1
Изобретение относится к изготовле нию сотовых конструкций из тонких пленочных материалов.
Известен способ изготовления сотовых конструкций, включающий нанесение на материал соединительных полос, резку его на полосы в поперечном направлении, наложение полос друг на друга и соединение их 1.
Недостаток способа - низкое качество во сотовой конструкции из-за неравномерного прогрева полос пакета при их соединении. ,
Наиболее близким решением.является способ изготовления сотовых кон- 15 струкций из длинномерных материалов, включающий нанесение на обе стороны материала в шахматном порядке соединительных полос, расположенных в поперечном направлении, гофрирование 20 материала в продольном направлении, соединение его в местах нанесения полос, резку гофрированного материэ да на полосы и растяжение в поперечном направлении 2.25
Недостаток указанного способа заключается в том, что при гофрировании материала путем его скольжения по граням неподвижных гребенок из-за трения материгша о грани возможно
нарушение целостности нанесенных соединительных полос; также в том, что в процессе соединения происходит неравномерный прогрев неразрезанного гофрированного материала, что снижает качество готовых конструкций. Кроме того, при резке гофрированного материала на полосы путем удаления ребер гофр имеют место отходы материала.
Цель изобретения - повышение качества сотовой конструкции из тонкого пленочного материала и экономия материгша.
Указанная цель достигается тем, что в способе изготовления сотовых конструкций из длинномерных материалов, включающем нанесение на обе стороны материала в шахматном порядке соединительных полос, расположенных в поперечном направлении, .гофрирование материала в продольном направлении, соединение его в местах нанесения полос, резку гофрированного материала на полосы и растяжение в поперечном направлении, резку на полосы осуществляют перед операцией соединения по ребрам гофрированного материала, а после соединения материалу сообщают колебательные движения в поперечном направлении, при
в процессе гофрирования .и растяжения материал обдувают направленным потоком нагретого газа. Газ при обдуве материала в процессе гофрирования разогревают до температуры соедине.ния. Газ при обдуве материала в процессе растяжения разогревают до температуры стабилизации сотовой конструкции.
Обдув материала при его гофрироваНИИ и растяжении осуществляют от . продольной оси к периферии, подавая газ на поверхность материала по синусоидальному закону.
Такое осуществление способа обеспечивает получение качественной сотовой конструкции.
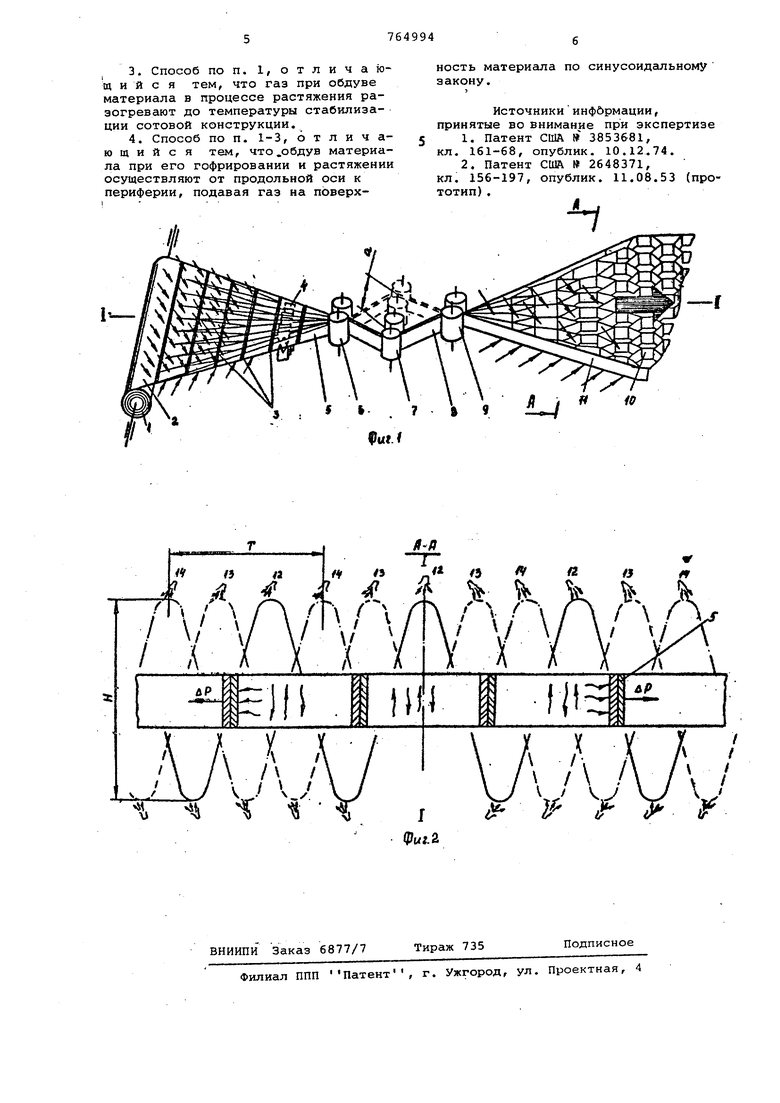
На фиг. 1 изображена упрощенная схема устройства, реализующего спосо изготовления сотовой структуры; на фиг. 2 - разрез А-А на фиг. 1, со схемой обдува растягиваемого пакета.
