1
Известны устройства для чистовой и упрочняющей обработки плоских кольцеобразных деталей, содержащие механизм для обкатки торцовых поверхностей двумя рядами противостоящих роликов, размещенных в неповоротных сепараторах и опирающихся на кинематически связанные между собой нажимные элементы, один из которых установлен с возможностью осевого перемещения и находится под воздействием загрузочного механизма.
Предлагаемое устройство отличается от известных тем, что оно снабжено механизмами обкатки роликами наружной цилиндрической поверхности, наружных фасок и механизмом для выполнения масляных карманов с помощью щарика, размещенными на одном из неповоротных сепараторов и получающими осцилляцию в осевом направлении от толкателей, расположенных в замкнутых винтовых пазах, выполненных в одном из нажимных элементов, а в другом неподвижном сепараторе установлен механизм раскатки внутренних фасок обрабатываемой детали, служащей приводом вращения деформирующих роликов, обрабатывающих наружную поверхность и все фаски. Это позволяет производить обкатку наружной цилиндрической поверхности, наружных и внутренних фасок одновременно с обкаткой торцовых поверхностей.
Кроме того, устройство снабжено механизмом обкатки наружной поверхности кольца, выполненным в виде одного или нескольких диаметрально расположенных барабанов, имеющих замкнутый винтовой паз, в котором
