Известна установка для гибки змеевиков, содержащая размещеиные на корпусе оправку, устройства для гибки и зажима трубы, а также Подающий .механизм.
Однако такая установка имеет низкую производительность.
С целью устранения указанного недостатка в нредложенной установке оправка выполнена в виде ролика, устаповлеиного на оси, на концах которой насажены шестерни, нричем каждая из щестерен кинематически связана с двумя рейками, закреиленны.ми на нлуижерах гидродвигателей, смонтированных на корпусе, а устройство для гибки выполнено в виде расположенного в обойме, соединенной с осью оправки, нолзуна, установленного с возможностью возвратно-ностунательного перемещения в направлении, нериендикулярном продольной оси онравки, и несущего гибочный инструмент, преимущественно гибочный и калибрующий ролики, нри этом установка снабжена мехапизмом ее поворота, выполненным в виде установленной на стойке и жестко связанной с корпусом цапфы со смонтированной на ней шестерней, входящей в зацепление с илунжером пневматического двигателя, а механизм зажн.ма трубы выполнен в виде расположенного Бнутрн цанфы и соосно с ней подвижного полого штока с Т-образными пазами и кулачков, смо11ти)ованных на внутренней поверхности цаифы и входящих в упомянутые пазы.
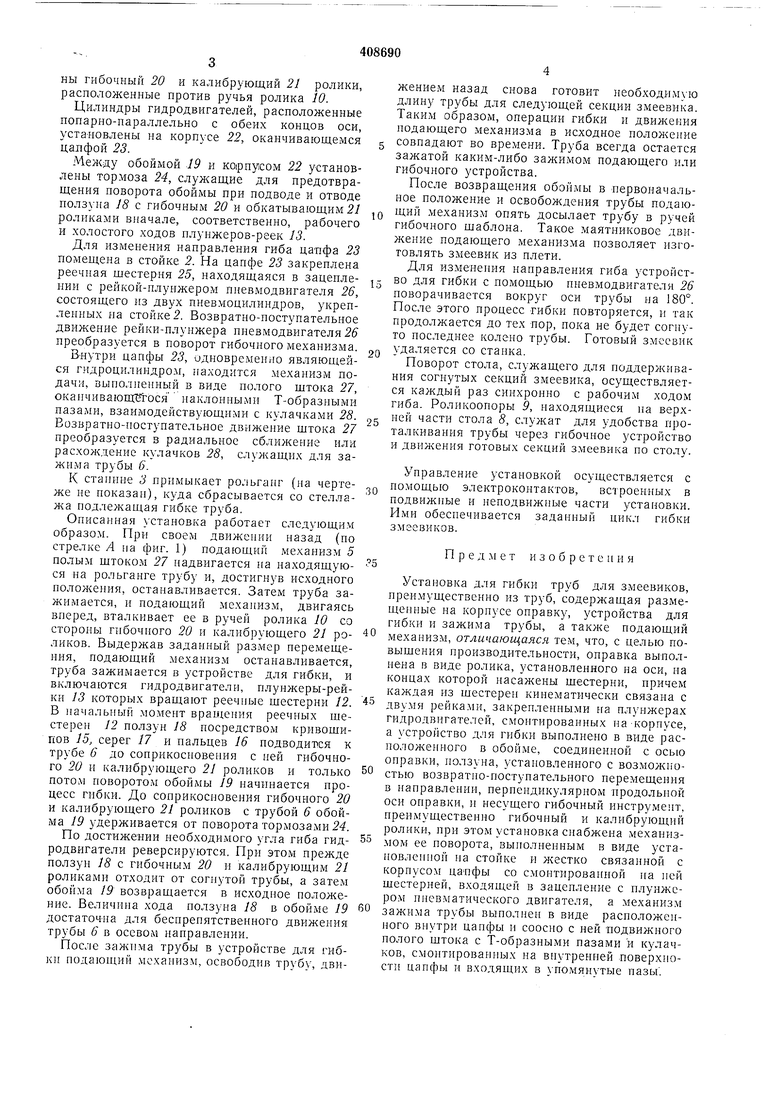
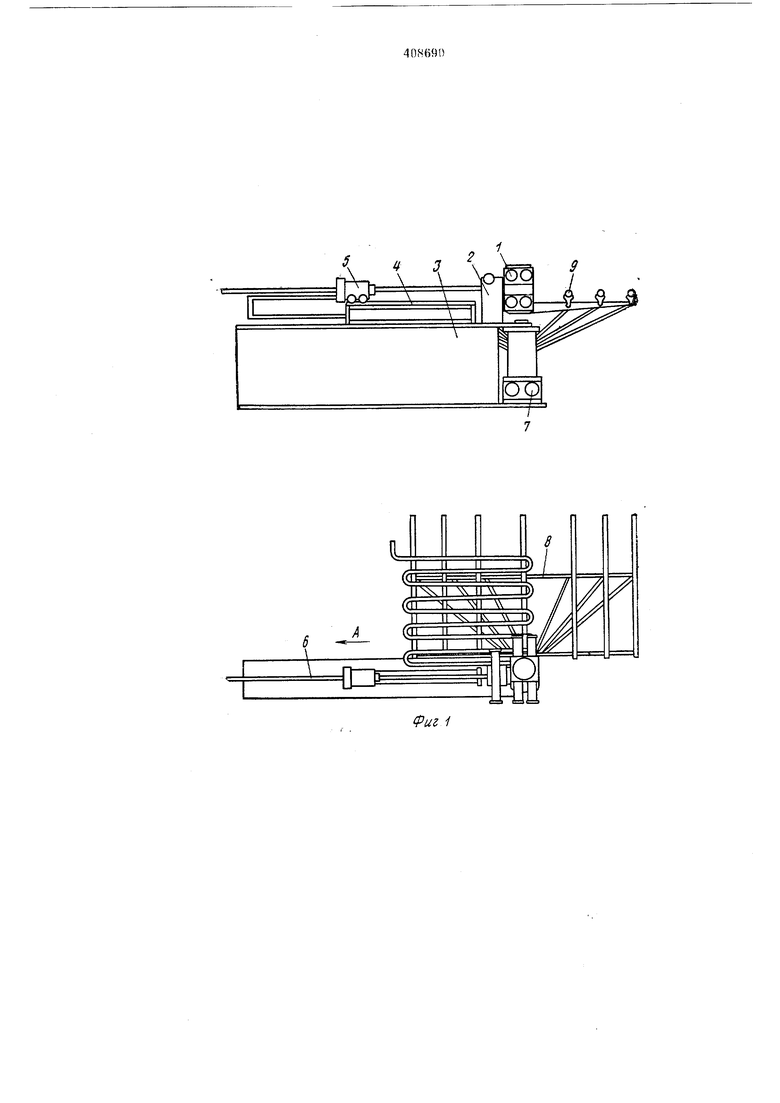
На фиг. 1 схематично нзобралчена предложенная установка для гибки змеевиков, общий вид; на фиг. 2 - устройство для гибки, аксонометрия.
Установка имеет устройство 1 для гибки, конеольно расноложенное в стойке 2, установленной па станции 3. В направляющеГ 4, находящейся на верхней части станины 3, размещен механизм 5 подачи трубы 6.
Вертикальная ось устройства для гибки соосна с осью 7 привода новоротного стола 8, представляющего собой пространственную рамную конструкцию с рол11коонорамп 9 наверху.
