1
Настоящее изобретение относится к области станкостроения.
Известно приспособление к токарному станку для электроабразивного шлифования деталей типа тел вращения, содержащее штангу, несущую электрод-инструмент и смонтированную на неподвижном основании с возможностью непрерывного радиального перемещения в сторону заготовки, которая устанавливается в патроне токарного станка Ij.
Однако, такое устройство не позволяет оорабатывать крупные детали.
Наиболее олизким к описываемому изобретению по технической сущности и достигаемому результату является устройство для электроа&разивного шлифования цилиндрических деталей, содержащее привод вращения детали тина роликового стенда и головку с шлифовальным кругом .
Недостатком известного устройства является неустойчивость положения шлифовального круга при обработке крупных деталей.
Для обеспечения устойчивого положения шлифовального круга при обработке крупных деталей в предлагаемом устройстве шлифовальный круг установлен в качающейся опоре, шарнирно связанной с корпусом головки и несущей два ролика, расположенные в плоскости круга и связанные с опорой с возможностью регулирования их положения ио вертикали.
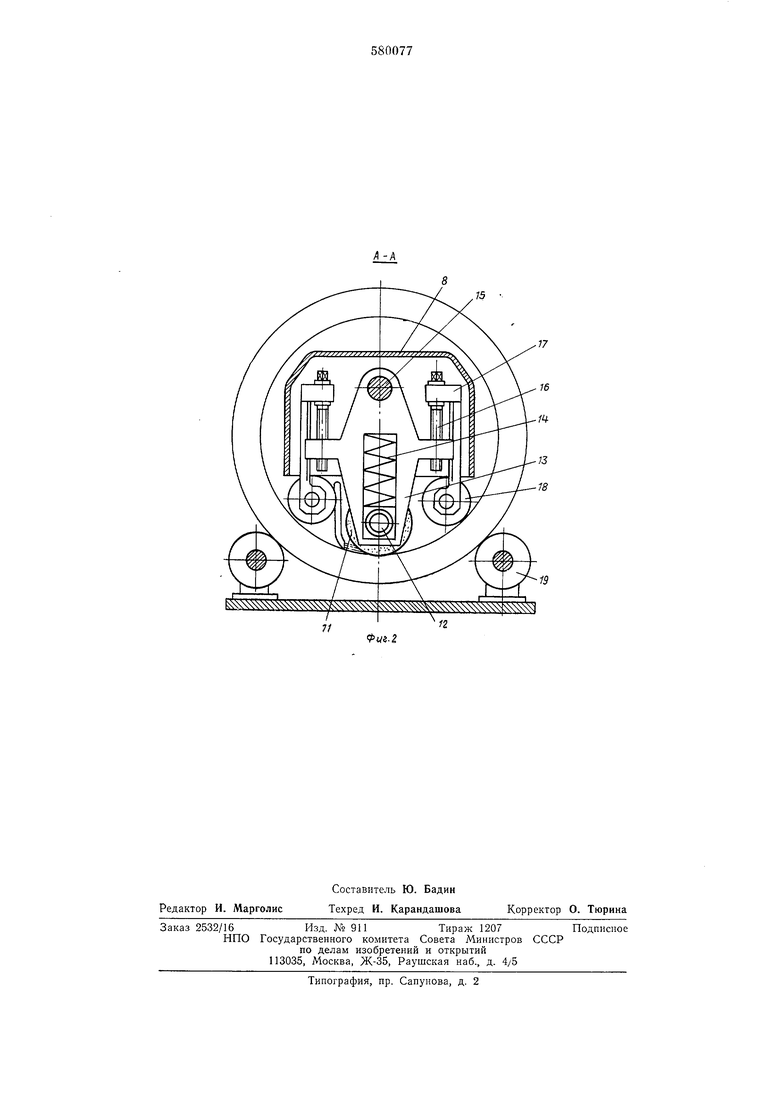
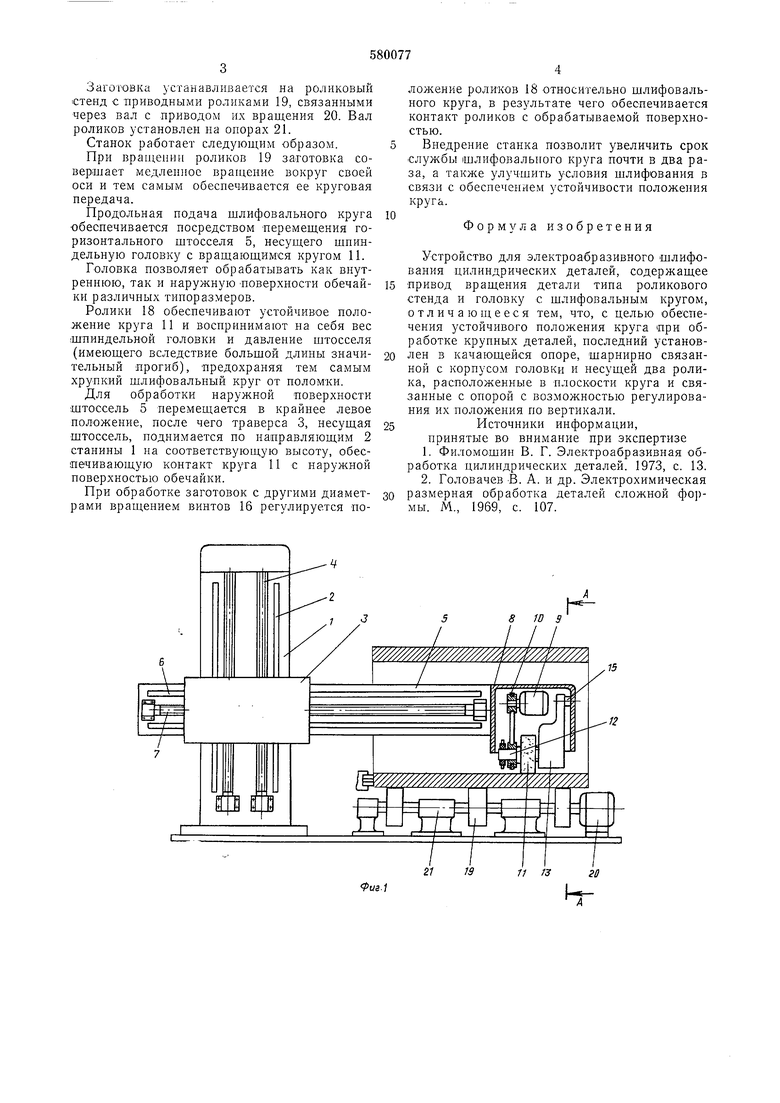
На фиг. 1 изображен станок с описываемым устройством, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Шлифовальный станок состоит из станины 1 с направляющими 2, на которых установлена траверса 3 с возможностью вертикального перемещения ио ним посредством двух ходовых винтов 4. Ьиутри траверсы установлен горизонтальный штоссель 5 с возможностью продольного перемещения по направляющим Ъ посредством ходового винта /. К торцу штосселя крепится коробка « шпиндельной
головки, внутри которой установлен привод 9, связанный через ремеиную передачу Ш с шлифовальным кругом li, установленным со своим шпинделем i2 в пазу качающейся опоры 13 и прижимающимся пруЛСИНои 14 к заготовке. Опора выполнена в виде рычага, хвостовая часть которого через шарнир 15 связана с короОкой 8.
С рычагом через винты 16 связаны два кронштейна 17, несущие два ролика 18, расположенные в плоскости шлифовального круга. При помощи винтов Ш можно регулировать расстояние роликов 18 от круга И по вертикали.
Заготовка устанавливается на роликовый стенд с приводными роликами 19, связанными через вал с приводом их вращения 20. Вал роликов установлен на опорах 21.
Станок работает следующим образом.
При вращении роликов 19 заготовка совершает медленное вращение вокруг своей оси и тем самым обеспечивается ее круговая передача.