Способ изготовления сотовых конструкций из длинномерных материалов заключается в следующем.
Из рулона 1 подается материал 2 с предварительно нанесенными сверху и снизу в шахматном порядке в поперечном направлении роединительными полосами 3 и гофрируется на сходящихся гранях гребенки (на чертеже не изображены).
После оформления гофр на гранях гребенки, установленные за гранями сверху и снизу ножи 4 разрезают материал по ребрам гофр на отдельные полосы 5. В процессе гофрирования материал 2 обдувают, например через сопла, сверху и снизу потоком газа, чтобы, во-первых, уменьшить трение материала 2 о грани гребенки,во-вто рых, выравнять возможные складки ма териала 2, и в третьих, чтобы разогреть его до температуры соединени лент 5 в местах нанесенных полос 3, для чего газ при обдуве разогревают до необходимой температуры.
Далее разогретые ленты 5 соединяются прижатыми роликами б и попадают в блок роликов 7, сообщающий колебательное движение полученному пакету 8 в поперечном направлении с амплитудой , чтобы оборвать случайные, связи соседних полос. Пакет 8 поступает в блок роликов 9 и растягивается в поперечном направле
НИИ.
При растяжении пакета 8 начинает последовательно оформляться сотовая конструкция 10.
В процессе растяжения возможно повреждение конструкции 10 в местах соединения и самих полос, особенно .крайних 11, за которые I захватывсиот пакет 8.
Поэтому пакет 8 и получаемую конструкцию 10 обдувают в процессе направленным потоком газа,
например через сопла 12, 13, 14 снизу и сверху по принципу бегущей волны от продольной оси 1-1 к периферии по синусоидальному закону, причем период Т (фиг. 2) и амплитуду Н волны регулируют до устранения возможных перекосов структуры 10,
Газ при обдуве разогревают до температуры стабилизации, а скорость продольного перемещения материала 2 регулируют время, необходимое для стабилизации.
Для инициирования процесса растяжения поток газа направляют частично сквозь ячейки конструкции 10, частично в направлении от продольной оси 1-1 к. его периферии так, чтобы давление потока газа лР на продольные грани ячеек способствовало растяжению. Сопла 12, 13 и 14 наклонены от оси 1-1 к периферии и степенью их наклона регулируют величину &р.
Принцип бегущей волны реализуется следующим образом.
Вначале подают газ через сопла .12 затем, уменьшая подачу через сопла 12, начинают подавать его через сопла 13, прекращают подачу газа через сопла 12 и в полную силу подают через сопла 13, уменьшают подачу через сопла 13 - начинают подачу через сопла 14 и т.д. Количество подаваемого газа характеризует амплитуду Н волны, а период Т - частоту повторений подачи газа через одно и то же сопло
Предлагаемый способ обеспечивает повышение качества сотовых конструкций из тонких пленочных материалов, исключаем; отходы материала.
Формула изобретения
1.Способ изготовления сотовых конструкций из длинномерных материалов, включающий нанесение на обе стороны маТериала в шахматном порядке соединительных полос, расположенных в поперечном направлении, гофрирование материала в продольном направлении, соединение его в местах нанесения полос, резку гофрированного материала на полосы и растяжение в поперечном направлении, о т л и ч а ю щ и йс я тем, что, с целью повышения качества сотовой конструкции из тонког пленочногоМатериала и экономии материала, резку на полосы осуществляю перед операцией соединения по ребрам гофрированного материала, а после соединения материалу сообщают коле,бательные движения в поперечном направлении, причем в процессе гофриро.вания и растяжения материал обдувают направленным потоком нагретого, газа. 2. Способ по п. 1, отличающийся тем, что газ при обдуве материала в процессе гофрирования разогревают до температуры соединения.
3.Способ по п. 1, отличающ и и с я тем, что газ при обдуве материала в процессе растяжения разогревают до температуры стабилизации сотовой конструкции.
4.Способ по п. 1-3, отличающийся тем, что.обдув материала при его гофрировании и растяжении осуществляют от продольной оси к периферии, подавая газ на поверхность материала по синусоидальному
закону.
)
Источники инфбрмации, принятые во внимание при экспертизе 1. Патент США 3853681, кл. 161-68, опублик. 10.12.74.
2. Патент США № 2648371, кл. 156-197, опублик. 11.08.53 (прототип) .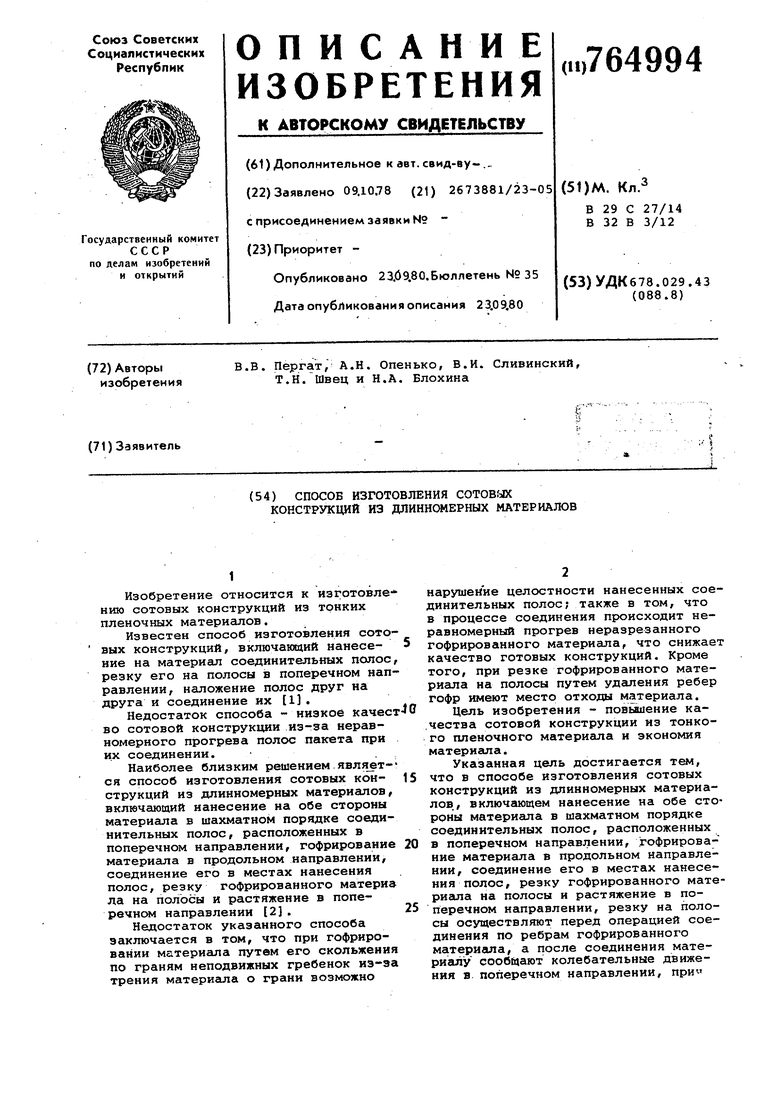
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ СОТОВЫХ СТРУКТУР И КОНСТРУКЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2126875C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННОЙ СОТОВОЙ СТРУКТУРЫ | 1994 |
|
RU2112119C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
| Способ получения деформируемого сотового заполнителя | 1977 |
|
SU742167A1 |
| Штамп для продольного гофрированияпОлОСы | 1979 |
|
SU804129A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1995 |
|
RU2081267C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ МЕТОДОМ СКЛЕИВАНИЯ | 1995 |
|
RU2094237C1 |
| Способ изготовления сотового заполнителя | 1988 |
|
SU1636096A1 |
| Способ изготовления сотового заполнителя | 1984 |
|
SU1222368A1 |
| СПОСОБ ПРОИЗВОДСТВА МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ С КОМБИНИРОВАННОЙ СТРУКТУРОЙ | 2008 |
|
RU2356729C1 |