Основой формообразования является гибочная оправка, выполненная в виде ролика W, расположенного посредине оси 11. На концах оси 11 свободно насажены реечные шестернп 12, каждая из которых находится в зацеилении с плуижерами-рейками 13 гидродвигателей 14, преобразующих возвратио-поступательное движение плунжеров-реек 13 во вращение щестерен 12.
Со стороны ролика реечные шестерни 12 имеют кривошипы 15, которые посредством иальцев 16 и серы 17 соединены с ползуном 18, находящимся в пазу обоймы 19, свободно соединенной с осью /. В ползуне 18 размен1,ены гибочный 20 и калибрующий 21 ролики, расположенные против ручья ролика 10.
Цилиндры гидродвигателей, расположенные попарно-параллельно с обеих концов оси, установлены на корпусе 22, оканчивающемся цалфой 23.
Между обоймой 19 и KOipnyicoM 22 установлены тормоза 24, служащие для предотвращения поворота обоймы при подводе и отводе ползуна 18 с гибочным 20 и обкатывающим 27 роликами вначале, соответственно, рабочего и холостого ходов плунжеров-реек 13.
Для изменения направления гиба цапфа 23 помещена в стойке 2. На цапфе 23 закреплена реечная щестерня 25, находящаяся в зацеплении с рейкой-плунжером пневмодвигателя 26, состоящего из двух пневмоцилиндров, укрепленных на стойке 2. Возвратно-ноступательное движение рейки-плунжера пневмодвигателя 2 преобразуется в поворот гибочного механизма.
ВНутри цапфы 23, одновременно являющейся гидроцилиндром, 1аходится механизм подачи, выполненный в виде полого штока 27, оканчивающегося наклонными Т-образными пазами, взаимодействующими с кулачками 28. Возвратно-поступательное движение щтока 27 преобразуется в радиальное сближение или расхождение кулачков 28, служащих для зажнма трубы 6.
