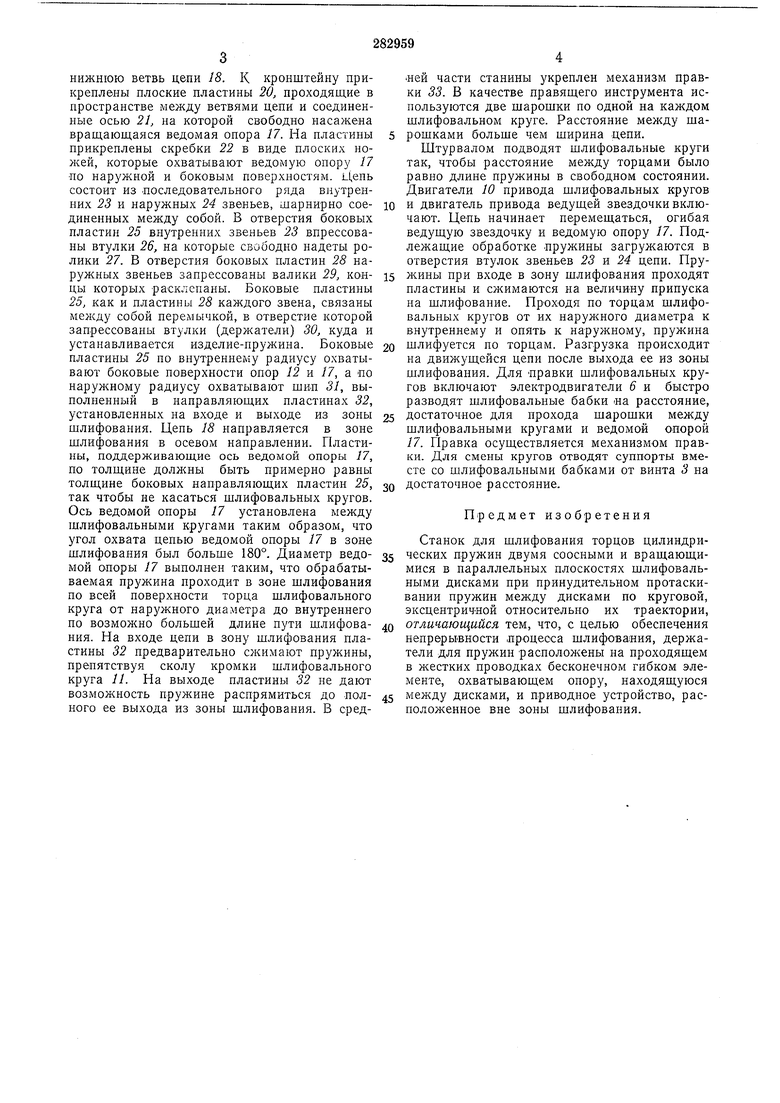
Известны ста-нки для шлифования торцов цилиндрических пружин двумя соосными и вращающимися в параллельных цлоскостях шлифовальными дисками при принудительном протаскивании пружин между дисками по круговой, эксцентричной относительно их траектории. Предлагаемый станок отличается тем, что держатели для пружин расположены на проходящем в жестких подводках бесконечном гибком элементе, охватывающем опору, находящуюся между дисками, и приводное устройство, расположенное вне зоны шлифования. Это обеспечивает непрерывность процесса шлифования. На фиг. 1 изображена схема предлагаемого станка, продольный разрез по осям щлифовальных бабок: на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - сечение гибкого бесконечного элемента по Б-Б на фиг. 2. Станок для шлифования торцов цилиндрических пружин содержит стани-ну /, на левой верхней плоскости которой выполнены направляющие, по которым может перемещаться суппорт 2, под воздействием |ВИНта 5. К верхней плоскости СУППорта прикреплена шлифовальная бабка 4, в расточке которой расположена пиноль 5. имеющая возможность перелтешаться возвратно-поступательно от электродвигателя 6 или от соосного ему штурвала 7 с лимбом. в расточке пиноли на подшипниках установлен шпиндель S, на шлидевом конце которого установлен шкив. Привод шпинделя осуществляется -посредством ременной передачи 9 от электродвигателя W, установленного на суппорте. На другом конце шпинделя закреплен кольцеобразный круг И большего диаметра, например 900X800X65. На правой верхней плоскости станины таким же образом установлены все УЗЛЫ и механизмы, перечисленные выше, только правого исполнения. В средней части станины, на направляющих под СУППОРТ установлена опора /2 с ведущей звездочкой 13, закрепленной на выходном валу редуктора. Привод звездочки осуществляется от электродвигателя. На станине выполнено УШКО 14, через отверстие которого ПРОХОДИТ винт 15. закрепленный в опоре /2. Между головкой винта /5 и ушком установлены пружины 16, которые оттягивают опору со звездочкой от шлифовальных КРУГОВ. Ведомая опора 77 выполнена в виде гладкого по наружному и боковым поверхностям диска и становлена между шлифовальными кругами //. Ведущую звездочку и ведомую опору 17 охватывает гибкий бесконечный элемент, в ланном случае специальная втулочпо-роликовая пень /5. Между опорой 12 и ведомой опопой 7 на станине закреплен кронштейн /9, который выполнен в виде арки, охватывающей
