Изобретение относится к области радиотехники.
Известны устройства для сборки рулонных конденсаторов, содержащие транспортирующий шаговый диск, узлы рассечки гильз и установки конденсаторной секции в гильзу, механизмы закатки гильз и нанесения припоя на выводы, съемник и приводной механизм.
Однако эти устройства не обеспечивают достаточно высокой точности сборки и обладают относительно низкой производительностью.
С целью повышения точности сборки и производительности работы в предложенном устройстве узел рассечки снабжен подпружиненными центрирующими матрицами и .пуансонами с вставными ножами, в узле установки конденсаторной секции в гильзу применена цанга, выполненная из набора упругих пластин, оправки механизма закатки гильз снабжены ребристыми конусами, а в механизме нанесения лрипоя на полых якорях электромагнитов укреплены эксцентриковые захваты для проволочного припоя.
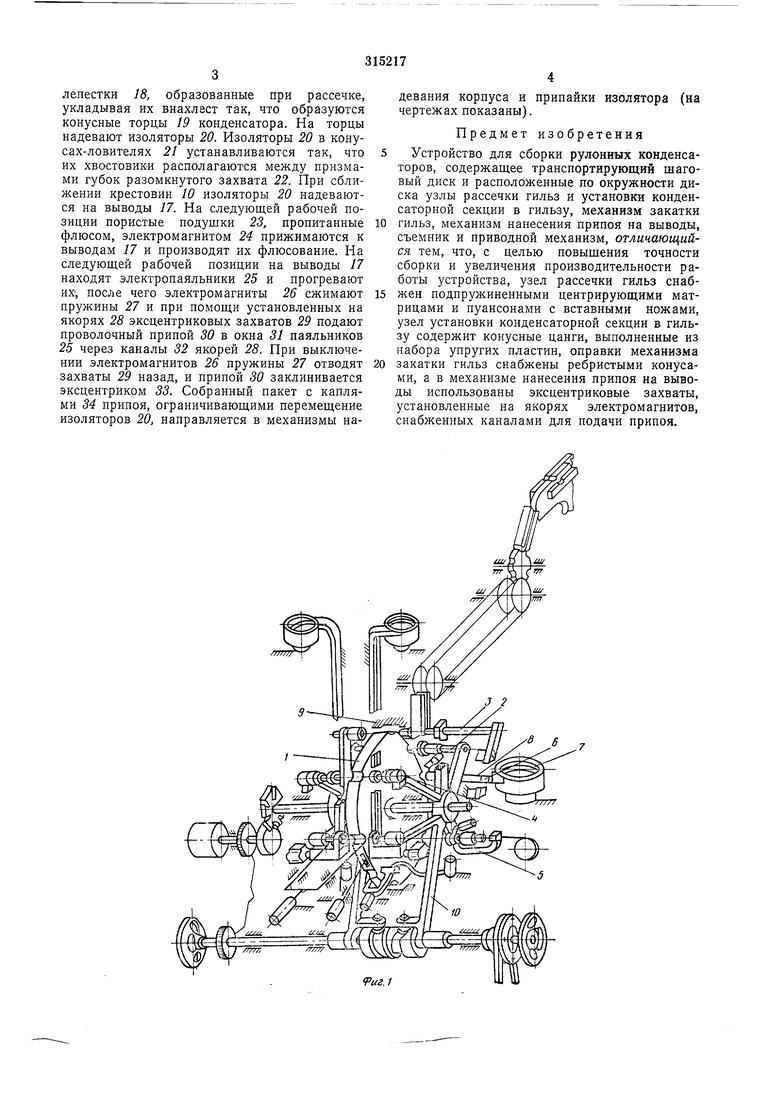
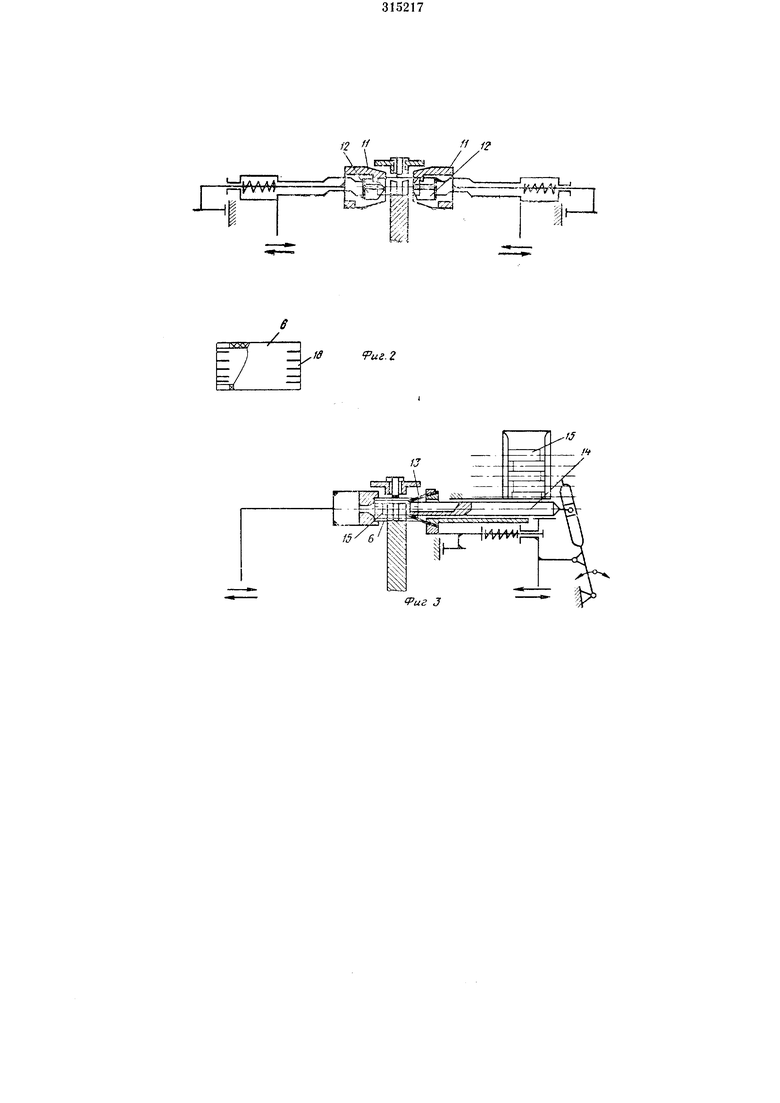
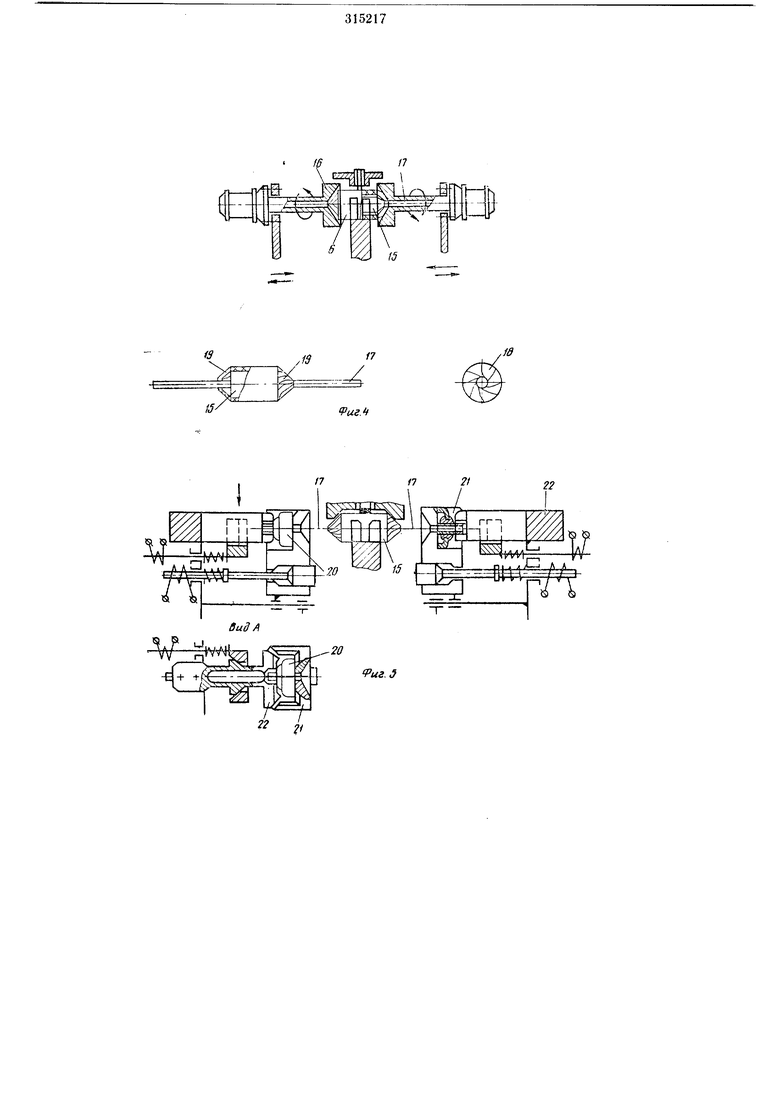
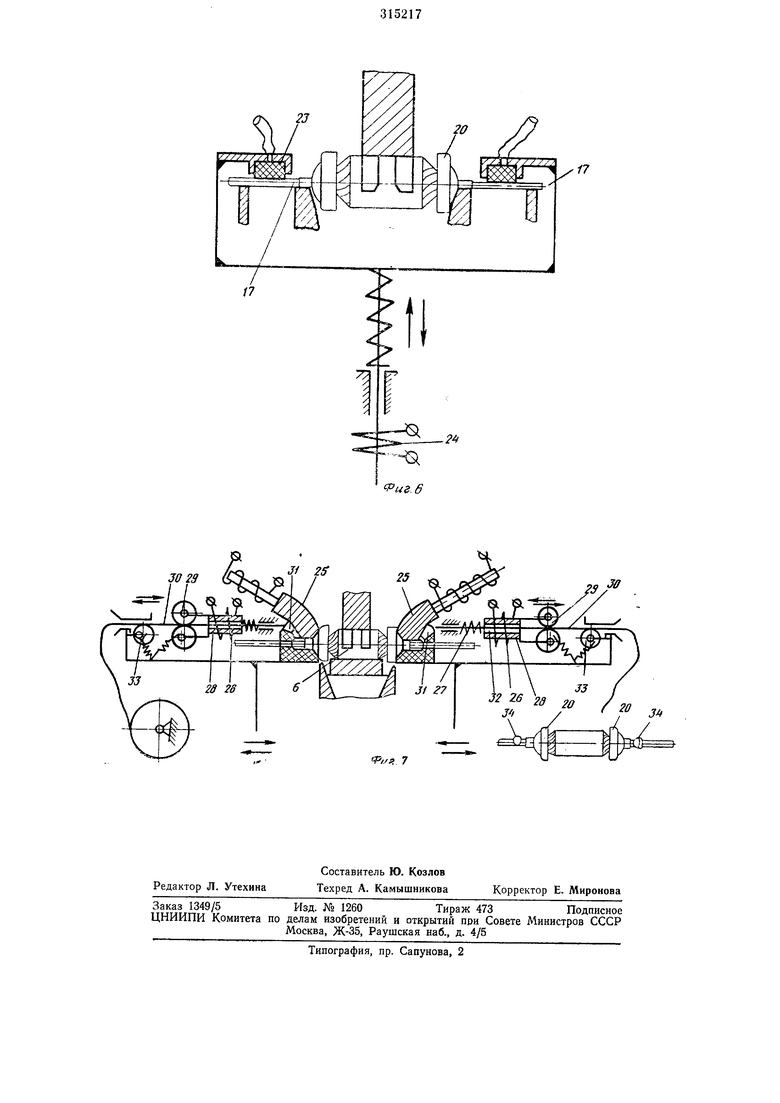
На фиг. 1 изобрал ено предложенное устройство, общий вид; на фиг. 2 - узел рассечки гильз; на фиг. 3 - узел установки конценсаторной секции в гильзу; на фиг. 4 - механизм закатки гильз; на фиг. 5 - механизм надевания изоляторов на торцы секции; на
фиг. б - механизм нанесения флюса; на фиг. 7 - механизм нанесения припоя на выводы. Вокруг транспортного диска 1 установлены
узел 2 рассечки гильз, узел 3 установки конденсаторной секции в гильзу, механизм 4 закатки гильз и механизм 5 нанесения припоя на выводы. Во время выстоя диска / гильзы 6, подаваемые из вибробункера 7 по трубопроводу 8, подводятся к диску /. При повороте диска 1 гильза 6 перемещается по кольцевому сборочному лотку 9 на следующую рабочую позицию. Крестовины 10 узла 2, несущие подпружиненные кольцевые центрирующие матрицы 11, сходятся в пуансоны 12 со вставными ножами, рассекают концы гильз 6 на продольно расположенные лепестки. На следующей рабочей позиции конусная цанга 13, выполненная из набора упругих пластин, входит в гильзу 6. Толкатель 14, захватив конденсаторную секцию 15, проталкивает ее сквозь пружины цанги 13 и вставляет ее в гильзу 6. При обратном ходе толкателя секция 15 удерживается цангой 13. При следующем повороте диска / гильзы 6 с секциями 15 переносятся на позицию закатки гильз, где вращающиеся в противоположные стороны оправки, снабженные ребристыми конусами 16, ценлепестки 18, образованные при рассечке, укладывая их внахлест так, что образуются конусные торцы 19 конденсатора. На торцы надевают изоляторы 20. Изоляторы 20 в конусах-ловителях 21 устанавливаются так, что их хвостовики располагаются между призмами губок разомкнутого захвата 22. При сближении крестовин 10 изоляторы 20 надеваются иа выводы 17. На следующей рабочей позиции пористые подушки 23, пропитанные флюсом, электромагнитом 24 прижимаются к выводам 17 и производят их флюсование. На следующей рабочей позиции на выводы 17 находят электропаяльники 25 и прогревают их, после чего электромагниты 26 сжимают пружины 27 и при помощи установленных на якорях 28 эксцентриковых захватов 29 подают проволочный припой 30 в окна 31 паяльников 25 через каналы 32 якорей 28. При выключении электромагнитов 26 пружины 27 отводят захваты 29 назад, и припой 30 заклинивается эксцентриком 33. Собранный пакет с каплями 34 припоя, ограничивающими перемещение изоляторов 20, направляется в механизмы надевания корпуса и припайки изолятора (на чертежах показаны).
Предмет изобретения
Устройство для сборки рулонных конденсаторов, содержащее транспортирующий шаговый диск и расположенные по окружности диска узлы рассечки гильз и установки конденсаторной секции в гильзу, механизм закатки
гильз, механизм нанесения припоя на выводы, съемник и приводной механизм, отличающийся тем, что, с целью повыщения точности сборки и увеличения производительности работы устройства, узел рассечки гильз снабжен подпружиненными центрирующими матрицами и пуансонами с вставными ножами, узел установки конденсаторной секции в гильзу содержит конусные цанги, выполненные из набора упругих пластин, оправки механизма
закатки гильз снабжены ребристыми конусами, а в механизме нанесения припоя на выводы использованы эксцентриковые захваты, установленные на якорях электромагнитов, снабженных каналами для подачи припоя.
J .7
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ ЭЛЕКТРОЛИТИЧЕСКИХ КОНДЕНСАТОРОВ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1973 |
|
SU369640A1 |
| АВТОМАТ ДЛЯ СБОРКИ ИГОЛЬЧАТЫХ ПОДШИПНИКОВ | 1970 |
|
SU425003A1 |
| Устройство для сборки пайки конденсаторов с осевыми выводами | 1974 |
|
SU602322A1 |
| Устройство для сборки оксидно-полупроводниковых конденсаторов,механизм для установки изоляторов на выводы секций оксидно-полупроводниковых конденсаторов и механизм для установки шайб припоя в корпуса оксидно-полупроводниковых конденсаторов | 1983 |
|
SU1262586A1 |
| Автомат для сборки сердечников магнитопроводов электрических машин | 1980 |
|
SU959220A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СБОРКИ ? ЦИЛИНДРИЧЕСКИХ КОНДЕНСАТОРОВ С OCEBblMlJВЫВОДАМИ^^ | 1965 |
|
SU173847A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ и ПОСЛЕДУЮЩЕЙ | 1972 |
|
SU350622A1 |
| ЛИНИЯ СБОРКИ ПОЛУПРОВОДНИКОВЫХ диодов | 1970 |
|
SU270898A1 |
| Установка для автоматической штамповки | 1985 |
|
SU1238980A1 |
.2
IS
If
сРиг 3
,13
Vue.f
A7
Г7-1 I I r
s МАЙ
vT TYVTT
A .
A-SjAn
fi9
Bud A
.P wi.,.
20 J
id
/77/
2
ГГ-1
I I
m4
fe
17
- иг.6
