Изобретение относится к фармацевтической промышленности и может быть использовано на предприятиях, изготавливающих нестирильные бинты.
В настоящее время бинты производят, используя больщое количество ручного труда на подсобных операциях, например накладке разъемных щомполов в автомате для наматывания марли заданной длины в рулон, подаче рулонов марли на тележках к прессам, к устройству для резки рулонов марли на бинты п другим устройствам.
Однако известное производство бинтов имеет низкую производительность и невысокое качество выпускаемых билтов.
Предложенная поточная линия для изготовления бинтов отличается тем, что она состоит из последовательно установленных и кинематически связанных между собой автомата для наматывания марли заданной длины в рулон, связанного посредством транспортера с устройством для закатывания конца марли на рулон, валкового нресса, устройства для резки рулонов марли на бинты, соединенного с упаковочпой машиной при помощи наборного устройства для кассетирования заданного количества бинтов и накетировочного устройства для подачи бинтов в коробки. Кроме того, устройство для закатывания отрезанного конца марли на рулон может быть выполнено в виде управляемой фотоэлементом электромагнитной вращающейся на оси заслонки, параллельно которой установлена неподвижная наклонная плоскость, примыкающая к ленте
транспортера для подачи рулонов в пресс. Наборное устройство целесообразно выполнять в виде транспортерной стальной ленты, на пути которой расположен упор, а перпендикулярно к ленте устанавливать толкатель
бинтов, против которого размещать вертикально замкнутую цепь, несущую пластины для приема бинтов, в пазы которых входят гребенки второго толкателя, расположенного параллельно ленте. При этом пакетирующее устройство может состоять из подпружиненного корпуса прямоугольной формы, имеющего регулируемые стороны, а спереди - конусообразные скосы установленного на пути движения гребенок второго толкателя с противоположной
стороны вертикально замкнутой цепи.
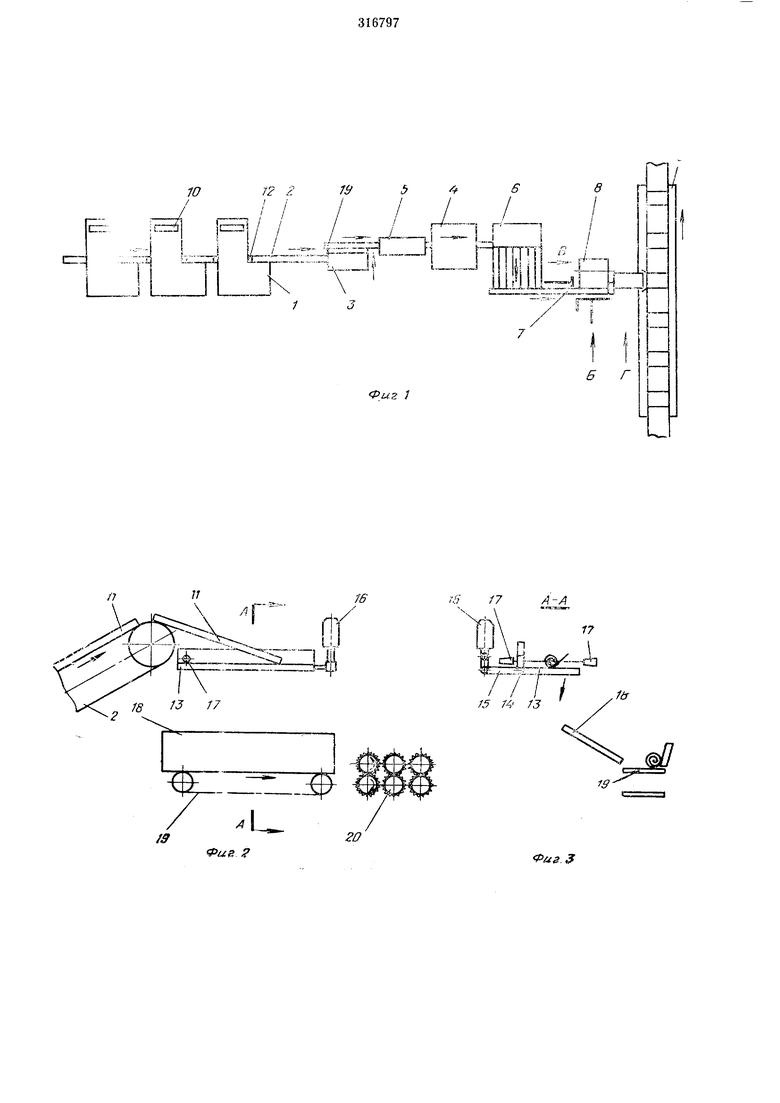
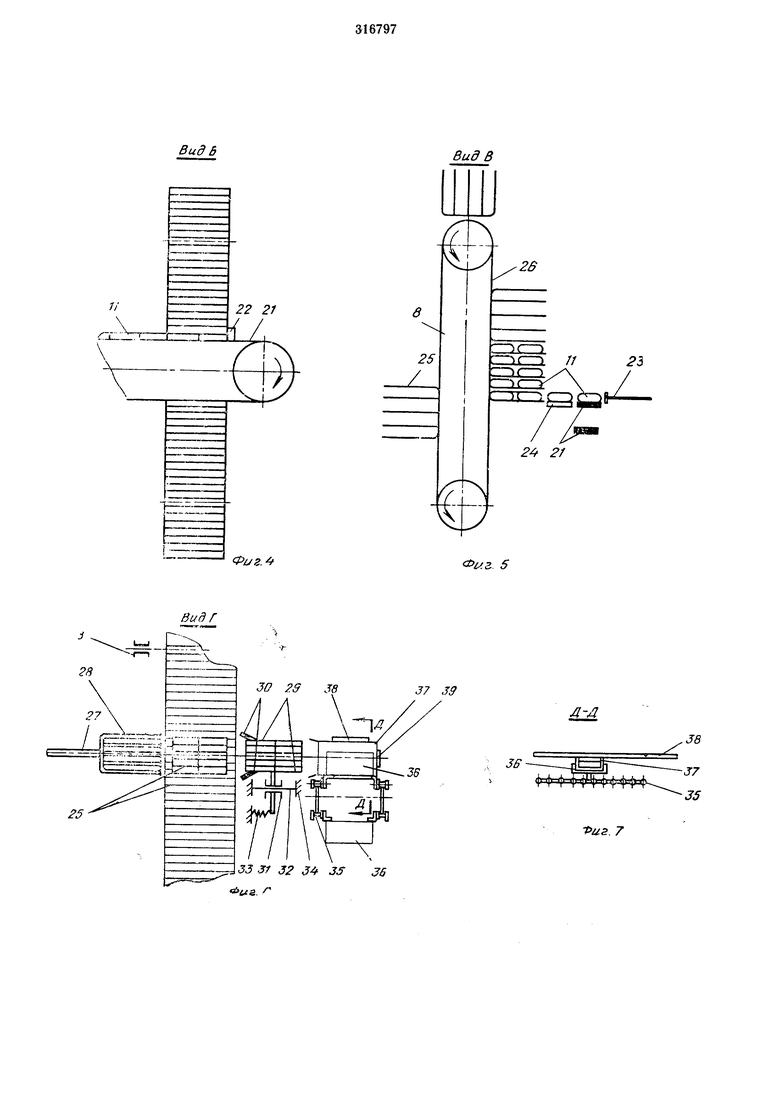
На фиг. 1 схематически изображена предложенная поточная линия производства нестирильных бинтов, план; на фиг. 2 - устройство
для закатывания конца марли рулона перед прессован 1ем, вид сбоку; на фиг. 3 - разрез по А-А на фиг. 2; на фиг. 4 - вид на наборное устройство по стрелке Б на фиг. 1; на фиг. 5 - то же, вид по стрелке В; на фиг. 6 -
Г на фиг. 1; иа фиг. 7 - разрез но Д-Д на фпг. 6.
Поточная линля для изготовления ностирилизованных бинтов состоит из нескольких автоматов 1 для иаматываиня в рулоны ноло;иа заданной длины и общсто .магистрального узколенточного транснортера 2 для нодачн рулонов к прессу, устройства 3 для закатывания конца марли рулона иеред нрессованием, валкового нресса 4 для нрессоваиия рулонов определенной длины с растяжным усгройством i), устройства 6 для резки рулонов марли на бинты, узколенточиого транснортера / со стальной лентой для иодачи разрезанных бинтов к наборному устройству 8, упаковочной магнины 9 (унаковывающей 20 бинтов в коробки).
Намотанная на ширилвной машние в большне рулоны 10 марля устанавливается на автоматы /. Автоматы на.матывают нз марлн рулоны 11 и каждый из них понадает на магислралиный узколенточный транснортер 2, кочорый нодает рулоны ноочередно в устройство 3. Это делается для того, чтобы иолучить круглый рулон, так как нри отрезании на автомате марля резалась на некотором расстоянии от самого рулона.