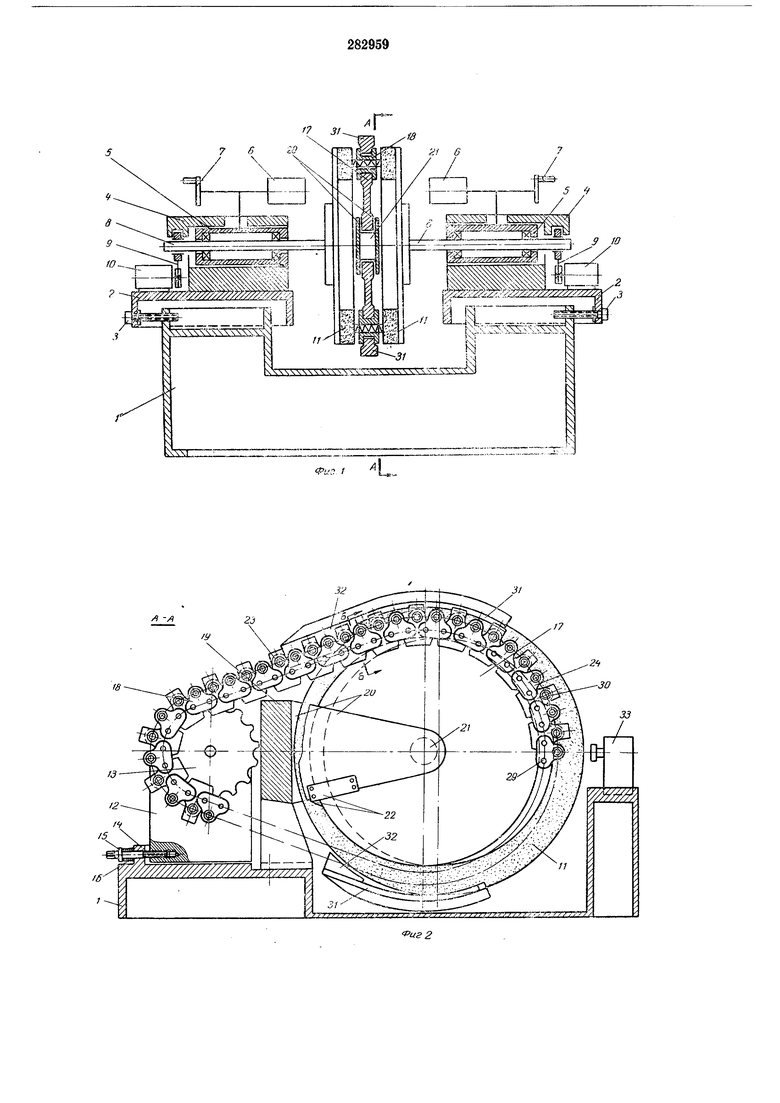
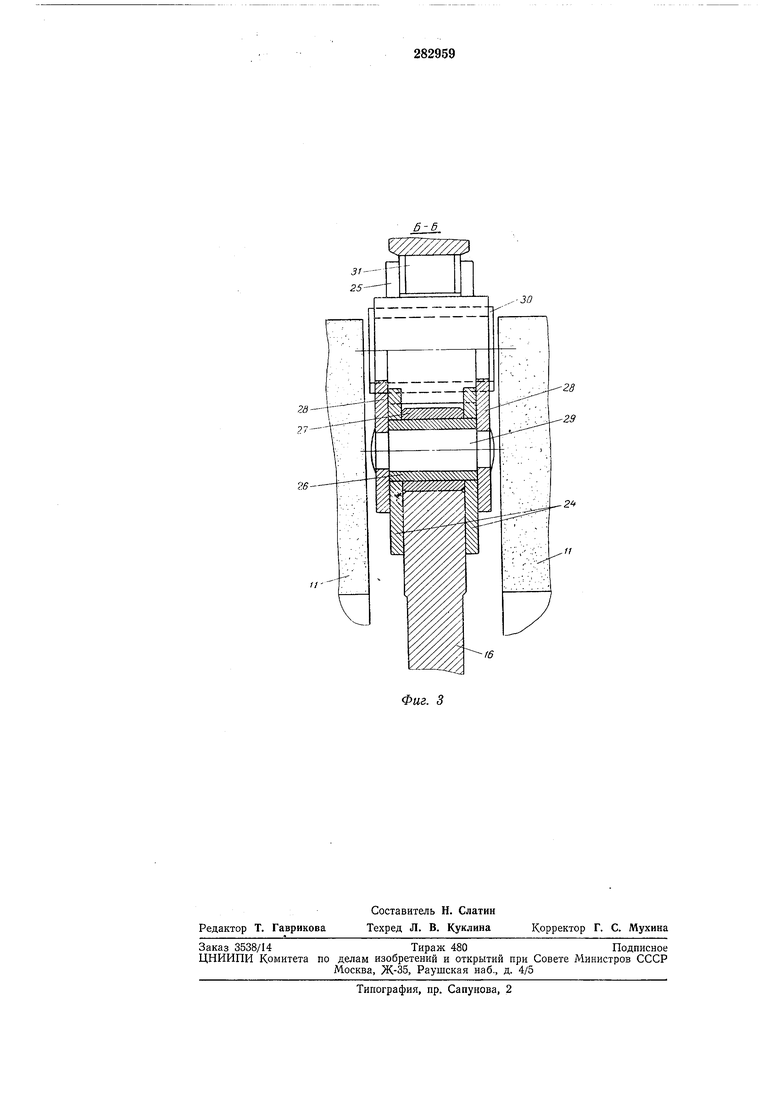
нижнюю ветвь цепи 18. К кронштейну нрикренлены плоские пластины 20, проходящие в пространстве между ветвями цепи и соединенные осью 21, на которой свободно насажена вращающаяся ведомая опора 17. На пластины прикреплены скребки 22 в виде плоских ножей, которые охватывают ведомую опору 17 по наружной и боковым поверхностям. Ll,enb состоит из Последовательного ряда внутренних 23 и наружных 24 звеньев, шарнирно соединенных между собой. В отверстия боковых пластин 25 внутренних звеньев 23 впрессованы втулки 26, на которые свободно надеты ролики 27. В отверстия боковых пластин 28 наружных звеньев запрессованы валики 29, ко«цы которых расклепаны. Боковые пластины 25, как и пластины 28 каждого звена, связаны между собой перемычкой, в отверстие которой запрессованы втулки (держатели) 30, куда и устанавливается изделие-пружина. Боковые пластины 25 но внутреннему радиусу охватывают боковые поверхности опор 12 и 17, а по наружному радиусу охватывают шип 31, выполненный в направляющих пластинах 32, установленных на входе и выходе из зоны шлифования. Цепь 18 направляется в зоне шлифования в осевом направлении. Пластины, поддерживающие ось ведомой опоры 17, по толщине должны быть примерно равны толщине боковых направляющих пластин 25, так чтобы не касаться шлифовальных кругов. Ось ведомой опоры 17 установлена между шлифовальными кругами таким образом, что угол охвата цепью ведомой опоры 17 в зоне шлифования был больше 180°. Диаметр ведомой опоры 17 выполнен таким, что обрабатываемая пружина проходит в зоне шлифования по всей поверхности торца шлифовального круга от наружного диаметра до внутреннего по возмол :но большей длине пути шлифования. На входе цепи в зону шлифования пластины 32 предварительно слсимают пружины, препятствуя сколу кромки шлифовального круга 11. На выходе пластины 32 не дают возможность пружине распрямиться до полного ее выхода из зоны шлифования. В средней части станины укреплен механизм правки 33. В качестве правящего инструмента используются две шарошки по одной на каждом шлифовальном круге. Расстояние между шарошками больше чем ширина цепи.
