Изобретение относится к литейному производству, в частности к изготовлению разовых литейных форм.
Известно техническое решение (Орлов Г.М. Автоматизация и механизация процесса изготовления литейных форм. - М.: Машиностроение, 1988. - С. 121), в котором предлагается уплотнять формовочную смесь вибропрессованием, т.е. при уплотнении формовочную смесь одновременно подвергают прессованию и воздействию вибрации.
Недостатками способа являются: наличие дорогостоящего пресса, неравномерное распределение плотности в горизонтальных слоях формы, а также неудоплотнение формовочной смеси в поднутрениях модели.
Данный недостаток устраняется изобретением, сущность которого заключается в использовании закона Паскаля, т.е. силы тяжести текучей смеси для ее уплотнения.
Технический результат, получаемый при осуществлении изобретения, заключается в получении литейных форм с одинаковым распределением плотности в горизонтальных плоскостях при любой сложности рабочей поверхности и исключения из технологического процесса пресса.
Существенные признаки, характеризующие изобретение.
Ограничительные: формовочную смесь уплотняют посредством засыпки последней в опоку с последующим виброуплотнением.
Отличительные: засыпку формовочной смеси осуществляют через трубку-питатель, установленную в крышке, накрывающую опоку со стороны контрлада, при этом высота трубки питателя подбирается таким образом, чтобы давление, оказываемое столбом смеси, находящимся в трубке-питателе, было достаточным для получения технологически необходимой плотности формовочной смеси в опоке.
Способ осуществляется следующим образом.
Опоку в сборе с подмодельной плитой и моделью накрывают со стороны контрлада крышкой с вмонтированной в нее трубкой-питателем. Собранную оснастку устанавливают на вибростол. После чего через трубку-питатель начинают заполнять опоку формовочной смесью с одновременным включением вибростола. В результате высокочастотных колебаний вибростола и оснастки формовочная смесь, поступающая в опоку, заполняет весь объем опоки и поднутрения модели. По мере заполнения опоки и последующего заполнения питателя происходит возрастание давления, т.е. сжатие смеси, внутри опоки в соответствии с законом Паскаля, поскольку смесь при воздействии на нее вибрации приобретает свойство текучести, аналогичное текучести воды. В соответствии же с этим законом (давление в любой точке жидкости передается во всех направлениях одинаково) плотность смеси в горизонтальных сечениях формы, уплотненной таким способом, будет одинаковой.
Желаемая плотность формовочной смеси будет определяться высотой засыпки формовочной смеси в трубку-питатель. Увеличение высоты столба смеси в трубке-питателе будет прямо пропорционально увеличивать давление, оказываемое на формовочную смесь в опоке.
Изобретение поясняется графически, где на чертеже показана схема его реализации.
Опоку 1 с подмодельной плитой 2 и моделью 3 накрывают крышкой 4 с вмонтированной в нее трубкой-питателем 5. Собранную оснастку устанавливают на вибростол 6. После включения вибростола 6 в опоку 1 подают формовочную смесь 7 через трубку-питатель 5. В результате высокочастотных колебаний вибростола формовочная смесь 7 приобретает повышенную текучесть, что позволяет равномерно уплотнить как весь объем опоки 1, так и поднутрения 9 модели 3. Желаемая степень уплотнения определяется уровнем 8 формовочной смеси в трубке-питателе 5, а не давлением прессования, как в способе-прототипе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм и модель для его осуществления | 1979 |
|
SU931275A1 |
| Способ изготовления литейных форм | 1989 |
|
SU1764775A1 |
| Способ изготовления литейных форм "процесс ВМ-3 | 1980 |
|
SU952414A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1979 |
|
SU772685A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ЛИТЕЙНЫХ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ САМОТВЕРДЕЮЩИХ СМЕСЕЙ | 2010 |
|
RU2486987C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038893C1 |
| СПОСОБ ВЫПОЛНЕНИЯ ГАЗООТВОДНЫХ КАНАЛОВ В ЛИТЕЙНОЙ ФОРМЕ | 2019 |
|
RU2704776C1 |
| Способ изготовления литейных форм | 1980 |
|
SU910317A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ | 1991 |
|
RU2017564C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
Изобретение может быть использовано в машиностроении, в частности в литейном производстве. Формовочную смесь засыпают в опоку через трубку-питатель, установленную в крышке, накрывающей контрлад опоки. Во время засыпки смеси на оснастку воздействуют вибрацией. Смесь приобретает повышенную текучесть аналогично текучести воды. Уплотняется смесь за счет давления столба смеси, находящегося в трубке-питателе, распространяющегося на весь объем формы. Обеспечивается повышение качества формы за счет равномерного уплотнения всего объема смеси. 1 ил.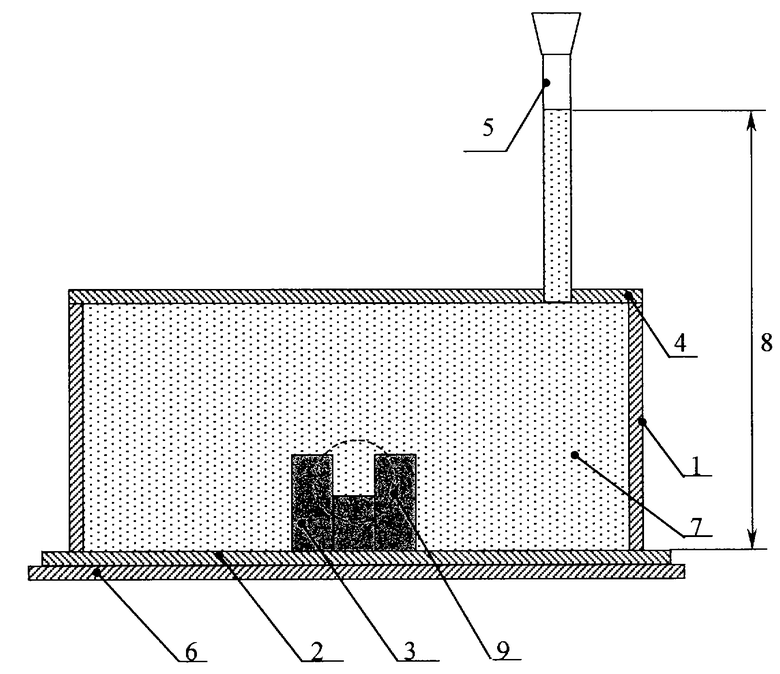
Способ уплотнения формовочной смеси, включающий засыпку формовочной смеси в опоку с последующим виброуплотнением, отличающийся тем, что засыпку формовочной смеси осуществляют через трубку-питатель, установленную в крышке, накрывающей опоку со стороны контрлада, при этом высоту трубки-питателя подбирают таким образом, чтобы давление, оказываемое столбом смеси, находящимся в трубке-питателе, было достаточным для получения технологически необходимой плотности формовочной смеси, находящейся в опоке.
| Орлов Г.М | |||
| Автоматизация и механизация процесса изготовления литейных форм | |||
| - М.: Машиностроение, 1988, с | |||
| Ребристый каток | 1922 |
|
SU121A1 |
| Электромеханическая двухпоточная трансмиссия | 1987 |
|
SU1428603A1 |
| ТРУБЧАТО-КОЛЬЦЕВАЯ КАМЕРА СГОРАНИЯ ГАЗОВОЙ ТУРБИНЫ | 1998 |
|
RU2151960C1 |
| DE 3445936 A1, 26.06.1986. | |||