размещен деформирующий элемент, что позволяет изготовлять порщневые кольца сложного профиля, например, бочкообразного.
Отличительной особенностью описываемого устройства является также то, что в одном из неповоротных сепараторов расположены ролики, диаметр которых больше диаметра роликов, расположенных в другом сепараторе, что позволяет изготовлять торсионные (скручивающиеся) порщневые кольца.
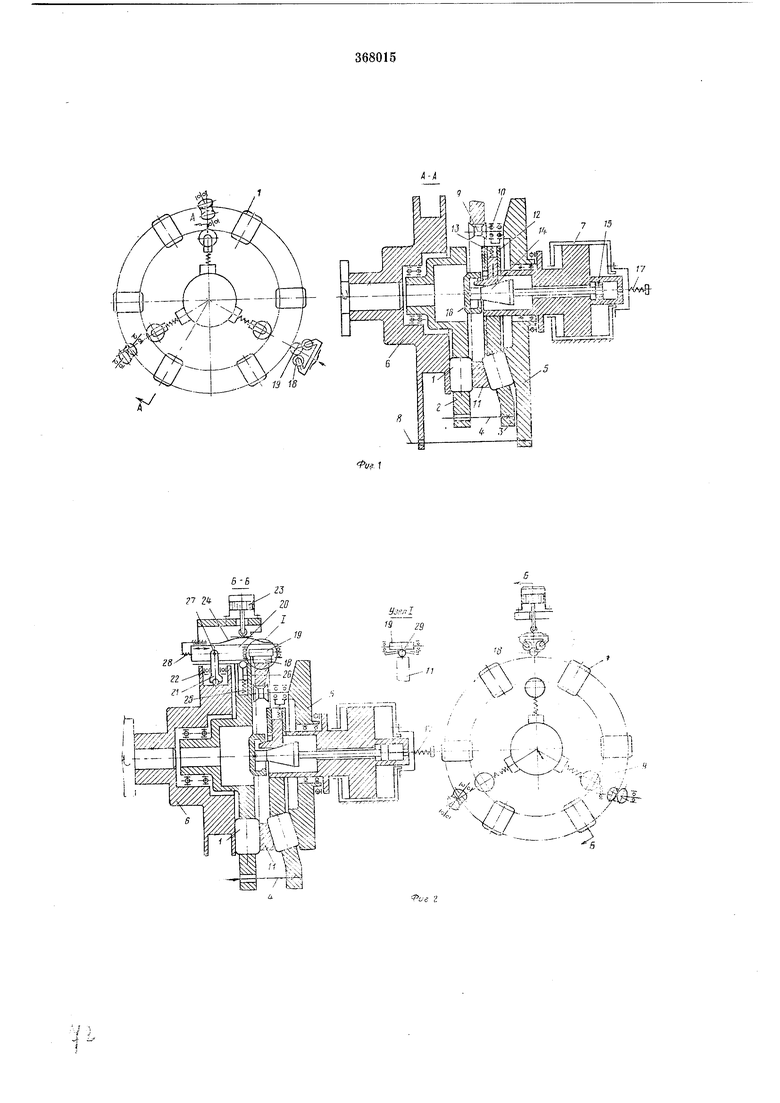
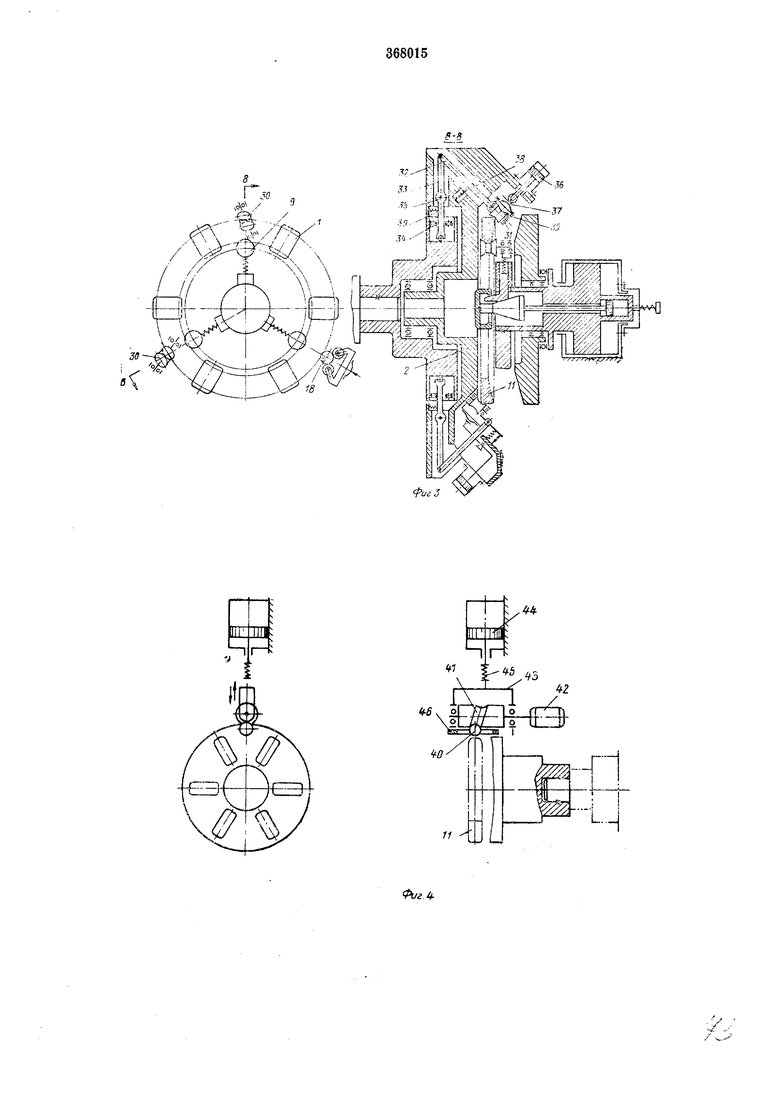
На фиг. I изображен механизм раскатки внутренних фасок кольца; на фиг. 2 - механизм обкатки наружной цилиндрической поверхности кольца; на фиг. 3 - механизм /обкатки наружных фасок кольца; на фиг. 4-
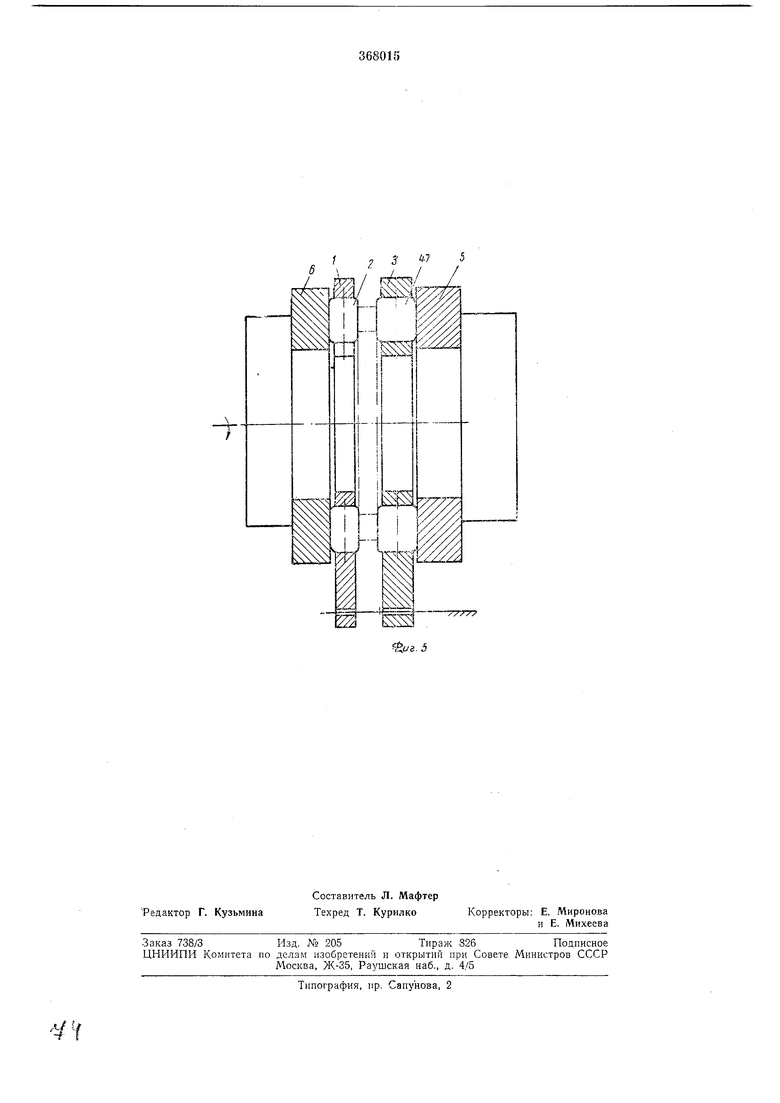
механизм обкатки наружной поверхности колец сложного профиля, например бочкообразного; на фиг. 5 - механизм изготовления торсионных (скручивающихся в одном направлении) колец.
Деформирующие ролики / первого и второго рядов являются ведущими и размещаются в неповоротных сепараторах 2 и 3, соединенных с помощью штанг 4 таким образом, что ролики обоих рядов располагаются друг
против друга. Ролики опираются на нажимные элементы 5 я 6, кинематически связанные между собой, причем первый из них находится под воздействием гидроцилиндра 7 (загрузочного механизма).
