Известеи способ измереиия текучести сыпучего материала нутем уилотнения его и сравиения высот нолучеиных образцов. Так, в литейном производстве ири определении текучести формовочных материалов уплотнение их ведут на конре или вибрационной установке. Исиользоваппе этого снособа для оиределеиия текзчести огнеупорных материалов невозможно, поскольку при изготовлении изделий удельное давление прессования в десятки раз превышает давление в литейном производстве. Кроме того, необходимо знать возможности перераспределения материала в радиальном направлении при нагрузках от нуля до конечного давления.
Онисываемый способ обеспечивает измерение текучести огнеупорных материалов с большой точностью.
Это достигается тем, что в пресс-форму и на жесткую плиту без стенок насыпают материал с одинаковыми высотой и объемным весом засынки, прессуют из него образцы при одинаковом давлении, после чего онределяют разность высот образцов, полученных в пресс-форме и па плите, и по отношению разности высот к высоте нолученного в прессформе образца определяют текучесть материала.
ширяющийся уклон в направлении прессрваппя.
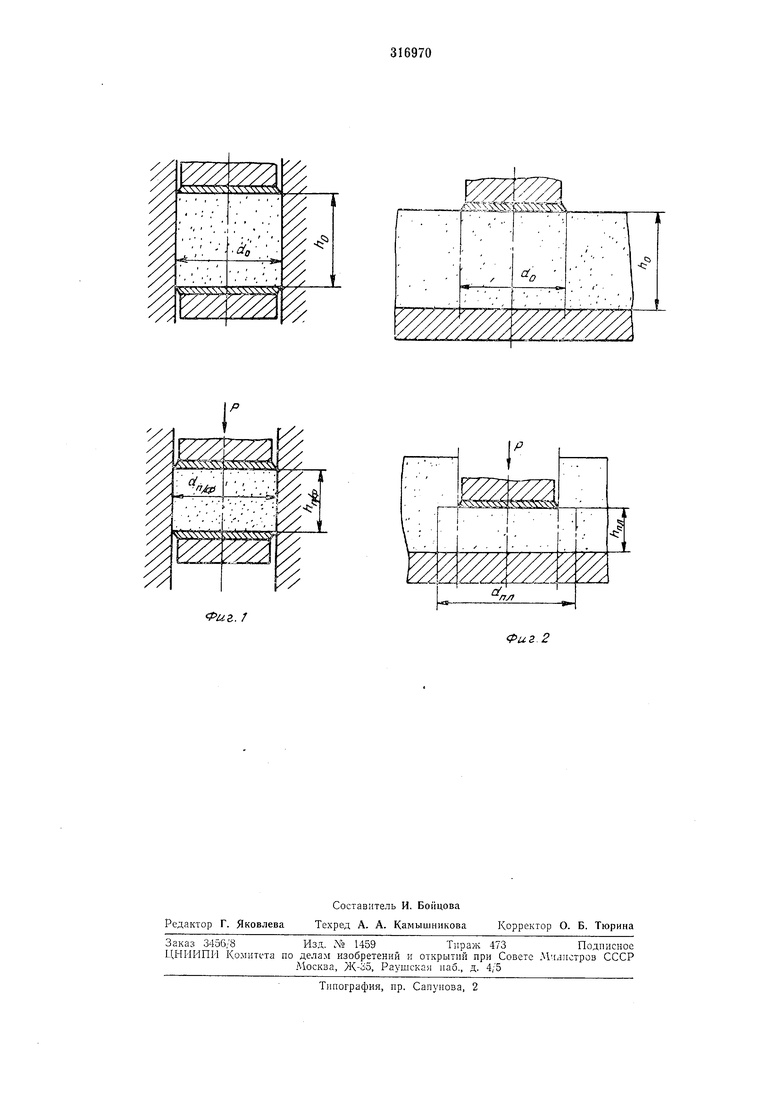
Из одного и того же сыпучего материала прессует как .минимум два образца. На фиг. 1 показано прессование образца, где в замкнуто.м объеме жесткой пресс-формы частицы материала могут перемещаться только в осевом направлеппп (в паправлении прилол-сенпой нагрузкп). На фиг. 2 - прессование на укесткой плите без стенок, где частицы материала могут перемещаться как в осевом, так и в радиальном направлении в зависимости от свойств материала.
На фигурах дапы следующие обозначения:
/I - высота образца;
d - дпалштр образца в плане;
Р - удельное давление прессования;
индекс О относится к засыпке (начальные условия);
относится к размерам образца, отпрессованного в пресс-форме;
ti.i относнтся к раз.мерам образца, отпрессозанного па плите без стенок.
Образцы прессуют с одинаковой высотой засыпки и насыпным весом до одинакового удельного давления и, следовательно, до одинакового объемного веса. Нри этом окончательный вес, объем н высота второго образца будут меньше, чем первого, так как часть материала прп прессовании уйдет в стороны.
Чем больше текучесть материала, тем меньше будет высота второго образца и будет больше разность образцов /Ыф-/ пл.
Отношение этой разиости к высоте первого образца йп/ф количественно характеризует собой текучесть
уА„
Для идеальной жидкости /iiia 0; . Для идеального твердого тела АП/Ф йил Т 0. Таким образом, .
Текучесть является безразмерной величиной. Например, материал, у которого Т 0,4, является более текучим, чем материал, у г:оторого Г 0,3. Если при какой-либо нагрузке Г 0,3, то это означает, что 0,3 веса материала, находяш,егося под штампом, может переместиться в стороны из-под штампа, а 0,7 веса материала останется под штампом.
Чтобы исключить влияние внешнего трення материала о стенки нресс-фор: 1Ы, степки могут иметь небольшой (до 1°) расширяюшийся уклон в направлении прессования. Высоту образца можно измерить гораздо точисе, чем размеры в плане, так как при прессовапии на плите нет четкой границы образца в плане.
Чтобы на двух образцах получить зпачеиия текучести в широком диапазоне нагрузок.
прессование образцов можно выполнять па прессе, пмеюшем диаграмное устройство для автоматической записи осадки образцов по давлению. В этом случае получают графически две кривые нрессованпя, но которым могут быть вычис тены значения текучести для любого давления прессования и построен график измеиепия текучести в зависимости от давления прессования.
....
Предмет изобретения
1.Способ измерения текучести сыпучего материала, нанример огнеупорного, путем уплотнеипя его и сравнения высот иолучекпых образг1,ов, отличающийся тем, что, с целью повышеипя точности измерения, в ирессформу и на жеспсую плиту без стенок насыпают материал с одинаковыми высотой и объемиым весом засыпки, прессуют из него
образцы при одипаковом давлении, после чего определяют разность высот образцов, получеииых в пресс-форме и па плите, и по отпоикпию разности высот к высоте полученного в пресс-форме образца определяют тскучесть материала.
2.Способ по п. 1, отличающийся тем, что, с целью комионсацни сил внешнего трения, используют пресс-форму, пмеющую расширяющийся уклон в направлении прессования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования | 1975 |
|
SU657989A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 1998 |
|
RU2147520C1 |
| Способ изготовления крупногаба-РиТНыХ лиТЕйНыХ фОРМ удАРОМ | 1979 |
|
SU816668A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ОТЛИВОК С ПРИМЕНЕНИЕМ САМОТВЕРДЕЮЩИХ СМЕСЕЙ С ПОСЛЕДУЮЩИМ УПЛОТНЕНИЕМ НАПОЛНИТЕЛЬНЫМ СОСТАВОМ | 2007 |
|
RU2374030C2 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ГЕНЕРАЦИИ УПОРЯДОЧЕННЫХ СТРУКТУР В ОТКРЫТОЙ СИСТЕМЕ ПРИ ИЗГОТОВЛЕНИИ ИЗДЕЛИЙ ИЗ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2240895C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1994 |
|
RU2116865C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУРНО-ОРИЕНТИРОВАННОЙ ДРЕВЕСНО-СТРУЖЕЧНОЙ ПЛИТЫ | 2017 |
|
RU2728666C2 |
| СПОСОБ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 2000 |
|
RU2219013C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ ПОЛОСТЕЙ В ФОРМОВОЧНОЙ СМЕСИ | 1992 |
|
RU2026128C1 |
Риг 2
