Изобретение относится к устройствам для установки изделий в положение, удобное для сварки, и может найти применение при сварке длинных, крупногабаритных по сечению балок (коробчатых и двутавровых), таких как главные балки мостовых электрических кранов, длина которых достигает 50 м а масса более 60 т. Известен кантователь, содержаищй опору с V-образной поворотной рамой, оснащенной регулируемьаш опорами для изделия 1. Однако такой кантователь не обеспечивает сварки всех швов изделия без его переустановки, что снижает производительность . Известен также кантователь для сварки, содержащий стойки с .опорными роликами и установленную на роликах поворотную кольцевую раму, выполненну в виде полукольцевой и двух откидных секций с зажимами для изделияL&J. Однако при кантовании изделия рам образует замкнутое кольцо, что препятствует выполнению непрерывного шва по всей длине изделия, требует переустановки изделия и снижает прои водительность. Наиболее близким к предлагаемому по технической сзпцности и достигаемому результату является кантователь для сварки Ъалок, содержащий стойку с полукольцевой направляющей, опорные ролики и установленную на стойке поворотную раму с зажимами и регулируег. №лми упорами для изделия 3. В известием кантователе на поворотной peiMe дополнительно смонтирован поворотный стол для балки, что усложняет конструкцию, кроме того кантовав тель имеет низкую производительность из-за двойной кантовки изделия за счет предварительного поворота стола с изделием гидроцилиндрами, а также за счет поворота рамы вместе со столом и изделием. При этом манипуляции с поворотным столом проводятся дважды (предварительный noBojpOT изделия на угол 45° . по часовой стрелке и на 90° против часовой стрелки), на что затрачивается значительное количество дополнительного времени. Целью изобретения является упрощение конструкции и повышение производительности путем исключения холостого поворота балок.