Для ноочередного ностунлення рулонов к нрессу 4 у ка/кдого автомата, кроме первого но потоку, установлены на транспортере два фотоэлемента i2, соединенные последовательно. На автоматах / установлены электромагнитные заслонки, удерживающие рулоны после снятия их с онравки для навнвки. Когда расстояние между фотоэлементамн 12 свободно, т. е. на транспортере 2 нротив автомата не проходят рулоны с друтих автоматов, фотоэлементы воздействуют на реле, включающее электромагннт заслонки, которая поворачивается, и рулон понадает на ленточный транспорт-ер 2, не накладываясь на другие движущиеся ло транснортеру рулоны. Скорость движения ленты транснортера увязана с циклами намотки рулонов в зависимости от количества работающих автоматов в иотоке.
Перед устройством 3 транспортер 2 имеет подъем. Движущиеся на нем рулоны // нонадают на заслонку 13 устройства 3, вращающуюся на щарнире 14, которые через рычаг 15 соединена с электромагнитом 16.
На краю заслонки 13, расположенном ближе к ленточному транснортеру 2, установлен фотоэлемент 17. Когда рулон 11 сойдет с транспортера 2, он, нонадая на заслонку 13, закроет луч фотоэлеме гга 17, еработает электромагнит 16, и заслонка повернется, а рулон нри повороте заслонки нокатится ио наклонной нлоскостн 18, наматывая на себя коне;, марли, и попадает на траггспортер 19, установленный перед рифлеными валиками 20 растяжного устройства 5.
Рифленые валики 20 вращаются с различными сзсоростями, и рулон, проходя между ними, выправляется и частично растягивается.
оатем рулон попадает в иалковын пресс ;,
где он прессуегся и из круг.юй фор.мы нолу аej плос1 ;ую (для уменьшения ооьема бипюи;.
Рулон, проходя валковып пресс, под дейс;впег1. кипегичес: О11 энергии полета 1 опадает на приемпьи стол устройства 6 и то 1ка1еле:а-орпентатором нроталкиааегся в прО-ме:путок между спедиальными ленточными трапснортсрами, зажимается между ппмп, продвигается па
вращающиеся дпскозые ножи п разрезается на бниты определеьп ой ширите.
Затем бинты, скатываясь IM наклонной п.тоскости, находящейся на выходе транспортеров устройства 6, попадают на транспортер 7 -,0
стальной лентой 2L
Движущаяся стальная ле11та увлекает бппты, следующие один за другн.м торцами, к наборному устройству 8, где они, дойдя до упора 22, останавливаются, патыкаясь одип ;ia
другой. Два передних бинта, наткнувщись на унор 22, встают на ленте напротив толкателя 23, который, совершая воззратно-поступате.тьпые движения за ход, сталкивает пх с ленты трансп.ортера на иромежую-щую площадку 24, а когда он отойдет в ;-;рай);се i paвое ноложение, в это врем5{ все бинты нодвпнутся на длину двзх бинтов п снова HarKiiyrcH на унор 22. Па следующем ходу толкатель 23 опять будет то.ткать два бинта, отсекая остальные бннты на транснортерной ленте, тем самым он будет толкать и бинты, паходящпеся на промежуточной площадке, па пластины 25, которые укрен.яены на звеньях двух параллельных ценей 26, нриводимых в двпжe Iнe
после двух ходов толкателя 23 на расстояние, равиое Hjai-y между пластинами 2J.
Таким образом, за два двойных хода тол;-:ателя 23 на каждой пластипе 25 иаходятся по четыре бинта. Когда на наборно.м устройст1зе
8 на каждой его пластине будет- по четыре бинта и он поднимается вверх на нять полок (пластин), в это вре.мя встуннт в действие гребенчатый толкатель 27, совертающп ; одно возвратно-поступательное через десять двойных ходов толкателя 23.
Толкатель 27, двигаясь вп|)аво, вход1гг ipeбеикамн 28 в зазор между пластинами 25. нроталкнвает одновременно на.о,.лящпеся па нятн пластинах двадцать GJUTTOB в пакет ;;ровочное устройство 29, которое уп..отпяет их в меныний объем, достаточный для заталк;;зания бннтов в картонные коробки.
