Изобретение относится к области управления дугой магнитным полем.
Известен способ сварки дугой, перемещаемой магнитным полем поперек шва, с использованием пластинчатого электрода.
Однако в известном способе дугу перемещают поперечным магнитным полем, что имеет ряд недостатков:
зависимость амплитуды отклонения дуги от ее длины, т. е. для получения больщих отклонений необходимо увеличивать длину дуги;
снижение стабильности горения дуги при наложении поперечного магнитного поля;
изменение теплового воздействия дуги на основной металл в отклоненном положении (снижение глубины проплавления).
Предложенный способ позволяет повысить Kai4ecTBO сварки. Достигается это тем, что перемещение дуги осуществляют вдоль торца электрода управляемым неравномерным продольным магнитным полем, положение экстремального значения напряженности которого изменяют по заданному закону.
Это позволит перемещать по изделию дугу любой длины в пределах ш,ирины электрода без искривления столба и изменения глубины проплавления основного металла.
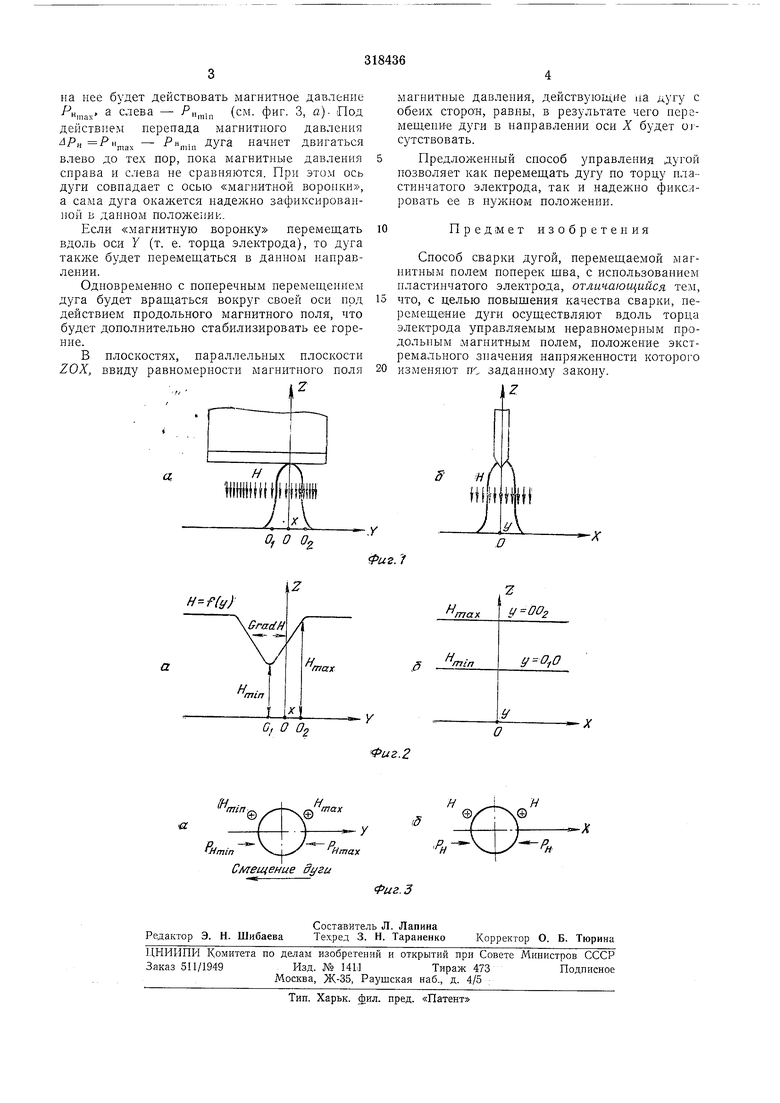
магнитного поля в зоне горения дуги, в плоскостях ZOy и ZOX; на фиг. 3 - действие магнитных гидростатических давлений на столб дуги.
В объеме пространства зоны горения дуги создают неравномерное продольное магнитное поле. В плоскости 20У в некоторой зоне в обе стороны от точки О происходит увеличение напряженности магнитного поля от Я mill до
Яшах, т. е. имеет место «магнитная воронка. В плоскостях, параллельных плоскости ZOX, напряженности магнитного поля постоянны, но не равны.
Известно, что магнитное поле создает боковое давление, направленное перпендикулярно силовым линиям поля и определяемое выражением:
Я„ (Система S I)
20
В неравномерном магнитном поле, характеризующимся определенным поперечным по отнощению к силовым линиям поля градиентом напряженности, возникает поперечный градиент магнитного давления, который тем больще, чем больще градиент напряж енности.
на нее будет действовать магнитное давление РН,„,,. а слева - Рп,„,,, (см. фиг. 3, а). Под действием перепада магнитного давления ,,, - Рн„,„ дуга начнет двигаться влево до тех пор, пока магнитные давления справа и слева не сравняются. При это.м ось дуги совпадает с осью «магнитной вороикн, а сама дуга окалсется надежно зафиксированной в данном положении.
Если «магнитную воронку перемещать вдоль оси Y (т. е. торца электрода), то дуга также будет перемещаться в данном направлении.
Одиовремеино с поперечным перемещением дуга будет вращаться вокруг своей оси под действием продольного магнитного поля, что будет дополнительно стабилизировать ее горение.
В плоскостях, параллельных плоскости ZOX, ввиду равномерности магнитного поля
магнитные давления, действующие аа дугу с обеих сторон, равны, в результате чего перемещепие дуги в направлении оси X будет отсутствовать.
5Предлол :енный способ управления дугой
позволяет как перемещать дугу по торцу пластинчатого электрода, так и надежно фикслровать ее в нужном положении.
10Предмет изобретения
Способ сварки дугой, перемещаемой магнитным полем поперек щва, с использовапием пластинчатого электрода, отличающийся тем,
15 что, с целью поБыщения качества сварки, перемещение дуги осущбствляют вдоль торца электрода управляемым неравномерным продольным магнитным полем, положение экстремального значения напряженности которого
20 изменяют ПС заданному закону.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой наплавки ленточным электродом | 1988 |
|
SU1586868A1 |
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| Способ дуговой сварки | 1979 |
|
SU867548A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2520881C1 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| Способ электродуговой обработки и устройство для его осуществления | 1989 |
|
SU1708555A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| Способ дуговой сварки | 1990 |
|
SU1726177A1 |
| Способ дуговой сварки плавящимся электродом тавровых соединений | 1982 |
|
SU1053992A1 |
