1
Изобретение относится к области изготовления столярных ЩИТОВ, В частности к полуавтоматической линии для изготовления столярных ЩИТОВ.
Известны полуавтоматические линии для изготовления столярных щитов, содержащие участки изготовления брусковых деталей и деталей обвязки. Однако эти линии не обеспечивают полной автоматизации производства при изготовлении столярных щитов и повышенной производительности труда.
Цель изобретения - повышение производительности труда и автоматизация производства.
В предлагаемой полуавтоматической линии между участками изготовления брусковых деталей и деталей обвязкн установлен агрегат для сборки и склеивания щитов, соединенный с участком изготовления деталей обвязки, механизмом избирательного поворота и оередачи деталей обвязки в агрегат для сборки и склеивания, за которым установлен участок обработки ЩИТОВ по периметру.
Агрегат для сборки и склеивания щитов может быть выполнен совместно с механизмами нареза1 ия и смазывания шипов па концах брусковых деталей заполнения, механизмами прижима деталей обвязки к торцам деталей заполпения, накопителем и нрессосушильной установкой с источником тока высокой частоты.
Участок обработки щитов по периметру может быть снабжен двумя парами циркульных пил и фрезерных головок, установленных перпендикулярно одна к другой, рейсмусным станком и механизмом перемещения щитов.
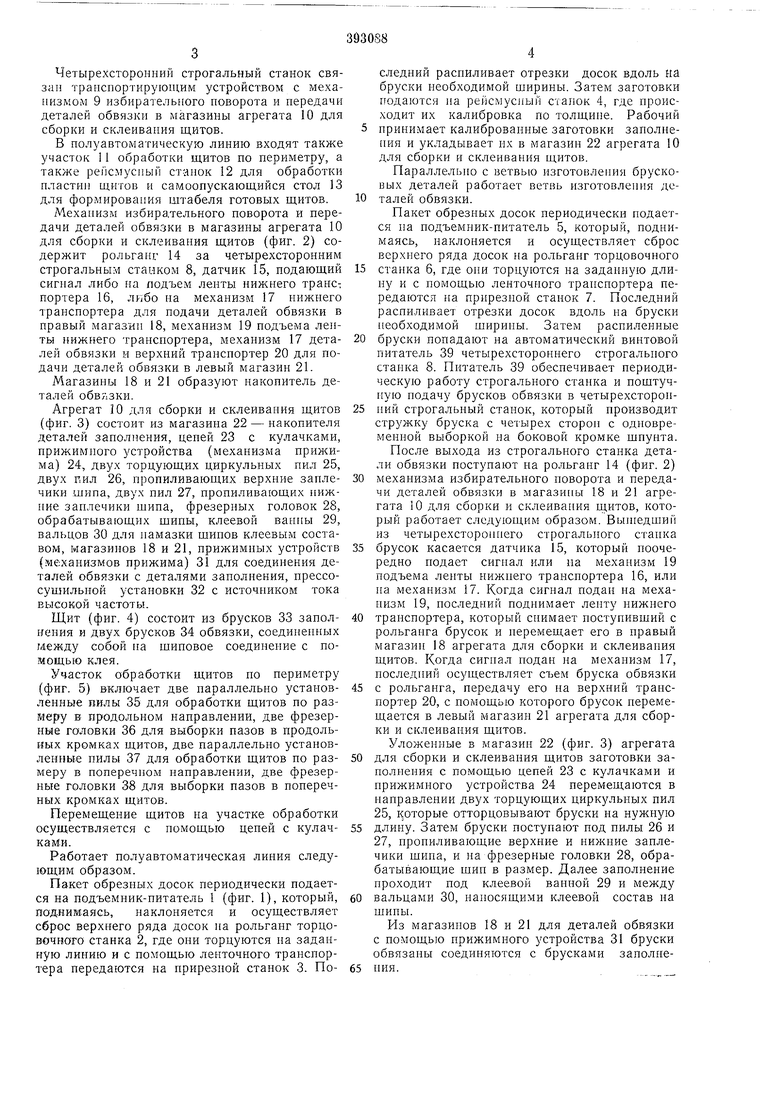
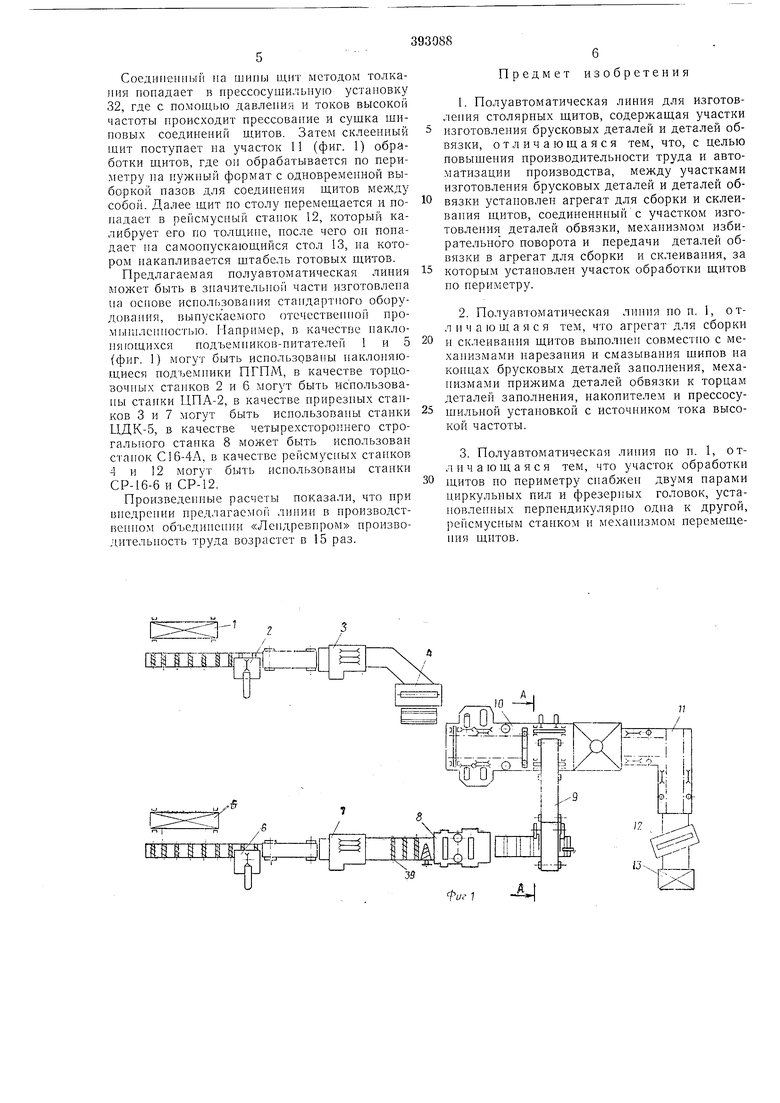
На фиг. 1 схематически изображена полуавтоматическая линия для изготовления столярных щитов; на фиг. 2 - устройство для
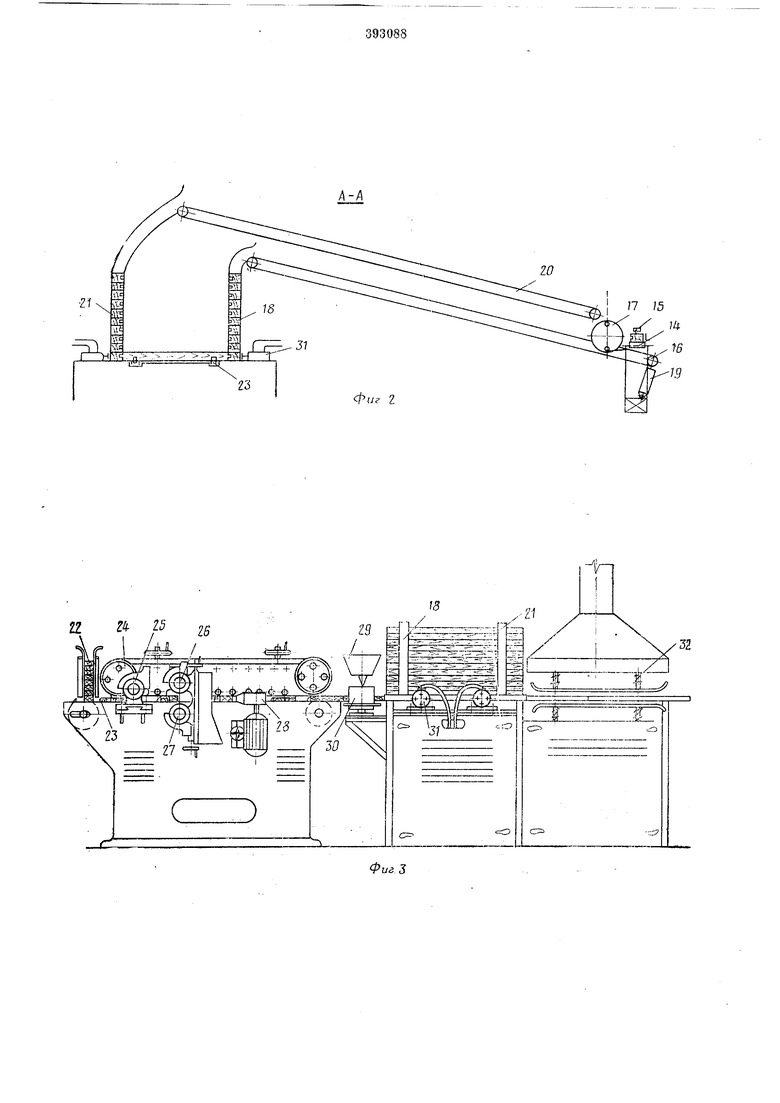
избирательного поворота и передачи деталек обвязки В магазины агрегата для сборки и склеивания щитов, разрез по А-А на фиг. 1; на фиг. 3 - агрегат для сборки и склеивания ЩИТОВ, общий вид; на фиг. 4 - столярный щит
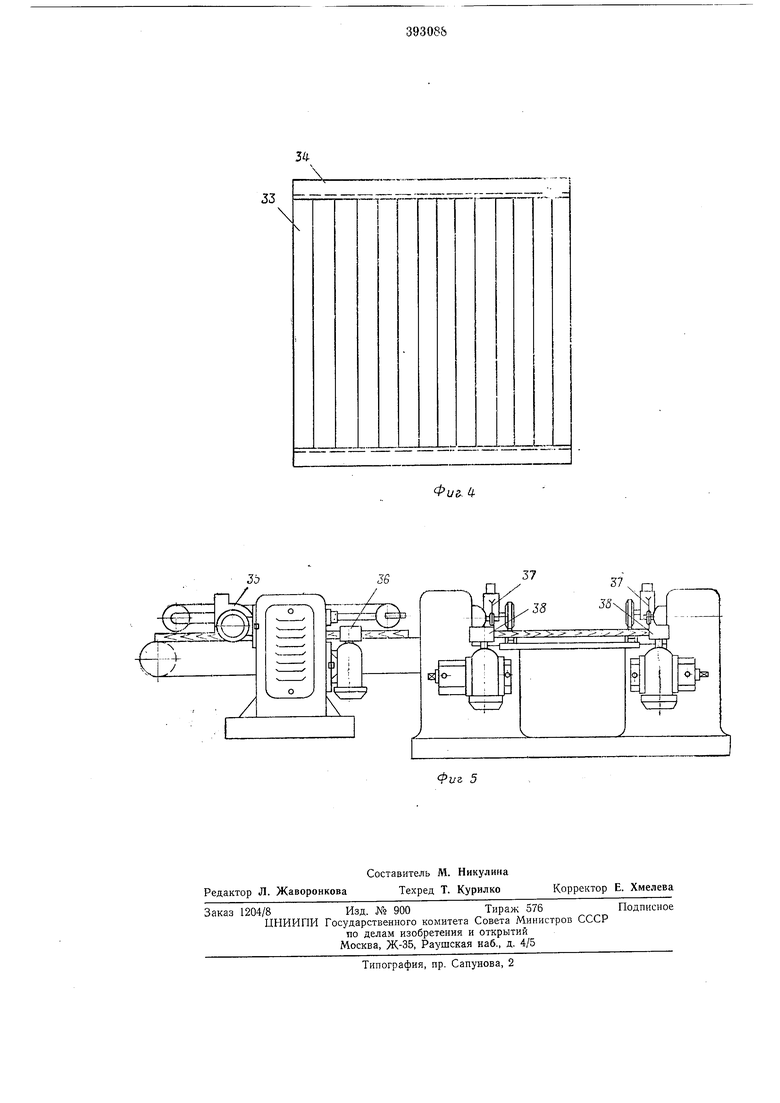
с обвязкой, общий вид; на фиг. 5 - участок обработки ЩИТОВ по периметру, общий вид.
Полуавтоматическая линия (фиг. 1) содержит последовательно установленные подъемник-питатель 1, торцовочный станок 2, прирезной станок 3, рейсмусный станок 4 и соединяющие их транспортирующие устройства. Этот участок линии составляет ветвь изготовления брусковых деталей заполнения. Кроме того,
полуавтоматическая линия содержит также последовательно установленные подъемникпитатель 5, торцовочный станок 6, прирезной станок 7, четырехсторонний строгальный станок 8 и связывающие их транспортирующие
устройства. Этот участок линии составляет ветвь изготовления петалей обвязки.
Четырехсторонний строгальный станок связан транспортируюншм устройством с механизмом 9 нзбирательного поворота и передачи деталей обвязкн в магазины агрегата 10 для сборки и склеивания щитов.
В полуавтоматическую линию входят также участок 11 обработки щитов по периметру, а также рейсмусный станок 12 для обработки пластин щитов и самоопускающийся стол 13 для формирования штабеля готовых щитов.
Механизм избира.тельного поворота и передачи деталей обвязки в магазины агрегата 10 для сборки и склеивания щитов (фиг. 2) содержит рольганг 14 за четырехсторонним строгальным станком 8, датчик 15, подающий сигнал либо на подъем ленты нижнего транс-; портера 16, либо па механизм 17 нижнего транспортера для подачи деталей обвязки в правый магазин 18, механизм 19 подъема ленты нижнего транспортера, механизм 17 деталей обвязки и верхний транспортер 20 для подачи деталей обвязки в левый магазин 21.
Магазины 18 и 21 образуют накопитель деталей обв713КИ.
Агрегат 10 для сборки и склеивания щитов (фиг. 3) состоит из магазина 22 - накопителя деталей заполнения, цепей 23 с кулачками, прижимного устройства (механизма прижима) 24, двух торцующих циркульных пил 25, двух пил 26, пропиливающих верхние заплечики шипа, двух пил 27, пропиливающих пижние заплечики шипа, фрезерных головок 28, обрабатывающих шипы, клеевой ванны 29, вальцов 30 для памазки шипов клеевым составом, магазинов 18 и 21, прижимных устройств (механизмов прижима) 31 для соединения деталей обвязки с деталями заполнения, прессосушильной установки 32 с источником тока высокой частоты.
Щит (фиг. 4) состоит из брусков 33 заполнения и двух брусков 34 обвязки, соединенных между собой па шиповое соединение с помощью клея.
Участок обработки щитов по периметру (фиг. 5) включает две параллельно установленные пилы 35 для обработки щитов по размеру Б продольном направлении, две фрезерные головки 36 для выборки пазов в продольных кромках щитов, две параллельно установленны-е пилы 37 для обработки щитов по размеру в поперечном направлении, две фрезерные головки 38 для выборки пазов в поперечных кромках щитов.
Перемещение щитов на участке обработки осуществляется с помощью цепей с кулачками.
Работает полуавтоматическая линия следующим образом.
Пакет обрезпых досок периодически подается на подъемник-питатель 1 (фиг. 1), который, йод.нимаясь, наклоняется и осуществляет сброс верхнего ряда досок на рольганг торцовочного станка 2, где они торцуются на заданную линию и с помощью ленточного транспортера передаются иа прирезной станок 3. Последний распиливает отрезки досок вдоль на бруски необходимой ширины. Затем заготовки подаются на рейсмуслый станок 4, где происходит их калибровка по толщине. Рабочий 5 принимает калиброванные заготовки занолнепия и укладывает их в магазин 22 агрегата 10 для сборки и склеивания щитов.
Параллельно с ветвью изготовления брусковых деталей работает ветвь изготовления дс0 талей обвязки.