Пакетировочное устройство 29 представляет собой нрямоугольную коробку с per vnipyeMbiми сторонами, имеющую ): со всех сторон конусообразные скосы 30 ;1ля nanpaBTieния движения бннтов во время входа в устройство и унлотнещ-ш их в пем. В нижней части этого устройства имеется кронштейн 31,
движущийся но д,вум направляющим 32. К кронщтейну прикреи.;ена пружнна 33. Движение накетпровочного устройства ограничено уиорами 34. Пакетировочное устройство выполнено подвижпым для отделения торцов
протолкнутых в коробку, чтобы они не терлись один о другой и не новреждали коробку во время ее иа упаковочной маитиие.
Когда толкатель 27 уйдет в левое крайнее положение, он делает выетой, десяти двойным ходам толкателя 23. В это время на упаковочной машине 9, состояндей из двух параллельных бесконечных цепей 35 с укренленными на ее звеньях корытообразными гнездами 36 для вкладывания коробок 37, удерживаемых в них направляющими 38 и 39, протиз пакетировочного устройства 29 встанет коробка с закрытым дном и раскрытыми передними клапанами.
Толкатель 27 опять движется вправо, толкая находящиеся на пяти пластинах 25 наборного устройства двадцать бинтов, при этом они выталкивают находящиеся в пакетировочном устройстве предыдущие 20 бинтов в картонные коробки 37.
Картонные коробки прямоугольной формы изготавливаются па картонной фабрике и поставляются с неприклеенными клапанами в плоском виде (сдвипутые по двум противоположным длинным кромкам).
В таком же виде (в плоской форме) они устанавливаются на устройство для подачи коробок в корытообразные гнезда упаковочной машины с помощью специальных присосок, действующих путем разряжения воздуха от вакулм-пасосов. По мере продвижения коробок на упаковочной машине открываются и закрываются клапаны, после заполнения бинтами заклеиваются, п готовые коробки выталкиваются.
Все движения толкателей наборного, пакетировочного устройства и операции на упаковочной машине кинематически связаны между собой. Движение стальной ленты наборного устройства осуществляется от индивидуального электродвигателя.
На упаковочной машине 9 установлена электроблокировка для учета количества заполненных коробок.
Над стальной лентой наборного устройства установлены фотоэлементы, определяющие наличие бинтов на ленте. В случае отсутствия их на ленте, а также отсутствия коробок в упаковочной машине, вся система останавливается и по мере поступления бинтов и коробок снова автоматически включается в паботу.
Таким образом, применение в поточной автоматизированной линии всех перечпслепных машин и механизмов в соответств1 п с технологическим процессом производства пестирильных бинтов резко повышает производительность труда, создает поточность, улучшает культ Фу производства и качество выпускаемой продукции.
Предмет изобретения
1.Поточная линия для изготовления бинтов, отличающаяся тем, что, с целью повышения
производительности и качества бтщтов, она состоит из последовательно установленных i кинематически связанных между собой автомята для наматывания марли заданной длины в рулой, связанного посредством транснортера
с устройством для закатывания конца марли на рулон, валкового пресса, устройства для резки рулонов марли иа бинты, соединенного с упаковочной :.1яшиной при помощи наборного устройства для кассетирования заданного
количества бинтов, пакетировочного устройства для подачи бинтов в коробки.
2.Поточная линия по п. 1, отличающаяся тем, что устройство для закатывания отрезанного конца марли на рулон выполнено в виде
управляемой фотоэлемептом электромагнитной вращающейся на оси заслонкп, параллельно которой установлена наклонная плоскость, примыкающая к ленте транспортера для подачи пулонов в пресс.
3. Поточная линия по п. 1, отличаю .идяся тем, что наборное устройство выполнено в виде травсиортной стальной ленты, па пути которой расположен упор, а перпет,икулярпп к ленте установлен толкатель бинтов, протпв которого размещена вертикалью замкнутая цепь, несущая пластины для приема бинтов, в пазы которых входят гребенки второго толкателя, расположенного параллельно ленте. 4. Поточная лента по п. 1, отличающаяся
тем, что пакетирующее устройство состоит пз подпружиненного корпуса прямоугольной формы, имеющего регулирз емые стороны, а спереди - конусообразные скосы установленного на пути движения гребенок второго толкателя
с противоположной стороны вертикально замкнутой цепи.
7
10
err.
./,.
- р-тг, li
-.iy L-J П.-.Д- .111Ш1- iJi
(9
1/
T 41:л.
1 -.1 и 1 -G
,
-JUA™L.iA.,- ...-.--.--.--Л j.-™,.-- I
r/-,-v
CX
18 J3 /7
Фи
/
W2 /
17A -A
1
Фиг.