Опорные нажимные элементы вращаются от отдельного привода (на чертеже не показан) через поводок 8. Деформирующие ролики 9 являются ведомыми, опоры 10 которых размещаются в неповоротном сепараторе 3 и раздвигаются до упора во внутреннюю поверхность кольца // в радиальном направлении клиновыми плунжерами 12 через пружины 13 под воздействием наружного конуса 14, жестко связанного с порщнем 15. Возвращаются опоры в исходное положение вместе с роликами при помощи чащи 16, жестко скрепленной с наружным конусом, под воздействием пружины 17.
Одновременно с обкаткой торцовых поверхностей деформирующими роликами 1 и внутренних фасок деформирующими роликами Я производится обкатка наружной цилиндрической поверхности деформирующим роликом 13, опорные элементы 19 которого находятся в каретке 20. Последняя размещается в неповоротном сепараторе 2 и получает осевую осцилляцию от пространственного кулачка, выполненного за одно целое с опорным нажимным элементом 6, при помощи поводка 21 с копирующим роликом 22, связанных с кареткой. Деформирующий ролик 18 прижимается к цилиндрической обрабатываемой поверхности кольца 11 порщнем 23 через пластинчатую пружину 24, а отжимается он пружиной 25 с толкателем 26, размещенных в неповоротном сепараторе 2 и поворачивающих каретку 20 вокруг оси 27, соединяющей ее с поводком 21. Пружина 28 предназначается для поджима копирующего ролика 22 к рабочей винтовой поверхности кулачка, выполненного за одно целое с опорным нажимным элементом 6.
При необходимости получения на цилиндрической поверхности масляных карманов, вместо ролика 18 устанавливается деформирующий карманообразующий щарик 29 (фиг. 2). Одновременно с обкаткой торцовых поверхностей деформирующими роликами 1, внутренних фасок деформирующими роликами 9, наружной цилиндрической поверхности деформирующим роликом 18, производится обкатка двух наружных фасок кольца // деформирующими роликами 30 (фиг. 3). Опоры 31 последних находятся на рычаге 32, размещенном в неповоротном сепараторе 2 и получающим колебательное движение от качающегося поводка 33, с расположенными на нем копирующим роликом 34. Поводок поворачивается на оси 35, жестко закрепленной в неповоротном сепараторе 2, от пространственного кулачка, выполненного за одно целое с опорным нажимным элементом 6.
Деформирующие ролики 30 прижимаются к обрабатываемой поверхности кольца 11 порщнями 36 через пластинчатые пружины 37, а отжимаются пружиной 38, размещенной
в неповоротном сепараторе 2. Пружины 39 служат для поджима копирующих роликов 34 к винтовой поверхности кулачка. Механизмы для обкатки, содержащие деформирующие ролики 18 и 30, размещены в неповоротном сепараторе 2 между ведущими деформирующими роликами 1, а механизмы хТ,ля обкатки внутренних фасок, содержащие деформирующие ролики 9, размещены в неповоротном сепараторе 3 напротив деформирующих роликов 18 и 30.
Для обработки поршневых колец сложного профиля (фиг. 4), например бочкообразного, устройство снабжено механизмом, содержащим деформирующий щарик 40, помещенный в замкнутой винтовой канавке 41 барабана. У последнего имеется отдельный привод 42, опоры которого размещены в корпусе 43, поджимаемом порщнем 44 через пружину 45.
Шарик удерживается от выпадания сепарато эом 46.
Для создания на торцах колец разных сжимающих внутренних напряжений, т. е. получения торсионности (осевого скручивания колец) в неповоротном сепараторе 2 (фиг. 5) устанавливаются ролики 47 больщого диаметра, чем диаметр роликов 1, расположенных в сепараторе 5. Обработка производится следующим образом.
При загрузке рабочее давление в гидроцилиндре 7 снимается и деформирующие ролики / разводятся так, чтобы обрабатываемое кольцо 11с зазором могло поместиться в зону
обработки.
После этого подается давление в гидроцилиндр 7, сообщается вращение опорным нажимным элементом 5 и 6 от отдельного привола через муфту. Обрабатываемое кольцо, свободно вращаясь, обкатывается деформирующими роликами 1, которые снимают микронеровности и упрочняют поверхность. Во время обработки торцовых поверхностей кольца 11 деформирующими роликами 1, порщнем 15 и
жестко связанным с ним наружным конусом 14 раздвигаются клиновые плунжеры 12. Они через компенсирующие пружины 13 перемещают опоры 10 до упора во внутренний диаметр обрабатываемого кольца 11 деформирующих роликов. Свободно вращаясь вокруг своей оси, деформирующие ролики 9 сминают микронеровность и упрочняют обрабатываемую поверхность.
В процессе обработки торцовых поверхностей детали деформирующими роликами / и внутренних фасок деформирующим роликом 9, производится обработка наружной поверхности кольца, для чего порщнем 23 через пластинчатую пружину 24 и опорные элементы 19 к цилиндрической обрабатываемой поверхности детали с необходимым усилием прижимается деформирующий ролик 18. Получая вращение от обрабатываемой детали, этот
ролик обкатывает ее цилиндрическую поверхность, сминает мккронеровиости и упрочняет обрабатываемую поверхность.
Осевое перемещение деформирующий ролик 18 получает от поверхности пространственного кулака, выполненного за одно целое с нажимным элементом 6 через копирующий ролик 22, поводок 21, ось 27 и каретку 20.
Копирующий ролик поджимается к поверхности пружиной 28. Деформирующий ролик 18 отжимается в исходное положение пружиной 25. При нанесении масляных карманов на наружную цилиндрическую поверхность вместо ролика 18 устанавливается шарик 29, который прижимается к детали чеоез пластинчатую пружину 24 порщнем 23. Осевое перемещение щарик получает по вышеописанной схеме работы механизма обкатки нарул ной цилиндрической поверхности кольца 11. Одновременно с обкаткой торцовых поверхностей деформирующими роликами 1, внутренних фасок деформируюш.ими роликами 9 и наружной цилиндрической поверхности деформирующими роликами 18, производится обкатка наружных фасок специальными механизмами, размещенными в неповоротных сепараторах. Во время обкатки торцов обрабатываемое кольцо // приводится во вращение Деформирующими роликами /. Поршнем 36 через пластинчатую прзжину 37 деформирующие ролики 30 прижимаются с необходимым усилием к обрабатываемому кольцу. Деформирующие ролики 30, свободно вращаясь в опорах 31, сминают микронеровности и упрочняют обрабатываемую поверхность.
Деформирующие ролики 30 перемещаются относительно обрабатываемой детали с помощью пространственного кд чачка, выполненного за одно целое с нажимным элементом 6 через копирующий ролик 34. поводок 33 и рычаг 32.
При обработке порщневых колец сложного профиля, например бочкообразного (фиг. 4) во время обкатки торцов деформирующими роликами / обкатывается бочкообразная поверхность деформирующим шариком 40, который получает вращение от детали и перемещается в осевом направлении по замкнутой винтовой канавке 41, выполненной на опорном барабане, получающем вращение от отдельного привода 42.
Деформирующий щарик 40 поджимается к бочкообразной поверхности обрабатываемой детали поршнем 44 через компенсирующую пр}/жину 45.
Предмет изобретения
1.Устройство для чистовой и упрочняющей обработки плоских кольцеобразных деталей, например, заготовок поршневых колец, содержащее механизм для обкаткн торцовых поверхностей ДВУМЯ рядами противостоятцих роликов, размещенных в неповоротных сепаратопах и опирающихся на киттематн ескт
связанные между собой нажимные лемечты, один нз которых cтaнoвлeн с возможгтостью осевого переметдения и находится пол воздействием загрузочного механиззмл, отличающееся тем, что, с целью одновременной обкатки
наружной цилиндрической, торцовых поверхностей и наружных и внутренних фасок, устройство снабжено механизмами обкатки роликами нарулсной цилиндрической поверхности, наружных фасок и механизмом для вынолнения масляных карманов с помощью шарика, размещенными на одном из неповоротных сепараторов и получающими осцилляцию в осевом направлении от толкателей, располол енных в замкнутых винтовых пазах, выполценных в одном из нажимных элементов, а в другом неподвижном сепараторе установлен механизм раскатки внутренних фасок обрабатываемой детали, служащей приводом вращения деформирующих роликов, обрабатывающнх наружную поверхность и все фаски.
2.Устройство по п. 1, отличающееся тем, что, с целью изготовления порщневых колец сложного профиля, например, бочкообразного, оно снабжено геханизмом обкатки наружной поверхности кольца, выполненным в виде одного или нескольких диаметрально расположенных барабанов, имеющих замкнутый винтовой паз, в котором размещен деформирующий элемент.
3. Устройство по п. 1, отличающееся тем, что, с целью изготовления торсионных (скручивающихся) поршневых колец, в одном из неповоротных сепараторов расположены ролики, диаметр которых больще диаметра роликов, расположенных в другом сепараторе.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СНЯТИЯ ФАСОК НА ВНУТРЕННЕМ ДИАМЕТРЕ ПОРШНЕВЫХ КОЛЕЦ | 1966 |
|
SU184581A1 |
| УСТРОЙСТВО для ДВУСТОРОННЕЙ ЧНСТОВОЙи | 1966 |
|
SU189325A1 |
| Устройство для упрочняющей обработки тел вращения методом пластической деформации | 1977 |
|
SU662219A1 |
| УСТРОЙСТВО для ЧИСТОВОЙ и УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 1972 |
|
SU359140A1 |
| УСТРОЙСТВО для ОБРАБОТКИ ВАЛОВ РЕЗАНИЕМ И ОБКАТКОЙ | 1971 |
|
SU305982A1 |
| Устройство для упрочнения отверстий | 1982 |
|
SU1087316A1 |
| СПОСОБ ОБРАБОТКИ ТОРЦОВ ЗАМКНУТЫХ КОЛЬЦЕОБРАЗНЫХ ДЕТАЛЕЙ | 1972 |
|
SU344974A1 |
| Устройство для дорнования | 1975 |
|
SU557885A1 |
| Способ прокатки колец шарикоподшипников и устройство для его осуществления | 1980 |
|
SU967636A1 |
| Устройство для обработки валов резанием и обкаткой | 1990 |
|
SU1785827A1 |
и
11
