459)
части приспособления вместе с зажатым в нем изделием вниз и вверх произво,дится вращением винтов 4 при помощи :истемы конических зубчаток /7, приводимых от руки, при посредстве маховичков J8, или от мотора. В последнем случае к колонкам 5 прикрепляются кронштейны для установки моторов. На колонках сбоку наносятся деления, а к ползунку-гайке 8 прикрепляются стрелочки ,,для того, чтобы можно было установить правильно ось вращения средней части приспособления. Для поворота изделия вокруг оси служат червячные колеса 10, приводимые во вращение при помощи червяка 7/ от руки или от мотора. Червяк вращается в подшипниках /2, укреппленных на кронштейнах 13, Последние представляют одно целое со вторым ползуном-гайкой 14, сидящим на том же винте 4 стоек 23. Таким образом при «ращении винтов 4 оба ползуна поднимаются или опускаются на одну и ту же высоту, и червяк не выходит из зацепления с червячным колесом.
Работа приспособления состоит в сле,дующем: на сварочный стол-плиту 24 по ОСИ приспособления укладываются оба пояса балки. Центрировка поясов и закрепление их на месте производится «обыкновенными упорами и нажимными планками. Один из шарнирных болтов одной из зажимных балок вынимается « балка отводится в сторону настолько, чтобы поданная краном вертикальная ,тенка балки могла войти между нажимадыми балками 20. Опустив вертикальную стенку на лежащие на плите пояса, закрывают обратно отодвинутую нажимную балку, вставляют вынутый щарнИрный олт и зажимают вертикальную стенку при помощи винтов 21 и нажимных планок 19. Ось нажимных балок 20 должна Совпадать с линией центра тяжести бал.«и. Так как раньше приваривается пояс с одной стороны, то это должно быть Зачтено при определении высоты положения оси нажимных балок. Эта высота отмечается мелком на колонках опорных :тоек 23. Правильность зажима значиельно облегчает поворот балки для приварки второго пояса. Точность положе«ия вертикальной стенки по отношению ж поясу проверяется шаблоном (осевое юложение) и угольником (прямой угол
между элементами). После проверки правильности установки вертикальной стенки поворотом винтов 4 прижимают ее к поясу и начинаиэт сварку. Проварив швы, соединяющие стенку с поясом, освобождают планни прижимающие пояС к сварочной плите 24, поднимают балку вращением винтов 4 настолько, чтобы можно было повернуть ее вокруг оси, а затем поворачивают ее на 180° и опускают вертикальную стенку на второй поясной лист, уложенный на столе одновременно с первым листом для того, чтобы сократить время на проверку правильности положения пояса и сократить время простоя автомата. Правильность положения вертикальной стенки по отношению к поясу проверяется так же, как и в первом случае, после чего 1роизводится сварка элементов. Если балка имеет два поясных листа с обеих сторон, то это нисколько не меняет дела. Обыкновенно эти поясные листы располагаются уступами для удобства сварки, а потому в таком же положении они располагаются на сварочном столе, т. е. в самом низу лежит широкий поясной лист, вторым идет узкий, за ним опять широкий, а четвертым-опять узкий. Правильное расположение этих листов на сварочном столе никаких затруднений не представляет. В данном случае, провариваются сначала швы, соединяющие оба поясных листа, а потом швы, соединяющие пояса с вертикальной стенкой. Для того, чтобы облегчить поворачивание нажимных балок на шарнире, к последним приварены с обеих сторон планки 25 с просверленными в них дырами, а к стойкам шарнирно прикреплены тяги б. Последние своими загнутыми концами вставляются в одну из планок перед тем, как открыть нажимные балки 20. Этим разгружается шарнирное соединение балок 20 с опорным подшипником. В виду того, что одна из нажимных балок 20 всегда остается на месте, положение опорных подшипников получается вполне надежным.
Предмет изобретения.