К станине 3 примыкает рольганг (на чертеже не показан), куда сбрасывается со стеллал а подлежащая гибке труба.
Описанная установка работает следующим образом. При своем движении назад (но стрелке А на фиг. 1) подающий механизм 5 полым щтоком 27 надвигается на находящуюся на рольганге трубу и, достигнув исходного нолол ения, останавливается. Затем труба зажимается, и подающий механизм, двигаясь вперед, вталкивает ее в ручей ролика 10 со стороны гибочного 20 и калибрующего 21 роликов. Выдержав заданный размер перемещения, подающий механизм останавливается, труба зажимается в устройстве для гибки, и включаются гидродвигатели, плунжеры-рейки 13 которых вращают реечные щестерни 12. В начальный момент вращения реечных шестерен 12 нолзун 18 посредством кривошипов 15, серег 17 и пальцев 16 подводится к трубе 6 до соприкосновения с ней гибочного 20 и калибрующего 2J роликов и только потом новорото.м обоймы J9 начинается нроцесс гибки. До соприкосновения гибочного 20 и калибрующего 21 роликов с трубой 6 обойма 19 удерживается от поворота тормозами 24.
По достижении необходимого угла гиба гидродвигатели реверсируются. При этом прежде ползун 18 с гибочным 20 и калибрующим 21 роликами отходит от согнутой трубы, а затем обойма 19 возвращается в исходное положение. Величина хода ползуна 18 в обойме 19 достаточна для беспрепятственного движения трубы 6 в осевом нанравлении.
После зажима трубы в устройстве для гибки подающий механизм, освободив трубу, движением назад снова готовит необходимую длину трубы для следующей секции змеевика. Таким образом, операции гибки и движения подающего механизма в исходное ноложение совпадают во времени. Труба всегда остается зажатой каким-либо подающего или гибочного устройства.
После возвращения обоймы в иервоначальное положение и освоболсдения трубы подающий механизм опять досылает трубу в ручей гибочного шаблона. Такое маятниковое движение подающего механизма позволяет изготовлять змеевик из плети.
Для измеиения направления гиба устройство для гибки с помощью нневмодвигателя 26 поворачивается вокруг оси трубы на 180°. После этого процесс гибки повторяется, и так продолжается до тех пор, пока не будет согнуто носледиее колено трубы. Готовый змеевик удаляется со станка.
Поворот стола, служащего для поддерживания согнутых секций змеевика, осуществляется раз синхронно с рабочим ходом гиба. Роликооноры 9, находящиеся на верхней части стола 8, служат для удобства проталкивания трубы через гибочное устройство и движения готовых секций змеевика по столу.
Унравление установкой осуществляется с помощью электрокоитактов, встроенных в подвижные и неподвижные части установки. Ими обеспечивается заданный цикл гибки змеевиков.
Предмет изобретения
Установка для гибки труб для змеевиков, нреимущественно из труб, содержащая размещенные на кориусе оправку, устройства для гибки и зажима трубы, а подающий механизм, отличающаяся тем, что, с целью повышения производительности, оправка выполнена в виде ролика, установленного на оси, на концах которой насажены шестерни, причем каждая из шестерен кинематически связана с двумя рейками, закрепленными на плунжерах гидродвигателей, смонтированных на корпусе, а устройство для гибки выполнеио в виде располол енного в обойме, соединенной с осью оправки, иолзуна, установленного с возможностью возвратио-поступательпого перемещения в направлении, пернендикулярном нродольиой оси онравки, и несущего гибочный инструмент, нреимущественно гибочный и калибрующий ролики, при этом установка снабжена механизмом ее поворота, выполненным в виде установленной на стойке и жестко связанной с корпусом ца-пфы со смонтированной на ней шестерней, входящей в зацепление с плунжером пневматического двигателя, а механизм зажима трубы выполнен в виде расположенного внутри цапфы и соосно с ней подвижного нолого штока с Т-образными пазами и кулачков, смоитированных на внутренней поверхности цапфы и входящих в упомянутые пазы .
чд
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Устройство для перекрестной навивки змеевиков | 1976 |
|
SU662198A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Станок для изготовления змеевиков | 1980 |
|
SU863072A1 |
| ТРУБОГИБОЧНЫЙ СТАНОК С ПРОГРАММИРУЮЩИМ | 1965 |
|
SU170267A1 |
| Устройство для многоколенной гибки труб | 1986 |
|
SU1488062A2 |
| Станок для гибки змеевиков | 1984 |
|
SU1207562A2 |
| Станок для изготовления змеевиков | 1977 |
|
SU725766A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГИБКИ ЭЛЕМЕНТОВЗМЕЕВИКОВ | 1971 |
|
SU295590A1 |
i2
13
Фиг. 2
25
