Описываемый способ может быть использован для изготовления штампов, инструментов, деталей машин и приборов.
Известен способ электроэрозионной обработки, основанный на вырезании непрерывно движущимся электродом-проволокой фасонных деталей. Пепрофилированный электрод направляться двумя, тремя или большим количеством опор.
Такой способ не позволяет получить сложноконтурные детали с требуемой разницей между их размерами.
Предлагаемый способ отличается от известпого тем, что одновременную обработку нескольких сложноконтурных деталей производят по одной нрограмме, рассчитанной по контуру одной из деталей, а требуемую разницу в размерах получают за счет смендения рабочих участков эле1ктрода-проволоки относительно друг друга. Программа обработки может задаваться копиром или другим каким-либо способом, например, с помощью цифрового программного управления.
Обход контура можно производить также по сопряженной детали или по чертежу. При этом, помимо координатных перемещений, необходимо обеспечить для обработки криволинейных участков поворот деталей относительно центра кривизны обрабатываемой поверхности.
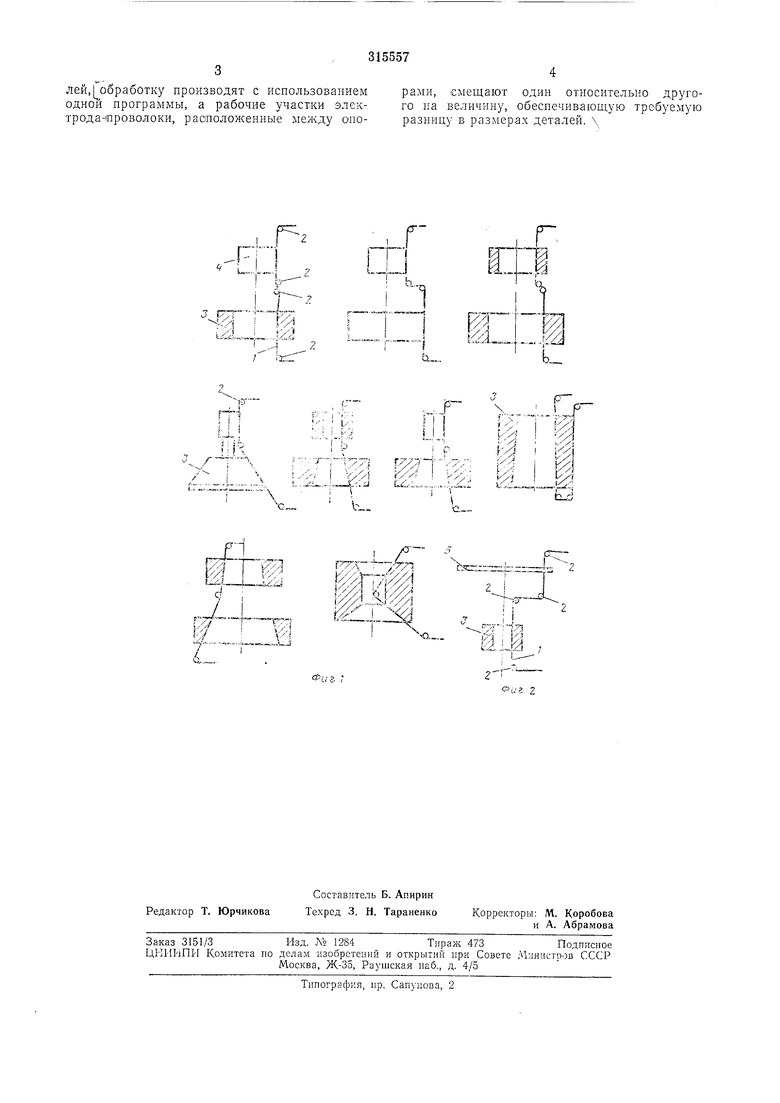
На фиг. 1 представлены различные варианты обработки по данному способу.
Пепрофилироваиный электрод-проволока / направляется комплектами опор 2, между которыми расположены обрабатываемые детали 3 и 4 или обрабатываемые поверхности одной детали. Различные участки одного электрода-проволоки могут быть заменены двумя различными электродами-проволоками.
Схема обработки по копиру 5 увеличенного масштаба показана на фпг. 2.
Во всех случаях необходимо рабочие участки электрода-проволоки располагать о одной плоскости, иериендикулярной базовым поверхностям деталей.
Способ позволяет одновременно обработать как наружные, так и внутренние фасонные, цилиндрические и конические поверхпости нескольких деталей илп одпой детали.
Предмет изобретения
Способ одновременной электроэрозионной обработки нескольких фасонных деталей непрофилпрованным электродом-проволокой, нанравляемой тремя и более комплектами опор, отличающийся тем, что, с целью увеличения точности соиряжения фасонных дета3лей,обработку производят с использованием однои программы, а рабочие участки электрода-проволоки, расположенные между оно4рами, смещают один относительно другого па величину, обеспечивающую требуемую разницу в размерах деталей. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионного вырезания сложноконтурных деталей с наклонными стенками | 1977 |
|
SU707744A1 |
| Способ электроэрозионной обработки | 1977 |
|
SU738810A1 |
| Способ электроэрозионной обработки непрофилированным электродом-проволокой | 1982 |
|
SU1066770A1 |
| Способ электроэрозионного вырезания | 1976 |
|
SU622617A1 |
| Способ электроэрозионной обработки непрофилированным электродом-инструментом | 1990 |
|
SU1779495A1 |
| Устройство для электроэрозионной обработки конических поверхностей | 1979 |
|
SU854663A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Устройство для электроэрозионной обработки проволочным электродом- инструментом | 1977 |
|
SU738814A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОГО РЕЗЦА | 2012 |
|
RU2491156C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
..Г
ч-
.,, d
/ ,
г-р|
- I Ci-,.
Г j 1
L.I-,;
г. г г
...г
,....,-, ,.„,,.. :-.--,Л
K$i
Г
//( ,t:i::
LJ
11 /
-- 7 - -1р.™,,,,,.,,..,,..С,-,
Х/-,i//x4Г- /, /
/АУ/ И/А-- //л
l//Л
р1г
с/
i Ч
-.....
1:;
е:-
О,..
й и а ;
иг 2