Приспособление для зажимания и поворота свариваемых двутавровых балок и тому подобных изделий, снабженное
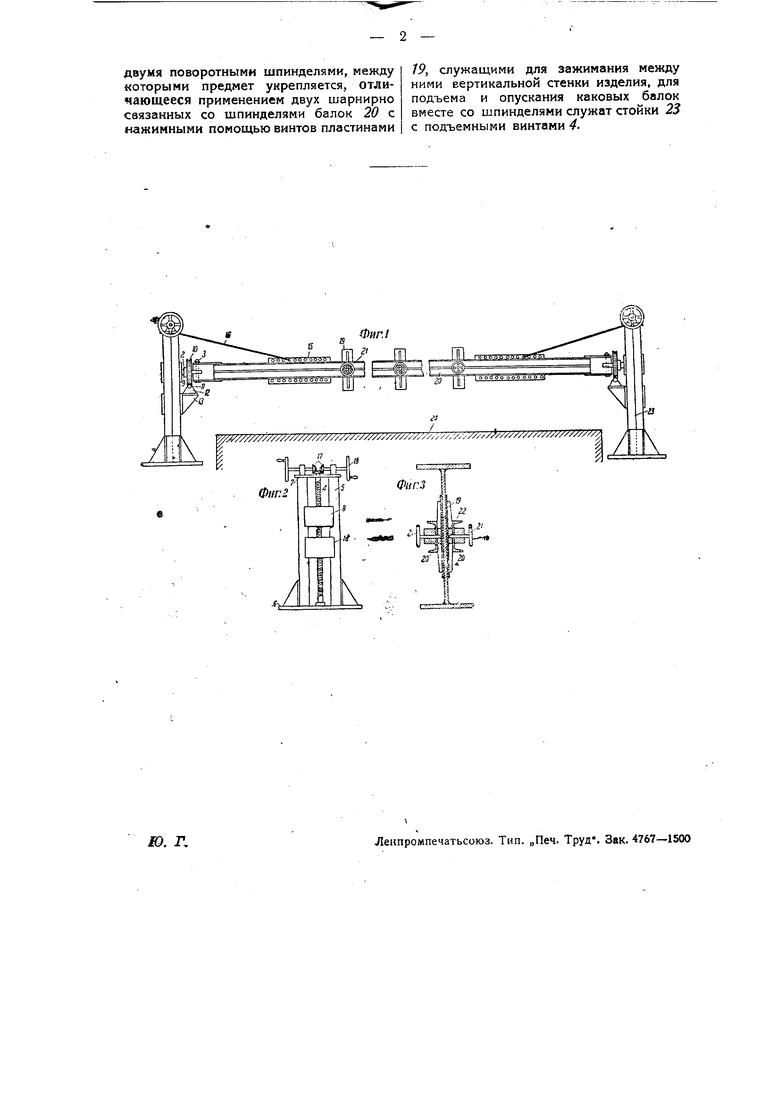
двумя поворотными шпинделями, между «оторыми предмет укрепляется, отличающееся применением двух шарнирно связанных со шпинделями балок 20 с нажимными помощью винтов пластинами
19, служащими для зажимания между ними вертикальной стенки изделия, для подъема и опускания каковых балок вместе со шпинделями служат стойки 23 с подъемными винтами 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного изготовления двутавровых балок | 1947 |
|
SU83709A1 |
| Устройство для изготовления, наполнения и закрывания мешков | 1991 |
|
SU1838194A3 |
| Металлическая ортотропная плита пролетного строения моста и способ ее изготовления | 1985 |
|
SU1268658A1 |
| СПОСОБ МОНТАЖА СТАЛЬНОЙ БАЛКИ ПРОЛЕТНОГО СТРОЕНИЯ МОСТА | 2003 |
|
RU2230851C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| Кантователь для сварки балок | 1980 |
|
SU927473A1 |
| Рама контейнеровоза и способ ее сборки | 1991 |
|
SU1776241A3 |
| Установка для сварки внутренних и наружных швов отводов трубопроводов | 1981 |
|
SU996150A1 |
| Машина для многоточечной контактной сварки | 1977 |
|
SU931093A3 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |