Изобретение относится к области непрерывной разливки металла.
Известно иолучеиие литых ироводов по методу Головкина, состоящему в том, что жидкий металл, находящийся в иечи, нод давлением лежащих выще слоев вытекает через калибрующее отверетне, подвергается обильному охлаждению водой, затвердевает в виде круглой заготовки и непрерывно вытягивается в горизонтальном направлении.
Недостатком этого метода является то, что металл имеет различную скорость вытекания 1ю сечению насадки, вследствие чего ограничивается возможность получения слитков с диаметром более 9 мм.
С целью выравнивания скорости истечения расплава по сеченню металлопровода, подающего расплав в формующую насадку, металлоировод предлагаемого устройства установлен внутри индуктора асимметрично.
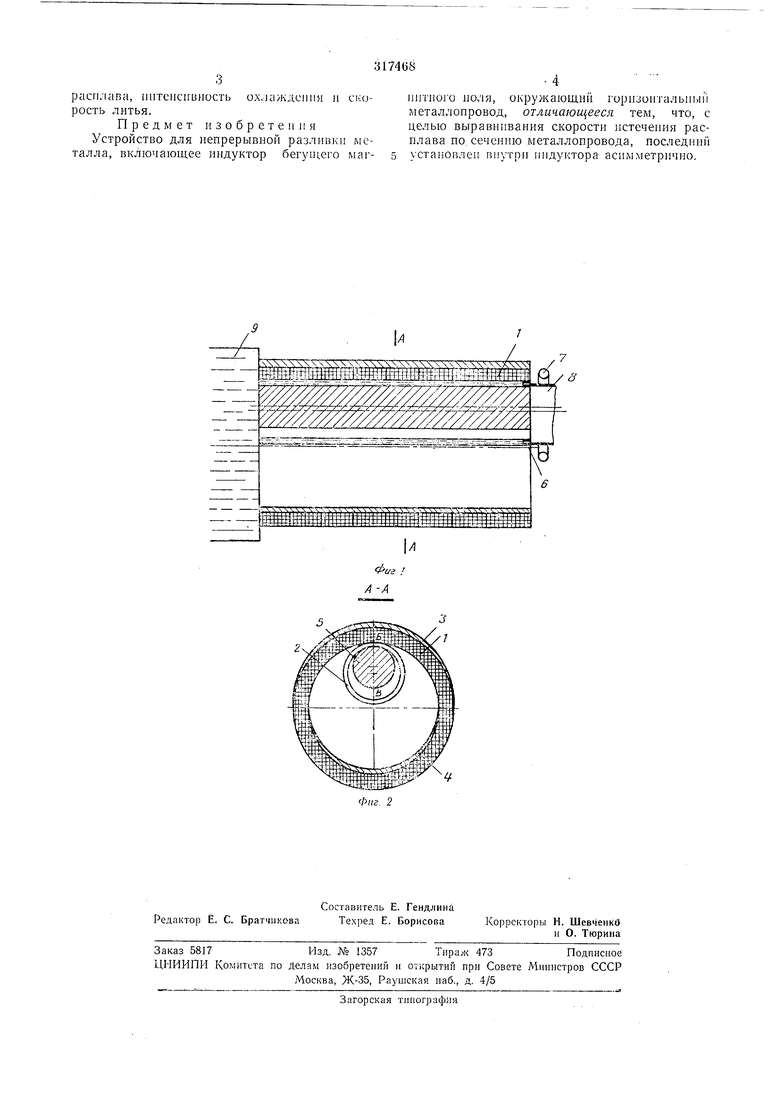
На фиг. 1 схематично изображено описываемое устройство; иа фиг. 2 - разрез по А-А иа фиг. 1.
Цнлиндрический электромагнитный индуктор бегущего магнитного поля I установлен на канал с жидким металлом 2 иесимметричио отиосительно оси канала. В точке Б немагнитный зазор намного меньще немагнитного зазора в точке В, вследствие чего распределение электромагнитных сил по окружностн ка
нала с жидкнм металлом неодинаково, максимальная CHvia достигается в точке Б, а минимальная в точке В. Для увеличения иесимметричиого раснределеиия сил иримеияются иаружный экран 5, внутренний экран 4 и несимметричио установленный внутреииий сердечник 5. Для экранов и сердечннка нсиользована электротехническая сталь.
Такой иидуктор выравиивает скорость вытекания металла из канала по высоте. Скорость без иидуктора в точках Б п В различиа потому, что в этих точках действует разное статическое давлеиие металла. Применяя неснмметричиый иидуктор бегущего электромагнитного ноля, в точке Б увеличиваем скорость вытекання металла; в точке В измеиенне незначнтельно. Подбирая соответствуюИ1,ий режим питания, место расположения нндукторов, форму экранов 3 и 4 и внутреннего сердечника 5, можно иолучить одинаковую скорость вытекания металла по его окружностн. После нрохода металла через калибрующую кольцевую иасадку 6 металл подвергается обильному охлаждению водой из устройства 7. После затвердевания металла трубная заготовка 8 поступает иа вытягивающее устройство (иа чертеже не показано). В объеме 9 должно поддерживаться постоянным металрасплава, интенсивность охлаждения н С1 :орость литья.
Предмет изобретения Устройство для непрерывной разливки металла, включающее индуктор бегуи1,его маг4
HijTHOio ноля, окружающий горизонтальным металлопровод, отличающееся тем, что, с целью выравнивания скорости истечения расплава по. сечению металлопровода, последний установлен внутри индуктора асимметрично.
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитогидродинамический дроссель установки непрерывной разливки металлов | 1977 |
|
SU662250A1 |
| АГРЕГАТ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО И ШЛАКОВОГО РАСПЛАВОВ | 1999 |
|
RU2172456C1 |
| Устройство для непрерывной разливкиметалла | 1974 |
|
SU508332A1 |
| Устройство для подачи металла в кристаллизатор установки непрерывной разливки | 1973 |
|
SU549242A1 |
| Способ регулирования параметров линейного индукционного насоса и устройство для его осуществления | 1978 |
|
SU748748A1 |
| Устройство для непрерывного литья заготовок горизонтального типа | 1982 |
|
SU1092824A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕЛИВА ЖИДКОГО МЕТАЛЛА ИЛИ ЭЛЕКТРОПРОВОДЯЩИХ ЖИДКОСТЕЙ | 2002 |
|
RU2225279C2 |
| Способ дозирования жидкого металла | 1948 |
|
SU113697A1 |
| Устройство для запуска электромагнитного насоса | 1981 |
|
SU946798A1 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
,
