изготовления ножовочных полотен из ленточного материала | 1987 |
|
SU1466844A1 |

1
Изобретение относится к обработке металлов давлением и может быть ис- .пользовано при изготовлении зубвев лен-. . точных пил с использованием вращающихся инструментов.
Известно устройство для образования пазов на периферии ленточного материала, на котором производят вырубку зу- бьев ножовочных полотен. Устройство содержит неподвижную матрицу и пуан- . сон в виде зуба, установленного на барабане, вращающемся в плоскости, перпендикулярной зеркалу, матрицы l .
Недостатком такого устройства является то, что после обработки зубья полотен нужно разводить на другом станке. Следовательно, процесс обработки ножовочных полотен,, осуществляемый с пойОЩью таких устройств, имеет невысокую производительность.
Известно также устройство для образования пазов.на периферии ленточного материала, содержащее с профильными пазами и пуансоны, радиально установленные на валу, поворот ном в плоскости, перепендикулярной зеркалу матрицы и кинематически, связанном с приводом 2 .
Однако на таком устройстве при вырубке пазов пуансон совершает рабочий ход только в одном направлении и на ножовочном полотне происходит утяжка материала и завал зубьев, в результате чего ножовочные полотна имеют и
10 завал зубьев.
11ель изобретения - повьпиение качества изделий.
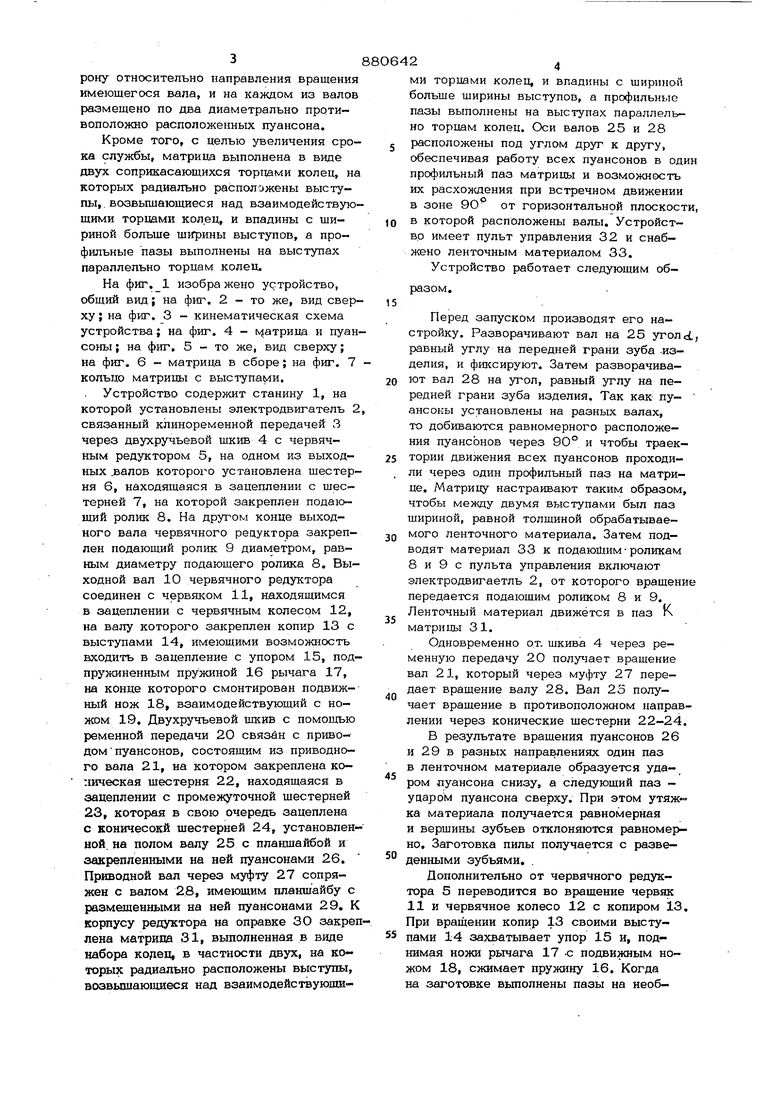
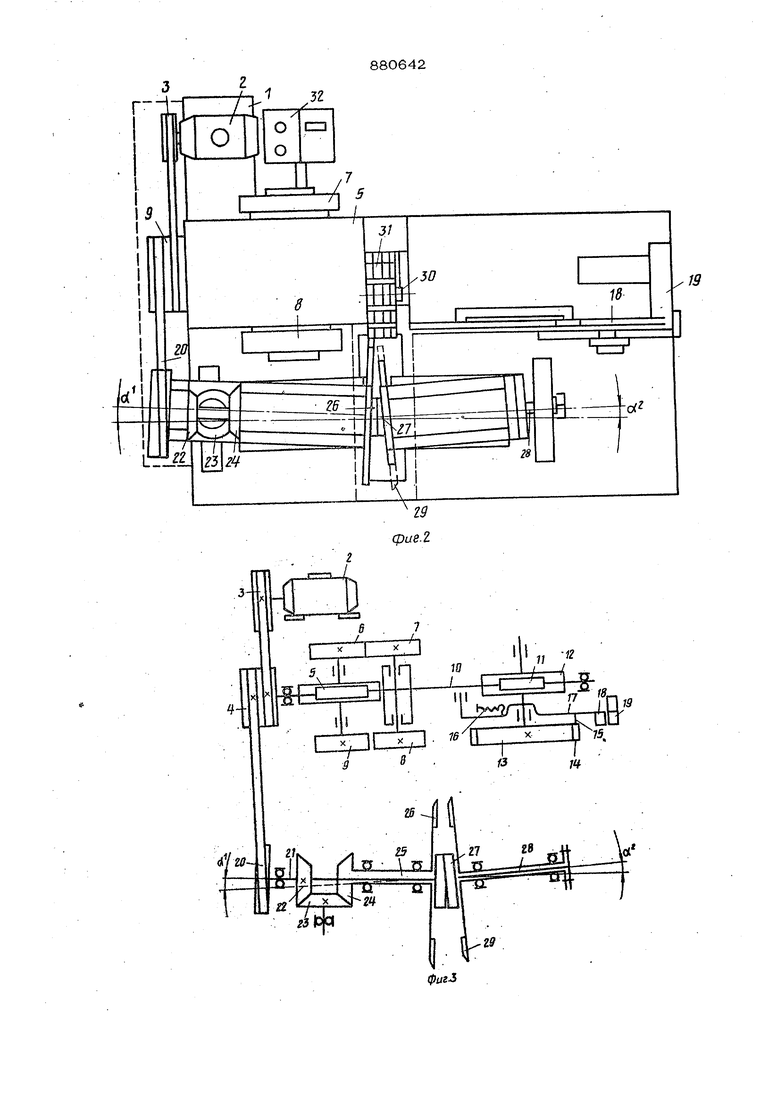
Цель достигается тем, что для по- вьпиения качества изделия устройство, содержащее матрицу с профильными пазами и пуансоны, радиально установленные на валу, поворотном в плоскости, перпендикулярной зеркалу матрицы и кинематически связанном с приводом, снаб20жено дополнительным валом, установленным под углом к имеющемуся и связанным кинематически с приводомс возможностью вращения в противоположную сто3рону относительно направления вращения имеющегося вала, и на каждом из валов размещено по два диаметрально противоположно расположенных пуансона. Кроме того, с целью увеличения сро ка службы, матрица выполнена в виде двух соприкасающихся тортими колец, н которых радиально расположены выступы,. возвышающиеся над взаимодействую щими торцами колец, и впадины с шириной больще ширины выступов, а профильные пазы выполнены на выступах параллельно торнам колец. На фиг.1 изображено устройство, общий вид; на фиг. 2 - то же, вид свер ху; на фиг. 3 - кинематическая схема устройства; на фиг. 4 - ь атрица и пуан соны ; на фиг, 5 - то же, вид сверху; на фиг. б - матрица в сборе; на фиг. 7 кольцо матрицы с выступами. Устройство содержит станину 1, на которой установлены электродвигатель 2 связанный клиноременной передачей 3 через двухручьевой шкив 4 с червячным редуктором 5, на одном из выходных .