1
Изобретение относится к средствам контроля линейных размеров в машин-остроении.
Известны автоматы для контроля поршней двигателей внутреннего сгорания, содержащие загрузочное устройство, измерительную станцию, пневмопробку с двумя парами сопл, расположенными вдоль оси пневмопробки, пневмоэлектрические преобразователи контроля диаметра конусности пальцевого отверстия, соединенные с соплами пневмопробки, измеритель неиерпендикулярности осей пальцевого отверстия и юбки, несущий две пары пневмоголовок, расположенных в осевой плоскости пневмопробки, дифференциальный преобразователь контроля неперпендикулярности, соединенный с .пневмоголовками, и сортировочное устройство.
Однако известные автоматы контролируют неперпендикулярность осей пальцевого отверстия и юбки с ошибкой, зависящей от величины конусности пальдевого отверстия.
С целью повышения точности контроля предлагаемый автомат снабжен электронным блоком коррекции сигналов преобразователя контроля неперпендикулярности по команде преобразователя контроля конусности пальцевого отверстия выполненным в виде масштабной ячейки учета соотношения расстояний между осями сопл пневмопробки и пневмоголовок контроля непернеидику.тярности, нодключениои к преооразователю контроля конусности пальцевого отверстия, и операционного усилителя, вход которого соединен с преобразователем контроля неперпендикулярности и масштабной ячейкой, а выход - с сортировочным устройством.
Такое исполнение автомата позволяет на одной измерительной станции с высокой точностью одновременно контролировав диаметр, конусность пальцевого отверстия и неперпецдикулярность его оси к оси юбки поршня.
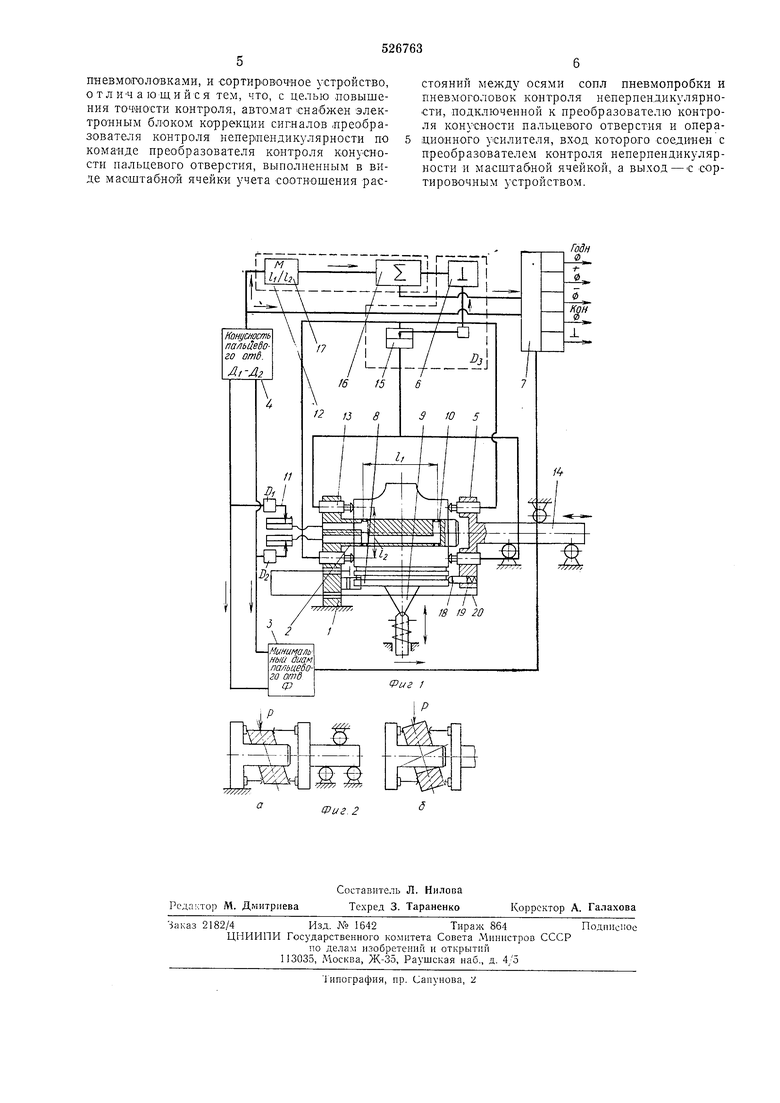
На фиг. 1 показана структурная схема автомата; на фиг. 2 представлены схемы, иллюстрирующие влияние конусности пальцевого отверстия на нвперпендикулярность осей пальцевого отверстия и юбки.