С этой целью в кйчтователе для сварки балок, содержащем стойку с полукопьцевой направляющей, опорные ролики и установленную на стойке поворотную раму с зажимами и регулиемыми опорами для изделия, поворотная рама 5 выполнена в виде полукопьцевой и двух поворотных в.плоскости поворота рамы секций, а регулируемые опоры смонтированы на поворотных секциях, при этом кантователь оснащен фиксаторами 10 поворотных секций, выполненными в виде упоррв, закрепленных на стойке, замков, смонтированных на полукольцевой секции поворотной рамы, установленной на каждой откидной секции пру-15 жины с защелкой, взаимодействующей с замком, и штока, взаимодействующего с указанной пружиной и соответствующим упором стойки.
Кроме того опорные ролики закреп- 2Q лены на полукольцевой и поворотных секциях рамы и установлены в полукольцевой направляющей стойки.
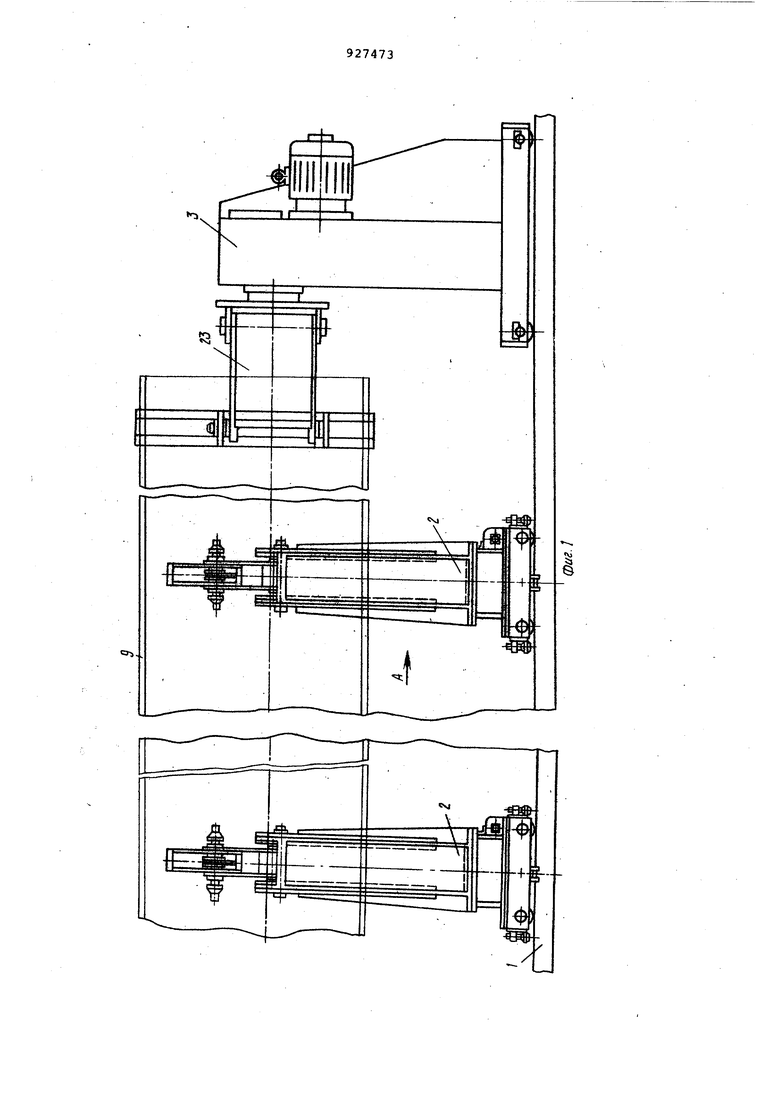
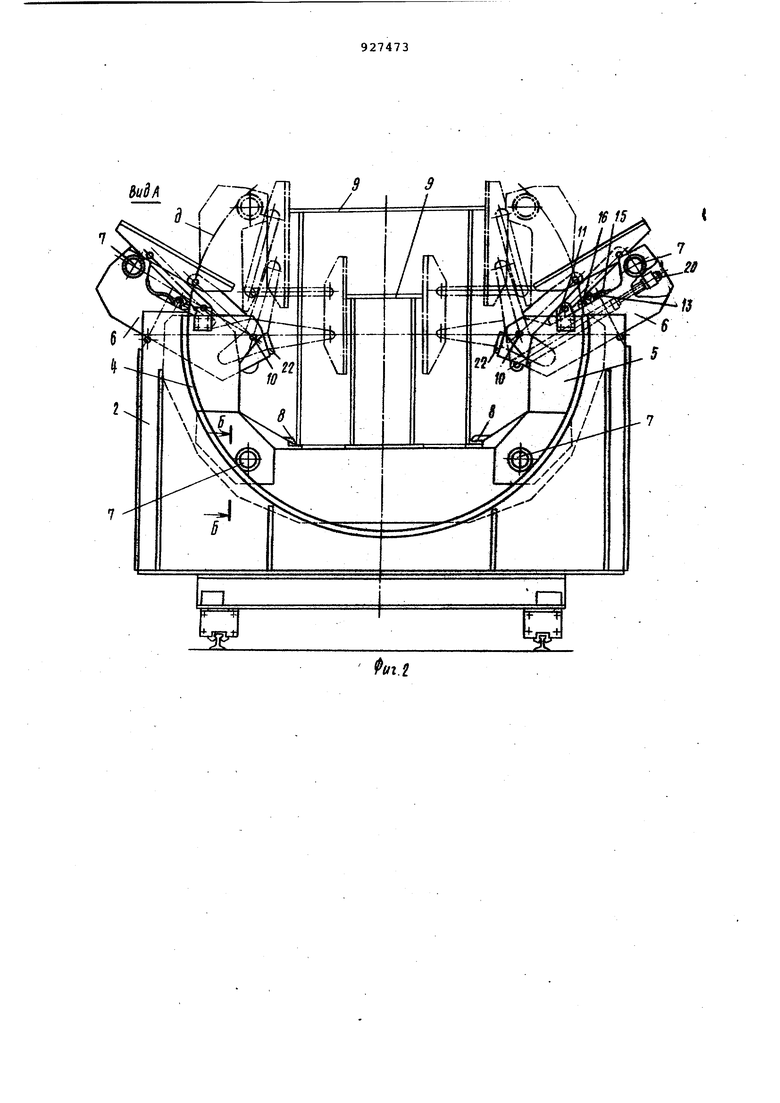
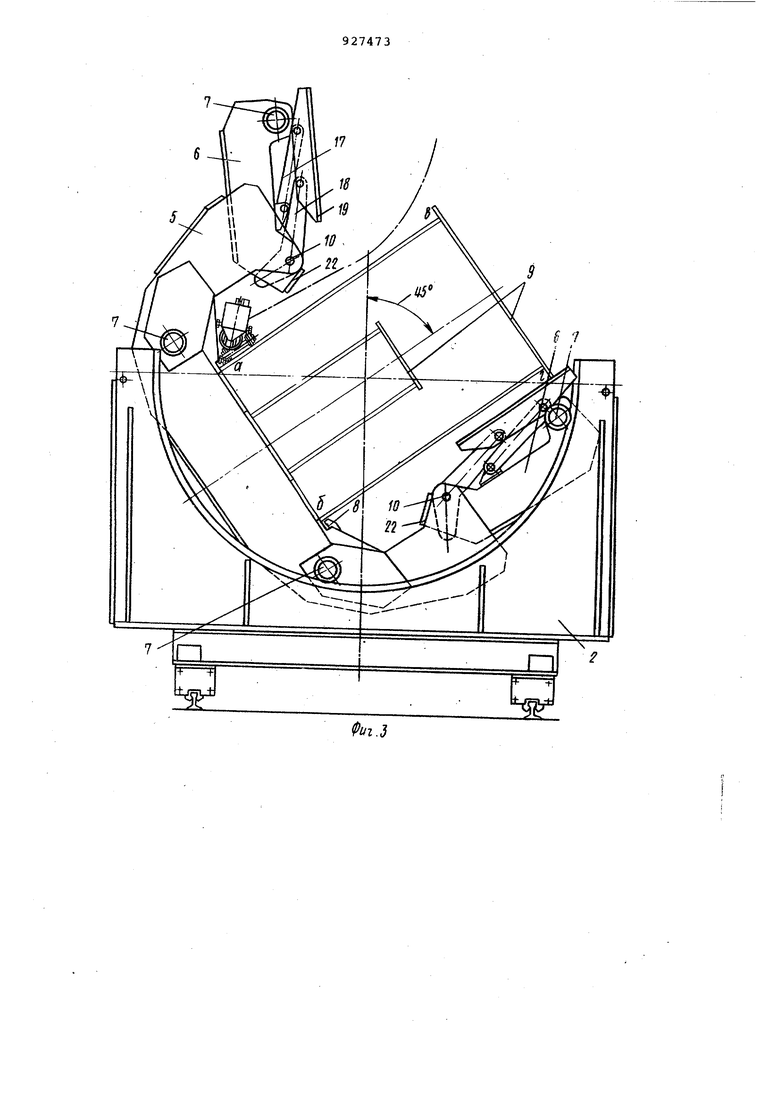
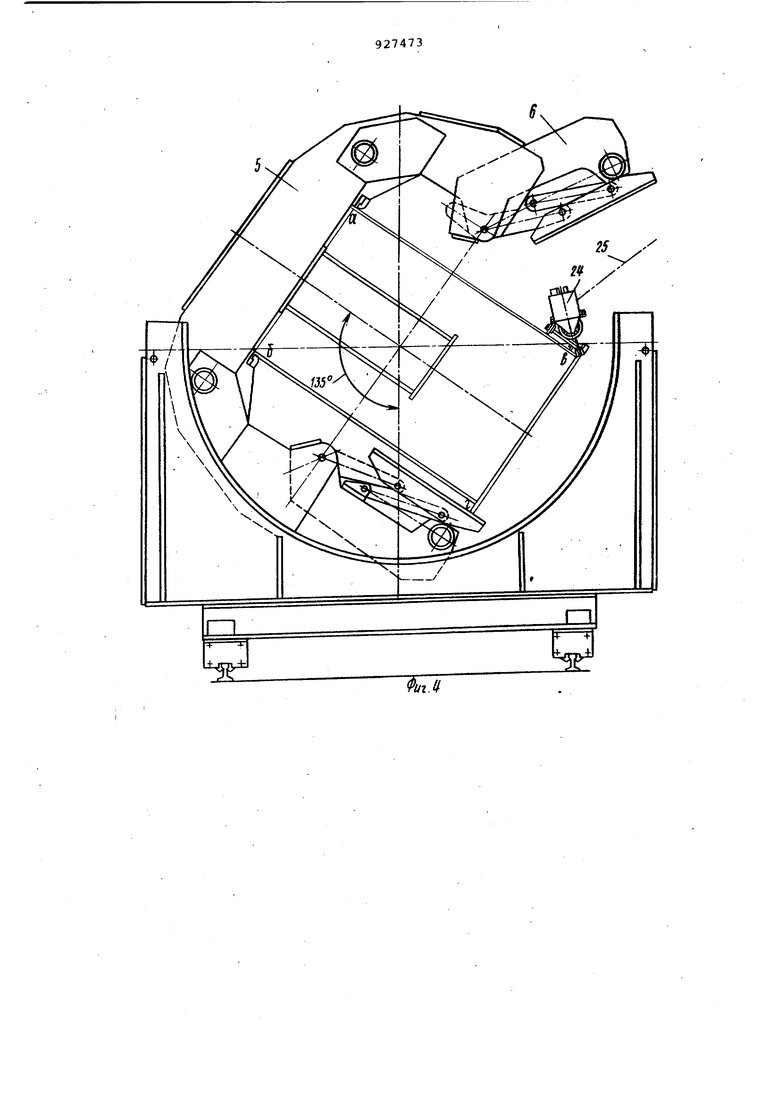
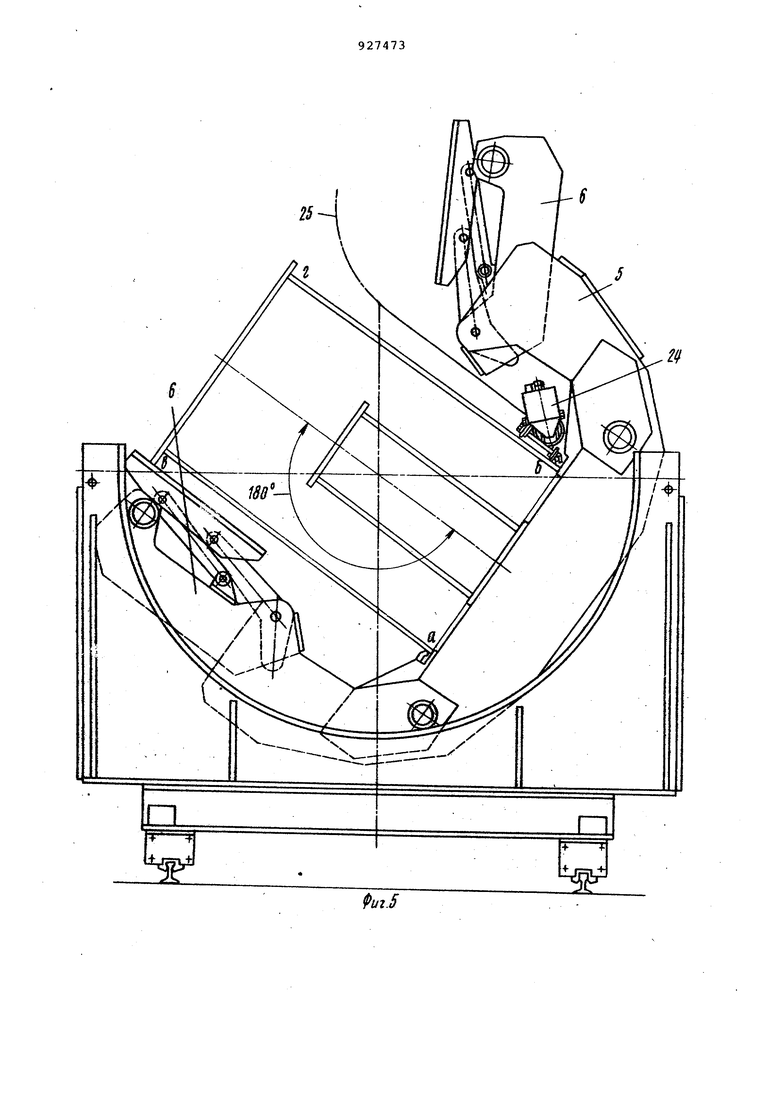
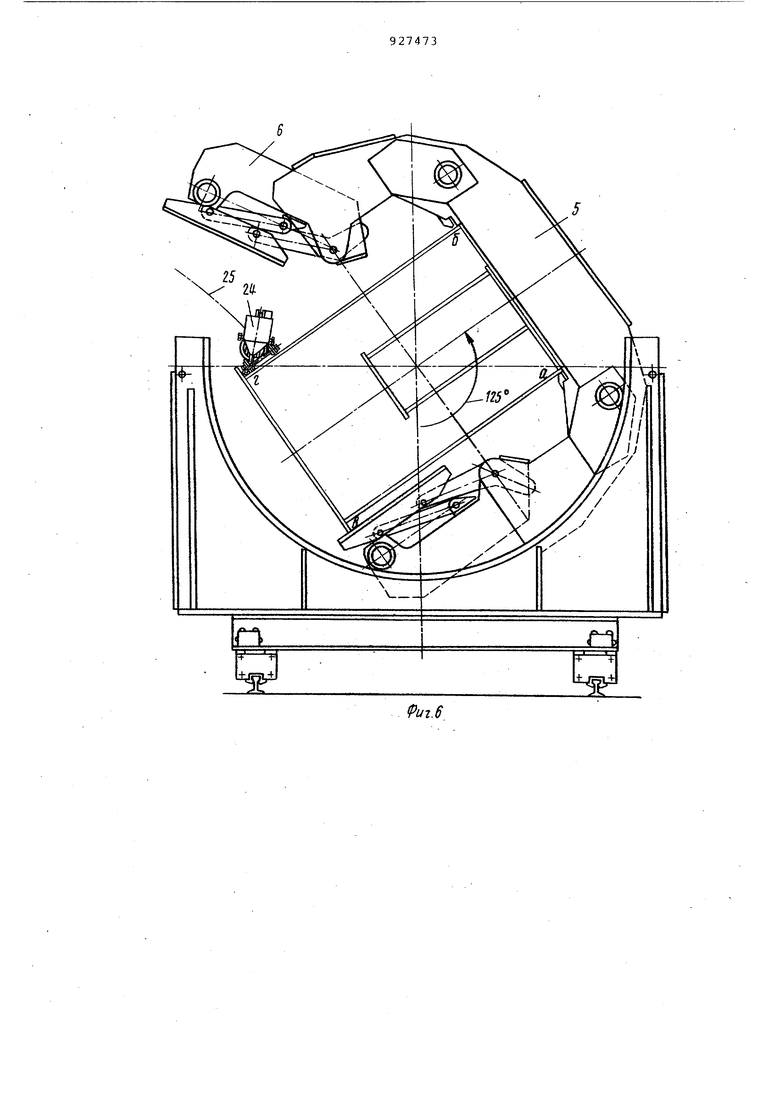
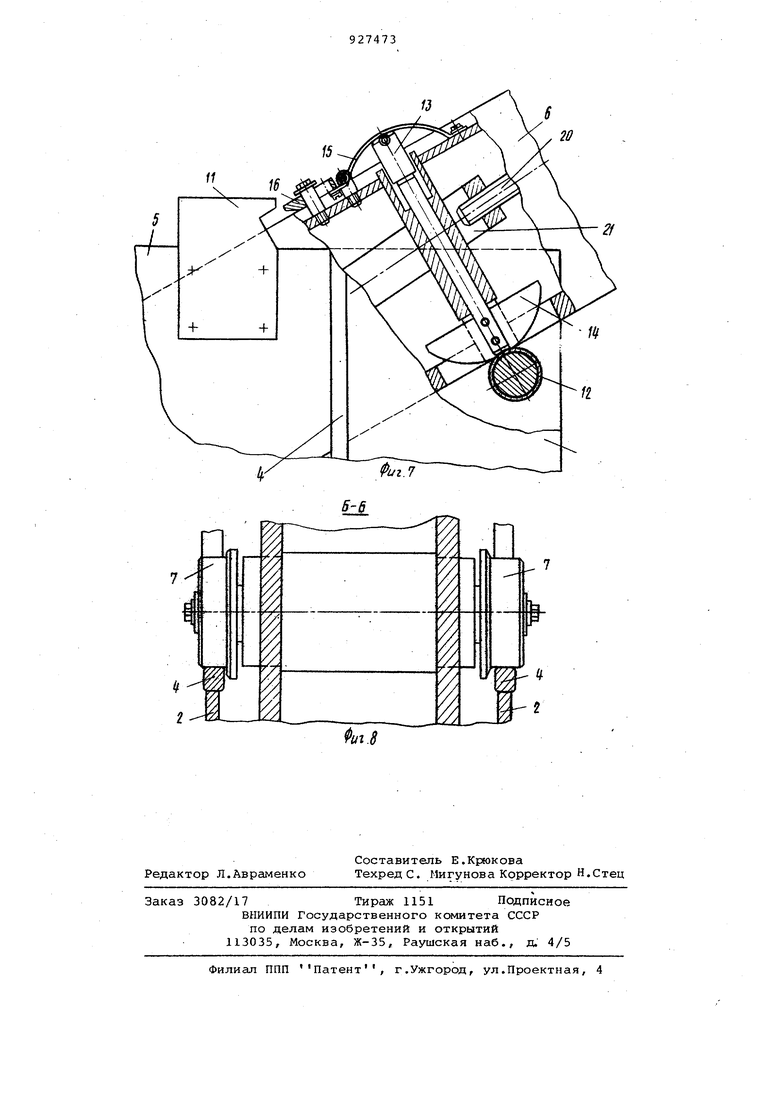
На фиг.1 изображен кантователь; на фиг.2 - вид А на фиг.1, в положении 25 загрузки балки; на фиг. 3, 4, 5 и 6 то же, в положении сварки различных швов; на фиг.7 - фиксатор; на фиг.8 разрез Б-Б на фиг.2.
Кантователь для сварки балок со- держит основание 1 с подвижными стой- ками 2 и приводом-вращателем 3. На полукольцевые направляющие 4 стоек 2 установлены с возможностью свободного перекатывания поворотные рамы, выполненные в виде полукольцевой секции 5 35 и двух поворотных секций 6.
Секции 5 и 6 снабжены попарно . опорными роликами 7, которые установлены равноудаленно друг от друга. На секции 5 смонтированы зажимы 8 для -40 балки 9. Секции б установлены на осях iO секции 5 .
Кантователь содержит фиксатор поэоротмых секций, выполненный в виде замка 11, установленного на секции 5,45 упора 12, закрепленного на стойке 2 и смонтированных на поворотной секции 6 штока 13 с полукруглой упорной пятой 14 и пружины 15 с защелкой 16.
Кроме того, на секциях 6 шарнирно Q закреплен -,1 на паргитлельных рычагах 17 и 18 плоские регулируемые опоры 19, устанавливаемые на нужную ширину 9 иимтом 20 . Винт 20 связан посредством тяги 21 с рычагами 17 и 18, , позволяющими устанавливать плоскости огюр 19 параллельно оси балки 9 нез висимо от ее ширины. В нижней части секции б имеется ограничительный упор 22.
При вод-вращатель 3 оснащен смонтированным на шпинделе раздвижным ° захватом 23 для балки 9. Под 24 обозначена сварочная головка со шлангами 25 .
Кантователь работает следующим образом.65
Стойки 2 с поворотными рамами устанавливаются на основании 1 равномерно так, чтобы кантуемая балка 9 укладывалась на стойки полукольцевых секций. Укладывают эту балку на полукольцевые секции 5 и закрепляют зажимами 8 за нижние пояса балки 9. Затем устанавливают по указателям винтами 20 опоры 19 на требуемую ширину балки 9, а привод-вращатель 3 по основанию 1 перемещают к торцу балки 9, при этом конец балки должен находиться между щеками захвата 23, установленного заранее на требуемую ширину балки 9.
Включением привода-вращателя 3 поворачивают балку 9 на угол 45 по часовой стрелке, а вместе с ней за счет прижатия зажимами 8 поясов свариваемой балки поворачиваются н.а опорных роликах 7 по направляющим 4 полукольцевые секции 5 При этом верхний пояс балки 9 устанавливается на плоскости опор 19, которые воспринимают на себя нагрузку от массы балкй 9 и предотвращают тем самым отгибку полок нижнего пояса балки 9 от массы изделия при дальнейшем повороте на больший угол.
До момента начала поворота рамы правая {фиг.2) поворотная секция 6 своими стенками опирается на упор 12 стойки 2, при этом под действием силы тяжести секции 6 пята 14 через шток 13 давит на плоскую пружину 15, выгибая ее вверх, тем самым защелка 16 выводится из зацепления с замком 11 рамы.
С момента начала поворота рамы с балкой 9 правая секция 6, скользя сменкой по упору 12, удерживает защелку 16 от зацепления с замком 11 не препятствуя дальнейшему повороту секции 6 и ее выпрямлению.