валов которого установлена шестер ня 6, находящаяся в зацеплении с шестерней 7, на которой закреплен подающий ролик 8. На другом конце выходного вала червячного рецуктора закреплен подающий ролик 9 диаметром, равным диаметру подающего ролика 8. Выходной вал 10 червячного редуктора соединен с червяком 11, находящимся в зацеплении с червячным колесом 12, на валу которого зшсреплен копир 13 с выступами 14, имеющими возможность входить в зацепление с упором 15, под пружиненным пружиной 16 рычага 17, на конце которого смонтирован подвижный нож 18, взаимодействующий с ножом 19, Двухручьевой ши:ив с помощью ременной передачи 20 связйн с приводом пуансонов, состоящим из приводного вала 21, на котором закреплена коническая шестерня 22, находящаяся в зацеплении с промежуточной шестерней 23, которая в свою очередь зацеплена с коничесокй шестерней 24, установлен ной, на полом валу 25 с планшайбой и закрепленными на ней пуансонами 26. Приводной вал через муфту 27 сопряжен с валом 2.8, имеющим плашиайбу с размещенными на ней пуансонами 29, К корпусу редуктора на оправке ЗО закре лена матриш 31, выполненная в виде набора Кореи, в частности двух, на которых радиально расположены выступы, возвышающиеся над взаимодействуюшн2МИ торцами колец, и впадины с шириной больше ширины выступов, а профильные пазы выполнены на выступах параллельно торцам колец. Оси валов 25 и 28 расположены под углом друг к другу, обеспечивая работу всех пуансонов в один профильный паз матрицы и возможность их расхождения при встречном движении в зоне 9О от горизонтальной плоскости, в которой расположены валы. Устройство имеет пульт управления 32 к снабясено ленточным материалом 33. Устройство работает следующим образом. Перед запуском производят его настройку. Разворачивают вал на 25 уголсА, равный углу на передней грани зуба .изделия, и фиксируют. Затем разворачивают вал 28 на угол, равный углу на передней грани зуба изделия. Так как пуансокы установлены на разных валах, то добиваются равномерного расположения пуансонов через 90° и чтобы траектории движения всех пуансонов проходили через один профильный паз на матрице. Матрицу настраивают таким образом, чтобы между двумя выступами был паз шириной, равной толщиной обрабатываемого ленточного материала. Затем подводят материал 33 к подаюШим роликам 8 и 9 с пульта управления включают электродвигаетль 2, от которого вращение передается подающим роликом 8 и 9. Ленточный материал движется в паз К матрицы 31. Одновременно от. шкива 4 через ременную передачу 20 получает вращение вал 21, который через муфту 27 передает вращение валу 28. Вал 25 получает вращение в противоположном направлении через конические щестерни 22-24. В результате вращения пуансонов 26 и 29 в разных направлениях один паз в ленточном материале образуется ударом пуансона снизу, а следующий паз - уцаром пуансона сверху. При этом утяжка материала получается равномерная и вершины зубьев отклоняются равномерно. Заготовка пилы получается с разведенными зубьями, . Дополнительно от червячного редуктора 5 переводится во вращение червяк 11 и червячное колесо 12 с копиром 13, При вращении копир 13 своими выступами 14 захватывает упор 15 и, поднимая ножи рычага 17 -с подвижным ножом 18, сжимает пружину 16, Когда на заготовке вьшолнены пазы на необ- ходимой длине, рычаг 17 срывается с выступа 14 и отрезает заготовку. Далее шпсл повторяется. Изношенные пуансоны перетачиваются или заменяются новыми, а матриш смещается вдоль сво ей оси на другой профильный .паз. Ког,да все профильные пазы использованы, матрица поворачивается вокруг своей оси на величину выступа. В случае необходимости выступы на кольцах матрицы шлифуются чем значительно увеличив етсц ее срок службы. Применение предложенного устройства позволяет повысить качество изготав ливаемых ленточных пил и оказьшает вл ние на качество изделий, обрабатьшаемы с помошью таких пил, повысить произво дительность и получить экономический эффект от эксплуатации одного станка 25 тыс, руб. в год. Формула изобретения 1, Устройство для образования пазов на периферии ленточного материала, содержашее матрицу с профильными пазами и пуансоны, радиально установленные на валу, поворотном в плоскости, перпен дикулярной зеркалу матрицы и кинематически связанном с приводом, о т л и 426 чающееся тем, что, с целью повышения качества изделия, за счет уст ранения утяжки материала ленты, устройство снабжено дополнительным валом установленным под углом к имеющемуся и связанным кинематически с приводом с возможностью вращения в противопо ложную сторону относительно направления вращения имеющегося вала, и на каж дом из валов размещено по два диаме-ррально противоположно расположенных пуансона. 2. Устройство по п. 1, о т л и ч а ю.щ е е с я тем, что, с целью увеличения срока службы, матрица выполнена в виде двух соприкасающихся торцами колец, на которых радиально расположены выступы, возвышающиеся над взаимодействующими торцами колец, и впадины с шириной больше ширины выступов, а профильные пазы выполнены на выступах параллельно торцам колец. Источники информашш, принятые во внимание при экспертизе 1.Азторское свидетельство СССР 3561 18,кп.В. 2вГ 1/20, В 21 28/36. 23 65/02, 19.О5.7О. 2.Авторское свидетельство СССР № 501840, кл. В 2ПГ 65/02, В 26 F 1/20, В 21D 28/36, 16.О4.73 (прототип). .
гТо, Хлзи 32
26
23