Автомат состоит из загрузочного устройства (на фиг. 1 не показано), измерительной станции 1, пневмопробки 2, пневмоэлектрических преобразователей 3 и 4 контроля диаметра и конусности пальцевого отверстия, измерителя 5 неперпендикулярности осей пальцевого отверстия и юбки, дифференциального преобразователя контроля непер-пендикулярности 6 и сортировочного устройства 7.
На измерительной станции под нневмопробкой 2 неподвижно закреплены призма 8 и управляемый самоустанавлцвающийся прижим
9, нагруженный в вертикальном направлении
пружиной. Прижим 9 обеспечивает надежное базирование коягролируемого поршня.
В пневмолробке выполнены две пары сопл 10, разнесенные вдоль оси пневмопробки на расстояние /i. Каждая пара сопл соединена со свюим аналоговым (например, лневмомеханотронным) первичным преобразователем 11, выдающим сигнал, пропорциональный диаметру пальцевого отверстия в контролируемом сечении. Преобразователи 11 включены на вторичные электронные .преобразователи 3 и 4, один из которых (иреобразователь 3) выявляет минимальный из двух сигналов двух первичных Преобразователей 11, усиливает его, преобразует в дискретную форму и -подает в сортировочное устройство 7 команду, соответствующую номеру сортировочной груипы паль.цевого отверстия или виду брака ( + , -). Другой вторичный преобразователь (преобразователь 4) находит разность сигналов Двух первичных преобразователей 11, пропорциональную конусности пальцевого отверстия. Усилив разностный сигнал, преобразователь 4 подает его в электронный блОК 12 коррекции сигналов. Если величина разностного сигнала превышает допустимый предел, преобразователь 4 подает команду забракования по конусности в сортировочное устройство 7.
Измеритель неперпендикулярности 5 включает в себя две пары пневмоголоеок 13. Одна пара нневмоголовок установлена неподвижно в измерительной станщии 1, а другая закреплена на каретке 14, перемещающейся на точпых роликовых направляющих. Пневмоголовки расположены в осевой плоскости пневмопробки, расстояние между их осями k. Ппевмоголовки соединены крест-накрест (верхняя наподвижная с нижней подвижной и нижняя неподвижная с верхней подвижной) для исключения влияния конусности юбки на результаты контроля неперпендикулярности. Каждая из полученных таким образом пар подключена к одной из пневмокамер первичного дифференциального преобразователя 15. Последний воопрянимает удвоенную величину неперпендикуляряости осей пальцевого отверстия и с ощибкой, зависящей от конусности пальцевого отверстия, как ЯВствует из фиг. 2. На фиг. 2 а представлен случай «чистой неперпендикулярности, когда пальцевое отверстие конусности не имеет. На фиг. 26 показано, что такой же сигнал будет получен, если неперпендикулярность осей отсутствует, но имеет место конусность пальцевого отверстия.
Первичный аналоговый дифференциальный преобразователь 15 подключен ко входу вторичного преобразователя 6, который усиливает сигнал неперпендикулярности и подает его на блок коррекцИИ сигналов.
Последний состоит из операционного усилителя 16 для алгебраического сложения сигналов преобразователей 4 и 6 и масштабной ячейки 17, которая учитывает соотнощение /1/1/2 расстояний между осями сопл 10 пневмопробки и пневмоголовок 13 контроля неперпендикулярности. Вход ячейки 17 соединен с выходом преобразователя 4 контроля конусности пальцевого отверстия, а выход-с операционным усилителем ,16. Автомат работает следующим образом.
Загрузочное устройство подает контролируемые поршни в зону измерительной станции 1, где каретка 14, находящаяся в это время в крайнем правом положении, принимает лоршень, надевает его на пневмопробку 2 и досылает до призмы 8 при помощи плунжера 18, нагруженного пружиной 19. Прижим 9 нажимает на поршень, способствует его надежному базированию. Преобразователь 3 выдает в сортировочное устройство 7 команду о принадлежности контролируемого поршня к той или иной размерной группе по пальцевому отверстию илИ бракует его по этому параметру. Одновременно сортировочное зстройство нолучает команду от преобразователя 4, если конусность пальцевого отверстия превосходит допустимую величину и поршень должен быть забракован. Тот же преобразователь 4 выдает информаЦвю о величине конусности пальцевого отверстия контролируемого поршня в блок коррекции 12, где он алгебраически суммируется с сигналом преобразователя неперпендикулярности 6 (с учетом соотношения расстояний /i
и /2). Еслн величина скорректированного сигнала неперпепдикулярности осей пальцевого отверстия и юбки оказывается вьише заданной допуском, блок 12 подает команду забракования в сортировочное устройство 7. Последнее имеет логическую электрическую цепь, выдающую исполнительную команду на сортировку только в том случае, когда не было сигналов ни об одном из видов брака. Сортировочное устройство 7 может содержать блок
памяти, если сигналы подлежат исполнению не в том же цикле работы автомата, когда производится измерение.
Проконтролированный поршень извлекается из измерительной станции выталкивателем 20,
жестко связанным с кареткой 14, кОГда она отходит в исходное положение. Затем поршень трансоортером (на чертежах не показан) подается в сортировочное устройство, которое адресует его по размерным группам или видам
брака.
Формула изобретения
Автомат для контроля поршней двигателей внутреннего сгорания, содержащий загрузочное устройство, измерительную станцию, пневмопробку с двумя парами сопл, расположенными вдоль ОСИ пневмопробки, пневмоэлектрические преобразователи контроля диаметра и конусности пальцевого отверстия, соединенные
с соплами пневмопробки, измеритель неперпендикулярности осей пальцевого отверстия и юбки, несущий две пары пневмоголовок, расположенных в осевой плоскости пневмопробки, дифференциальный преобразователь контроля неперпендикулярности, соединенный с
пневмоголовками, и сортировочное устройство, отличающийся тем, что, с целью повышения точности контроля, автомат снабжен электронным блоком коррекции сигналов лреобразователя контроля ненеряендикулярности но команде преобразователя контроля конусности пальцевого отверстия, выполненным в виде масштабной ячейки учета соотношения расстояний между осями сопл пневмопробки и пневмоголовок контроля неперпендикулярности, подключенной к преобразователю контроля конЗС-ности пальцевого отверстия и операционного усилителя, вход которого соединен с преобразователем контроля неперпендикулярности и масштабной ячейкой, а выход - с сортировочным устройством.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля неперпендикулярности осей отверстия и цилиндрической поверхности | 1973 |
|
SU488057A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ по ЛИНЕЙНЫМ | 1971 |
|
SU315900A1 |
| Многопозиционный автомат для контроля и сортировки цилиндрических деталей | 1980 |
|
SU961796A1 |
| Устройство для контроля закалки стали | 1949 |
|
SU88865A1 |
| Измерительно-сортировочный автомат | 1960 |
|
SU142442A1 |
| Автомат для контроля и сортировки цилиндрических деталей по размерам и форме | 1973 |
|
SU446324A1 |
| Механическое запоминающее устройство контрольно-сортировочного автомата | 1983 |
|
SU1245855A1 |
| Пневматическое устройство для измерения непараллельности осей отверстий | 1976 |
|
SU748120A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОРЦОВОГО БИЕНИЯ РОЛИКОВ | 2005 |
|
RU2288447C1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ ОТВЕРСТИЙ ВНУТРЕННИХ КОЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ | 1972 |
|
SU328952A1 |
Фиг. 2