Левая же секция 6, поворачиваясь вместе с секцией 5, начинает отходит от упера 12. При этом обеспечивается обратный ход щтоку 13 с пятой 14, за счет чего плоская пружина 15 распрямляется и вводит связанную с ней защелку 16 в зацепление с замком 11. Это обеспечивает фиксацию секции 6 с секцией 5 и при дальнейшем поворот рамы она остается зафиксированной от поворота относительно оси 10, образу тем самым незамкнутое пространство между стойкой и плоскими Опорами 19 поворотных секций 6 для свободного прохода проводов и шлангов 25 к сварочной головке 24, благодаря чему обеспечивается непрерывность сварки каждого шва балки 9.
При повороте балки 9 против часовой стрелки работа фиксатора правой секции 6 аналогична описанному.
При дальнейшем повороте секция б поворачивается и выпрямляется до тех пор, пока ограничительные упоры 22 не коснутся поверхности секции 5. Опорные ролики 7 секции 6 при этом оказываются на направляющих 4 стоек 2, а оси опорных роликов рамы и одной из секций находятся на одной прямой. Таким образом, с кгикдой полукольцевой направляющей в рабочем положении взаимодействуют две пары опорных роликов 7, что обеспечивает надежную устойчивость балки 9 при вращении. При повороте системы до угла 45Р балка 9 и ргила занимают положение для сварки шва а (фиг.З), производят сварку шва а. После этого поворачивают по часовой стрелке балку 9 вместе с рамой на угол 90°, т.е. до угла и производят сварку шва в. Затем поворачивают раму и Валку против часовой стрелки на угол 180° и производят сварку шва б (фиг.З). После этого поворачивают балку в ту же сторону на угол 90, т.е. до угла 135° и сваривают шов г. После сварки всех швов поворачиваю балку 9 по часовой стрелке в исходное полсвкение, изображенное на фиг.2 и снимают сваренную балку с кантователя Таким образом предлагаемый кантователь позволяет обеспечить непрерывную сварку всех швов коробчатых балок без их переустановки и дополнительной кантовки промежуточными элементами конструкции кантователя,что значитель но повышает производительность прсщес са сварки и упрощает конструкцию кантователя. Формула изобретения 1.Кантователь Для сварки балок, содержащий стойку с полукольцевой направляющей, опорные ролики и установленную на стойке поворотную раму с зажимс1Ми и регулируемыми onopciMH для изделия, отличающийс я тем, что, с целью повышения производительности путем исключения холостого поворота балок, поворотная рама выполнена в виде полукольцевой и двух поворотных в плоскости поворота рамы секцийf а регулируемые опоры смонтированы на поворотных секциях, при этом кантователь оснащен фиксаторами поворотных секций, выполненными в виде упоров, закрепленных на стойке, замков, смонтированныхна полукольцевой секции поворотной рамы, установленной на каждой поворотной секции пружины с защелкой, взаимодейств1ющей с замком, и штока, взаимодействующего с указанной пружиной йЗ соответствующим упором стойки. 2.Кантователь поп.1, отлич.аю щ и и с я тем, что опорные ролики закреплены на полукольцевой и поворотных секциях рамы и установлены в полукольцевой направляющей стойки. Источники информацииf принятые во внимание при экспертизе 1.Патент ;США 3089598, кл.214-1, 1963. 2.Авторское свидетельство СССР W351662, кл. В 23 К 37/04, 1971. 3.Авторское свидетельство СССР 601104, кл. В 23 К 37/04, 1973 (прототип).
«.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь для сварки балок | 1988 |
|
SU1532257A1 |
| Кантователь для поворота под сварку длинномерных коробчатых изделий | 1988 |
|
SU1655741A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Кольцевой кантователь | 1980 |
|
SU961912A1 |
| Автоматизированная линия для сварки балок коробчатого сечения | 1988 |
|
SU1618559A1 |
| Поточная линия для изготовления сварных конструкций | 1976 |
|
SU654374A2 |
| Поточная линия для сборки под сварку и сварки продольных швов балок коробчатого сечения | 1983 |
|
SU1165547A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Кантователь для автоматической сварки продольных швов изделий типа балок В.С.Левадного | 1988 |
|
SU1622112A1 |
| Кольцевой кантователь | 1979 |
|
SU846198A1 |