.1
Известпая автоматическая липия па базе агрегатных головок и пормалироваиных узлов для обработки брусковых деталей, включаюгцая питатель, имеющий транснортер с новоротными упорами, и фуговальпо-строгальнын агрегат с базируюндим устройство:,, не обеспечивает иеобходимой нроизводительности и качества обработки брусковых деталей.
Предлагаемая линия отличается тем, что ннтатель вынолнен с устройством автоматической установки упоров транспортера па требуемый шаг, состоящим из кулачков, закрепленных на валу на разной высоте, взаимодействующих в нропессе работы с cooi ветствующими роликами, расноложенными на позоротных упорах транспортера, а базирующее устройство фуговальпо-строгальпого агрегата состоит из самоустапавливаюи;ейся кареткр. и закрепленных на пей вертикальных ролнкон, один из которых иоднружинен.
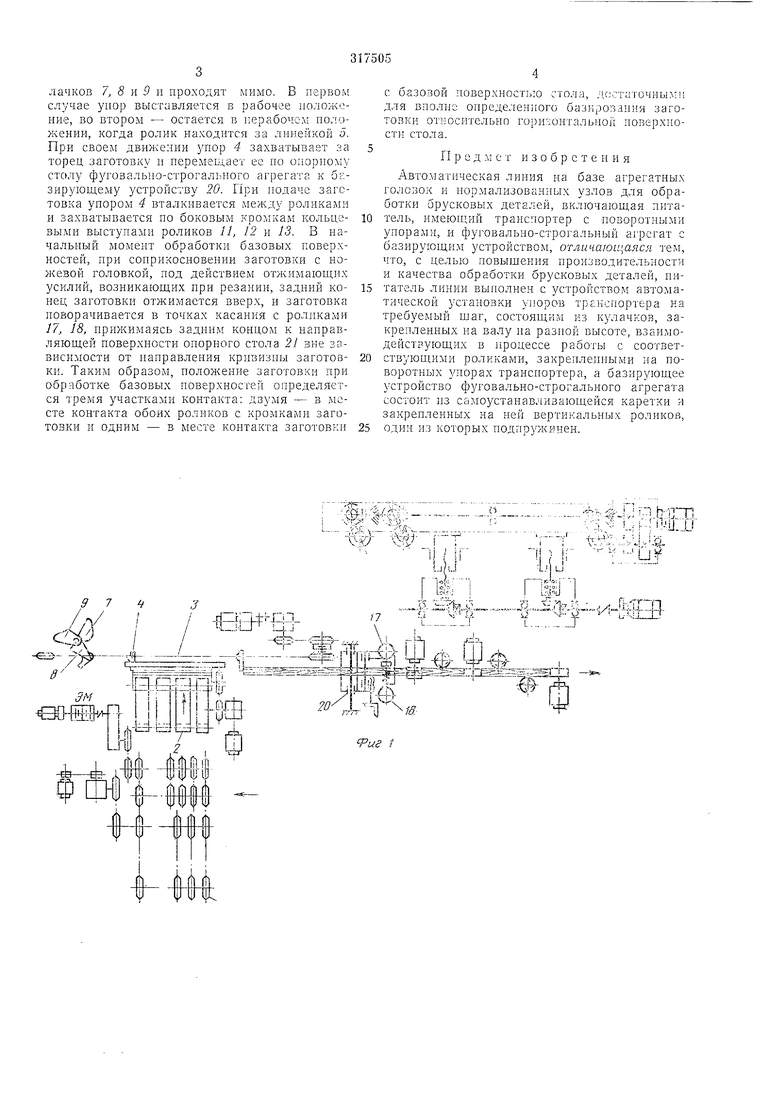
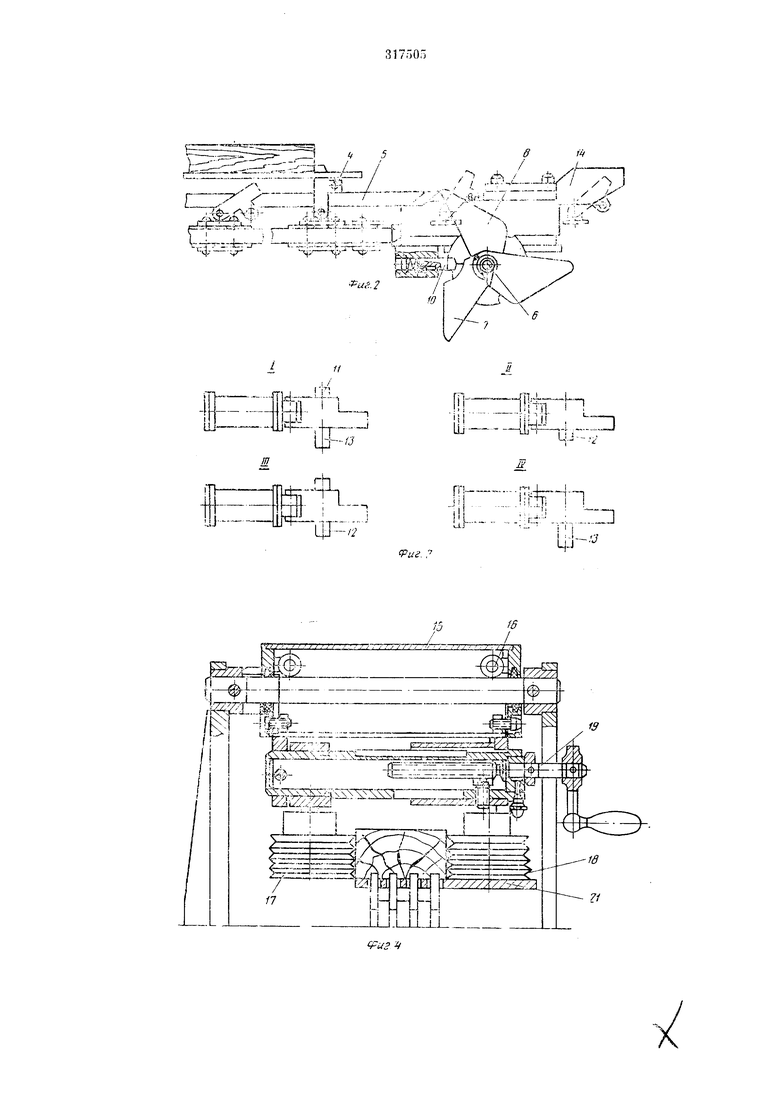
Па фиг. 1 изображеиа принпипиальпая схема линии; на фиг. 2 - механизм автоматической установки уноров па требуемый щаг; на фиг. 3 - комбинация кренлення ролнков па откидывающихся упорах нодаюп1его транспортера; па фпг. 4 - базирующее устройство лннни.
портера откидные и удерживаются линейкой 5. Питатель выиолнен с устройством автоматической усгановки унороБ 4 транснортера 3 па требуемый гнаг, состоящим из вала 6, на котором закреплены трн паиравляющих кулачка л 8 и 9. Вал 6 с кулачками 7-У удерживается фиксатором 10. Па упорах 4 в различной комбинации расноложены ролики //, 12 и 13 разно высоты. Благодаря верт1 каль1 ОЙ расста 1овке кулачков 7-9, каждый из mi вза модействует с ролнками, и e опдимн 01 ределе П1ое ноложен е и высоту. Кулачок 7 взаимодействует со всем
рОЛНКаЛ 12 11 13, кулачок 8 - с Н ЖНИМ1 .ми 13 длины, кулачок 9 - с ве,) 11. 4 тра снортера 3 вза одействуют с кулачком 14.
Базиру ощее устройство состо 1т из каретк 15 с роликовыми oпopa и 16. Па каpeiKe смо Т рованы два рифле и)х 17 и 18. Ролик 18 подпруж иеп i имеет установочное неремеще1 е на заготовк с винта 19.
работает cлeдyюи,и oбpaзo.
Заготовк 10 тра1 С ортеру / Н скорнтелю 2 а загрузоч з 1 транспортер 3. ири работе которого все 4 откидываются в рабочее положение кулачком 14. При дальнейн:ем // -13 норов 1 аезжа1от па из выставле пых кулачков 7, 8 II 9 и проходят мимо. В первогх; случае уиор выставляется в рабочее положение, во втором - остается в нерабочем положении, когда ролик находится за линейкой 5. При своем движении упор 4 захватывает за торец заготовку п перемещает ее по опорному столу фуговальпо-строгал1:ного агрегата к базирующему устройству 2G. При иодаче заготовка упором 4 вталкивается между роликами и захватывается по боковым кромкам кольцевыми выступами роликов 11, 12 и 13. В начальный момент обработки базовых поверхностей, при соприкосновении заготовки с ножевой головкой, под действием отжимающих усилий, возникающих при резании, задний конец заготовки отжимается вверх, и затотовка поворачивается в точках касания с роликами 17, 18, прижимаясь задним концом к нанравляющей новерхности оиорного стола 21 вне зависимости от направления кривизны заготовкн. Таким образом, ноложенне заготовки при обработке базовых новерхностей определяется тремя участками контакта: двумя - в месте контакта обоих роликов с кромкамн заготовки и одним - в месте контакта заготовкн
с оазозои поверхностью стола, л.остаточныА- 1 для вполне онределенного базирования заготовки относительно горизонтальной поверхности стола.
Пред м е т изобретения
Автоматическая линия на базе агрегатных голозок и нормализованных узлов для обработки брусковых деталей, включающая питатель, имеющий транспортер с новоротными упорами, и фуговальио-строгальный агрегат с базирующим устройством, отличающаяся тем, что, с целью повышения производительности и качества обработки брусковых деталей, нитатель линии выиолнен с устройством автоматической установки упоров транспортера на требуемый щаг, состоящим из кулачков, закрепленных на валу на разной высоте, взаимодействующих в процессе работы с соответствующими роликами, закреплеппыми на поворотных упорах транснортера, а базирующее устройство фуговально-строгальиого агрегата состоит из самоустанавливающейся каретки и закрепленных на ней вертикальных роликов, один нз которых подпружинен.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ КУСКОВОГО ШПОНА и т. п. ЛИСТОВОГО МАТЕРИАЛА В ПОЛНОФОРМАТНЫЕ ЛИСТЫ | 1968 |
|
SU217631A1 |
| МЕХАНИЗМ ДЛЯ СБОРКИ ЛИСТОВ ШПОНА В ПАКЕТЫ | 1972 |
|
SU414100A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОСАДКИ ТЕСТОВЫХ ЗАГОТОВОК В ЛЮЛЬКИ КОНВЕЙЕРА | 1969 |
|
SU235669A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| УСТРОЙСТВО для ВЫРУБКИ И ВКЛАДЫВАНИЯ | 1970 |
|
SU258914A1 |
| УСТРОЙСТВО для снятия ПОЧАТКОВ и НАДЕВАНИЯ ПАТРОНОВ НА ВЕРЕТЕНА ПРЯДИЛЬНЫХ И КРУТИЛЬНЫХМАШИН | 1965 |
|
SU177308A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СТОЛЯРНЫХ ЩИТОВ | 1973 |
|
SU393088A1 |
| УСТРОЙСТВО для РАСФАСОВКИ ПЛАСТИЧЕСКИХ ПРОДУКТОВ В ТАРУ | 1973 |
|
SU395305A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА | 1967 |
|
SU197934A1 |
€&Ш/f:. , iL
:---..b::urn,
f
: ---- vs/ U --ii.Li.l , Дгу j----y
J
i и
Lju LJ d
nJ,. - -1415 1 : -% Ф w .. r-1 рцг; 1 ,. .™,p. ...™.Л.,.„1;.(.с™:„, о VU - 4-. о / . LfLJ
r
:ifiibt-.-; ...... -gl,.ij
Ul i-iJi.i/ I/ vj
i/,.;