Штурвалом подводят шлифовальные круги так, чтобы расстояние между торцами было равно длине пружины в свободном состоянии. Двигатели 10 привода шлифовальных кругов и двигатель привода ведущей звездочки включают. Цепь начинает перемещаться, огибая ведущую звездочку и ведомую опору 17. Подлежащие обработке пружины загружаются в отверстия втулок звеньев 23 и 24 цепи. Пружины при входе в зону шлифования проходят пластины и сжимаются на величину припуска па шлифование. Проходя по торцам шлифовальных кругов от их наружного диаметра к внутреннему и опять к наружному, пружина шлифуется по торцам. Разгрузка происходит на движущейся цепи после выхода ее из зоны шлифования. Для правки шлифовальных кругов включают электродвигатели 6 и быстро разводят шлифовальные бабки «а расстояние, достаточное для прохода шарошки между шлифовальными кругами и ведомой опорой 17. Правка осуществляется механизмом правки. Для смены кругов отводят суппорты вместе со шлифовальными бабками от винта 3 на достаточное расстояние.
Предмет изобретения
Станок для шлифования торцов цилиндрических пружин двумя соосными и вращающимися в параллельных плоскостях шлифовальными дисками при принудительном протаскивании пружин между дисками по круговой, эксцентричной относительно их траектории, отличающийся тем, что, с целью обеспечения непрерывности .процесса шлифования, держатели для пружин расположены на проходящем в жестких проводках бесконечном гибком элементе, охватывающем опору, находящуюся между дисками, и приводное устройство, расположенное вне зоны шлифования.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Шлифовальный станок | 1980 |
|
SU865615A1 |
| Бесцентровый станок для наружного круглого шлифования | 1957 |
|
SU112654A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| ВНУТРИШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ФАСОННЬ[Х ИЗДЕЛИЙ | 1969 |
|
SU240488A1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| Зубошлифовальный станок | 1990 |
|
SU1808531A1 |
11
30
2
Фиг. 3