Продольная подача щлифовального круга обеспечивается посредством перемещения горизонтального штосселя 5, несущего шпиндельную головку с вращающимся кругом И.
Головка позволяет обрабатывать как внутреннюю, так и наружную -поверхности обечайки различных типоразмеров.
Ролики 18 обеспечивают устойчивое положение круга И и воспринимают на себя вес шпиндельной головки и давление штосселя (имеющего вследствие большой длины значительный прогиб), предохраняя тем самым хрупкий шлифовальный круг от поломки.
Для обработки наружной поверхности щтоссель 5 перемещается в крайнее левое положение, после чего траверса 3, несущая щтоссель, поднимается по направляющим 2 станины 1 на соответствующую высоту, обеспечивающую контакт круга 11 с наружной поверхностью обечайки.
При обработке заготовок с другими диаметрами вращением винтов 16 регулируется положение роликов 18 относительно шлифовального круга, в результате чего обеспечивается контакт роликов с обрабатываемой поверхностью.
Внедрение станка позволит увеличить срок службы шлифовального круга почти в два раза, а также улучшить условия шлифования в связи с обеспечением устойчивости положения круга.
Формула изобретения
Устройство для электроабразивного шлифования цилиндрических деталей, содержащее привод вращения детали типа роликового стенда и головку с шлифовальным кругом, отличающееся тем, что, с целью обеспечения устойчивого положения круга при обработке крупных деталей, последний установлен в качающейся опоре, шарнирно связанной с корпусом головки и несущей два ролика, расположенные в плоскости круга и связанные с опорой с возможностью регулирования их положения по вертикали.
Источники информации, принятые во внимание при экспертизе
1.Филомошии В. Г. Электроабразивная обработка цилиндрических деталей. 1973, с. 13.
2.Головачев Б. А. и др. Электрохимическая размерная обработка деталей сложной фо)мы. М., 1969, с. 107.
75
19
/2
PHi-Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроабразивногошлифОВАНия цилиНдРичЕСКиХ дЕТАлЕй | 1979 |
|
SU814639A1 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ТУРБ | 1995 |
|
RU2093340C1 |
| Станок для контурного кругового строгания зубчатых деталей | 1981 |
|
SU1024188A1 |
| Станок для образования стружколомающей лунки на резце | 1979 |
|
SU1186457A1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРМОЗНЫХ КОЛОДОК С АВТОМАТИЧЕСКОЙ КОРРЕКЦИЕЙ ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2108220C1 |
| ОБДИРОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2009 |
|
RU2399477C1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |