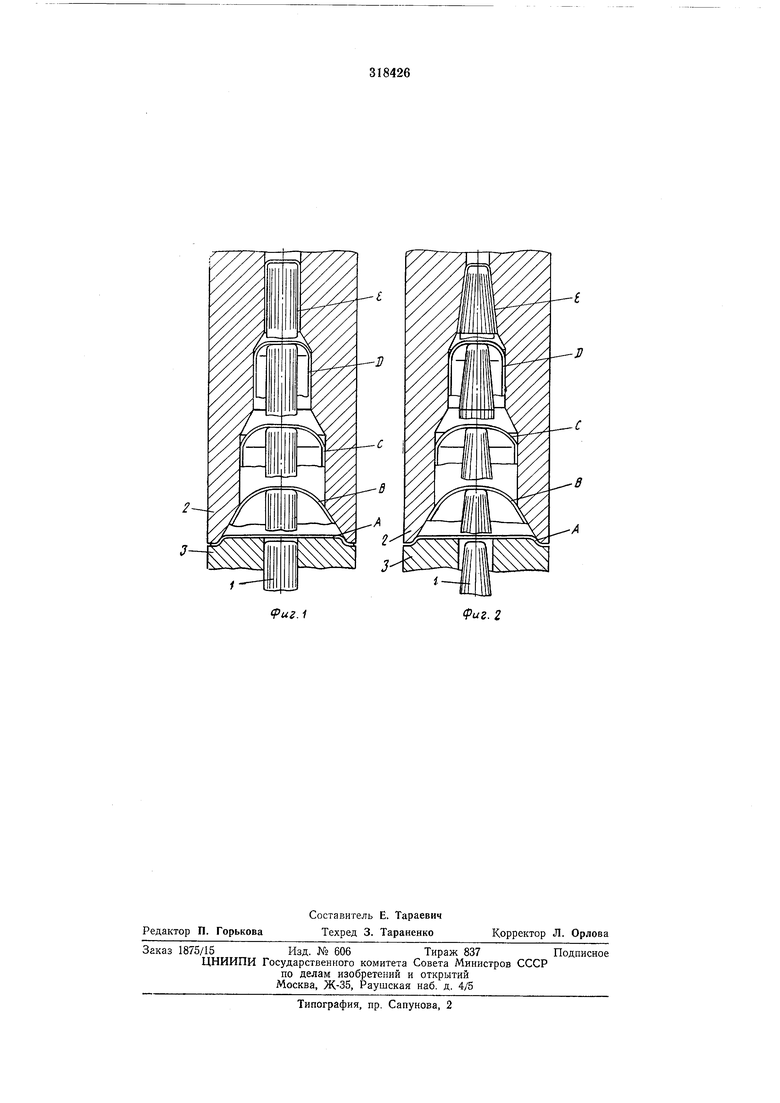
Изобретение относится к обработке металлов давлением, в частности к штампам для вытяжки полых изделий. Известен штамп для вытяжки полых изделий, содержащий пуансон, имеюш.ий форму и размеры готового изделия, и матрицу, имеющую цилиндрическое отверстие с заходным конусом. В предлагаемом штампе с целью увеличения коэффициента вытяжки цилиндрическое отверстие матрицы выполнено с цилиндрическими ступенями с диаметрами, псстепеяпо уменьщающимися до наружного диаметра готового изделия, и конусными переходами между ними. На фиг. 1 показан штамп для изготовления цилиндрической детали; на фиг. 2 - щтамп для изготовления конической детали. Предлагаемый щтамп содержит пуансон 1, матрицу 2 и прижим 3. Заготовку в штампе деформируют за несколько переходов, осуществляемых последовательно в одного рабочего хода пресса. Сте;;ень деформации, достигаемая на каждом перс.ходе, опюсительно мала, а общая степень деформации существенно больше, чем в известных штампах. Усилие, необходимое для осуш,ествления Э1сй операции, цевелико, оно определяется величиной усилия, необходимого для осуществления только одного из переходов, так как каждый из последующих переходов начинается либо после полного заверщения предыдущего, либо на стадии завершення преды дунего перехода в момент уменьшения уснЛИЯ деформирования. Диаметр цилиндрических ступеней отверстия матрицы больше диаметра пуансона на несколько толщин заготовки, благодаря чему на 1-:а/кдом переходе деформируете;. только часть боковой поверхности заготовки с образованием формы, устойчивой к складкообразованию. Это позвслчет осуществлять вытяжку на каждом переходе без прижима, т. е. в итоге уменьшается величина нотерь на трение и обеспечиваете. увелнчепне допустимой степени деформа шн. Предмет изобретения Штамп для вытяжки полых изделий без уюпения стенок заготовки, содержащий пуансон, имею1:;ий форму и размеры готового изделия, и матрицу, имеющую цилиндрическое отверстие с заходным конусом, отличающийся тем, что, с целью увеличения коэффициента вытяжки, отверстне матрицы вынолнено с цилнндрическими ступенями с диаметрами, последовательно уменьщаюп;имися до наружного диаметра готсвого изделия, и конусными переходами между ними.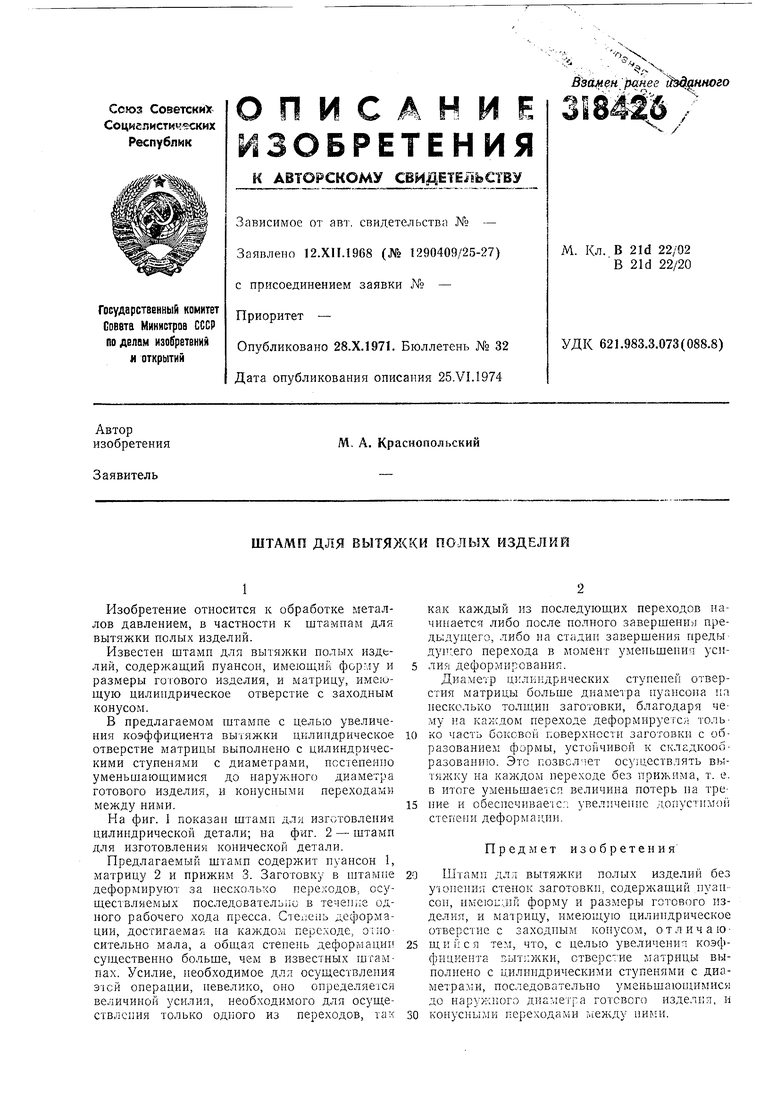
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2761569C1 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1053929A1 |
| Способ изготовления полой детали бутылочной формы | 2020 |
|
RU2744804C1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| СПОСОБ ВЫТЯЖКИ С ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2638720C1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Устройство для формообразования ячеекВ лиСТОВыХ зАгОТОВКАХ | 1978 |
|
SU806201A1 |
| Штампы для вытяжки изделий из листового материала | 1978 |
|
SU743755A1 |
| Штамп для вытяжки | 1986 |
|
SU1349837A1 |