Пакет обрезных досок периодически подается на подъемник-питатель 5, который, поднимаясь, наклоняется и осуществляет сброс верхнего ряда досок на рольганг торцовочного
5 станка 6, где они торцуются на заданную длину и с помощью ленточного транспортера передаются на прирезной станок 7. Последний распиливает отрезки досок вдоль на бруски необходимой ширины. Затем распиленные
0 бруски попадают на автоматический винтовой питатель 39 четырехстороннего строгального станка 8. Питатель 39 обеспечивает периодическую работу строгального станка и поштучную подачу брусков обвязки в четырехсторон5 НИИ строгальный станок, который производит стружку бруска с четырех сторон с одновременной выборкой на боковой кромке шпунта. После выхода из строгального станка детали обвязки поступают па рольганг 14 (фиг. 2)
0 механизма избирательного поворота и передачи деталей обвязки в магазины 18 и 21 агрегата 10 для сборки и склеивания щитов, который работает следующим образом. Вышедший из четырехстороннего строгального станка
5 брусок касается датчика 15, который поочередно подает сигнал или па механизм 19 подъема ленты нижнего транспортера 16, или па механизм 17. Когда сигнал подан на механизм 19, последний подпимает ленту нижнего
0 транспортера, который снимает ноступивший с рольганга брусок и перемещает его в правый магазин 18 агрегата для сборки и склеиваиия щитов. Когда сигнал подан на механизм 17, носледний осуществляет съем бруска обвязки
5 с рольганга, передачу его на верхний трапспортер 20, с помощью которого брусок перемещается в левый магазин 21 агрегата для сборки и склеиваиия щитов.
Уложенные в магазин 22 (фиг. 3) агрегата
0 для сборки и склеиваиия щитов заготовки заполнения с помощью цепей 23 с кулачками и прижимиого устройства 24 перемещаются в направлении двух торцующих циркульиых пил 25, которые отторцовывают бруски на нужную
5 длину. Затем бруски поступают под пилы 26 и 27, пропиливающие верхние и нижние заплечики шипа, и на фрезерные головки 28, обрабатывающие шип в размер. Далее заполнение проходит под клеевой ваппой 29 и между
0 вальцами 30, наносящими клеевой состав иа шины.
Из магазинов 18 и 21 для деталей обвязки с помощью прижимиого устройства 31 бруски обвязапы соедипяются с брусками заполне5 ПИЯ.
Соединенный на шипы щит методом толкания попадает в прессосушильную установку 32, где с помощью давлепия и токов высокой частоты происходит прессование и сущка щиповых соединений щитов. Затем склеенный шит поступает па участок И (фиг. 1) обработки щитов, где он обрабатывается по периметру па нужпый формат с одновременной выборкой пазов для соедипения щитов менаду собой. Далее щит но столу перемещается и попадает в рейсмусный стапок 12, который калибрует его по толщине, после чего он попадает на самоопускающийся стол 13, на котором накапливается штабель готовых щитов.
Предлагаемая полуавтоматическая линия может быть в зпачительпоГ| части изготовлена на основе использоваиня стандартного оборудования, выпускаемого отсчествепиой промышленностью. Например, в качестве наклоняющихся подъемпиков-питателей 1 и 5 (фиг. 1) могут быть использованы паклопяющиеся подъемники ПГПМ, в качестве торцовочных станков 2 и 6 могут быть использовапы станки ЦПА-2, в качестве прирезпых станков 3 и 7 могут быть использованы станки ЦДК-5, в качестве четырехстороннего строгального станка 8 может быть использован станок С16-4А, в качестве рейсмусных станков 4 и 12 могу|- быть использованы станкн СР-16-6 и СР-12.
Произведеппые расчеты показали, что при внедрении предлагаемой линии в производственном объединении «Лепдревпром производительность труда возрастет в 15 раз.
б Предмет изобретения
1. Полуавтоматическая линия для изготовления столярных щитов, содержащая участки изготовления брусковых деталей и деталей обвязки, отличающаяся тем, что, с целью повыщеиия производительности труда и автоматизации производства, между участками изготовления брусковых деталей и деталей обвязки установлен агрегат для сборки и склеиваиия щитов, соединеннный с участком изготовлеиия деталей обвязки, механизмом избирательного поворота и передачи деталей обвязки в агрегат для сборки и склеивания, за
которым установлен участок обработки щитов по периметру.
2.Полуавтоматическая линия по и. 1, отличающаяся тем, что агрегат для сборки н склеивания щитов выполнен совместно с механизмами нарезания и смазываиия щипов на концах брусковых деталей занолиения, механизмами прижима деталей обвязки к торцам деталей заполнения, накопителем и прессосущильиой устаповкой с источником тока высокой частоты.
3.Полуавтоматическая линия по п. 1, отличающаяся тем, что участок обработки щитов но периметру спабжеп двумя парами циркульных пил и фрезерных головок, установленных перпендикулярно одпа к другой, рейсмусным станком и механизмом перемещення щитов.
ДЗИОг Г;
- ШзЖОги
о
с 25
