Изобретение относится к области электрокерамической промышленности.
Известные устройства для ненрерывного формования изоляторов, включающие формующий диск для нодачи фарфоровой массы, не обеспечивают механизации процесса окончательного оформления винтовых ребер и шеек полуфабриката-сырца в один прием и создают отходы фарфоровой массы.
Предложенное устройство лишено этих недостатков и отличается от известных тем, что формующий диск выполнен составным и снабжен установленными с возможностью радиального перемещения щторами с пальцами-поводками, взаимодействующими с замкнутым фигурным копиром.
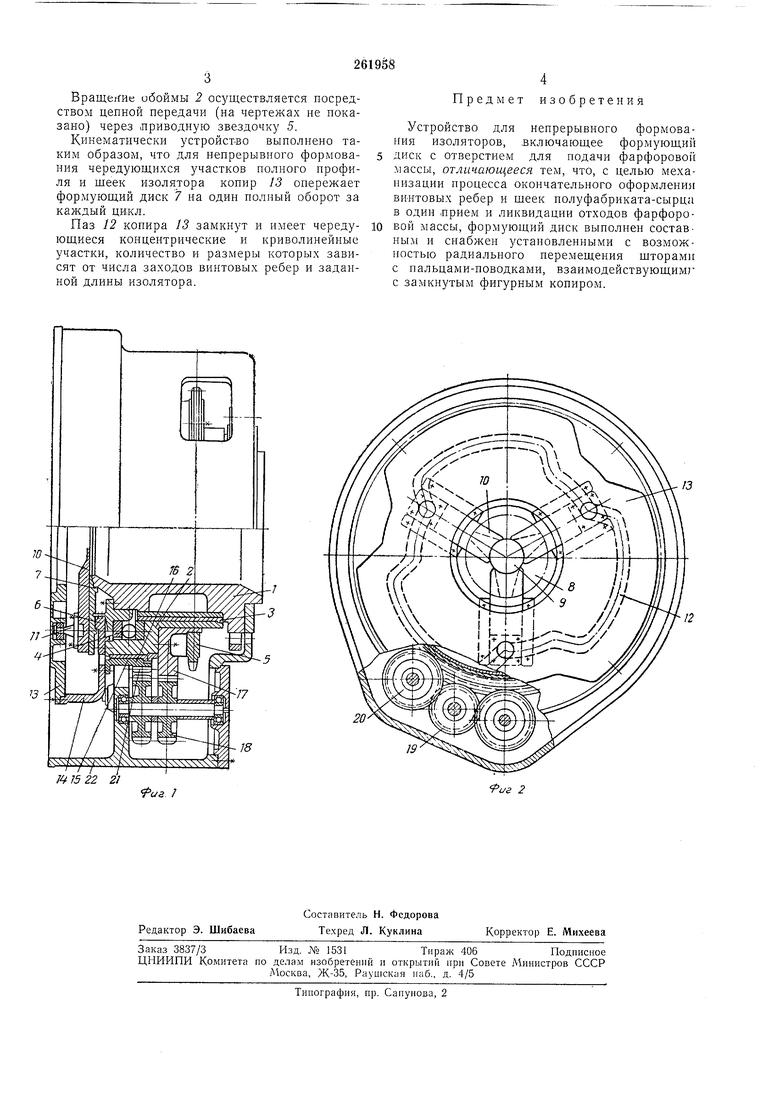
На фиг. 1 схематично изображено устройство (вид сбоку, разрез); на фиг. 2 - вид со стороны формующего диска.
Устройство состоит из круглого корпуса /, на который подвижно насажена обойма 2, врашающаяся на подшипниках 3 к 4. К обойме прикреплена приводная звездочка 5 и крышка 6 с закрепленным на пей формующим диском 7. Формующий диск состоит из неподвижных пластин 8, образующих отверстие 9 для подачи фарфоровой массы, и подвижных штор 10 с пальцами-поводками 11.
диска 7 копира 13. Копир жестко соединен с копиродержателем 14, скрепленным с вращающимся на подшипнике 15 корпусом 16. Вращение корпуса 16 с копиродержателем
14 и копиром 13 осуществляется от обоймы 2 посредством закрепленного На ней зубчатого колеса 17, блока шестерен 18, паразит ых шестерен 19 и 20 и венцовой шестерни 21, встроенных в корпус 22.
Устройство работает следующим образом. Корпуса 1 и 22 крепятся на выходной части механизма (вакуум-пресс, цилиндр с поршнем и т. д.), .подающего фарфоровую массу (на чертежах не показано).
Пластичная фарфоровая масса выдавливается через отверстие 9 диска 7, вращающегося со скоростью, установленной в зависимостн от скорости поступательного движения массы, что обеспечивает непрерывное получение отформованной заготовки изоляторов с винтовыми ребрами.
Шторы 10, неремещаемые в заданный отрезок времени радиально к центру копиром 13,
изменяют форму и размеры рабочего отверстия 9 формующего диска 7, чем обеспечивается образование на заготовке шеек под заделку арматуры.
Вращеггие обоймы 2 осзществляется посредством цепной передачи (на чертежах не показано) через .приводную звездочку 5.
Кинематически устройство выполнено таким образом, что для непрерывного формования чередующихся участков полного профиля и шеек изолятора копир 13 опережает формующий диск 7 на один полный оборот за калсдый цикл.
Паз 12 копира 13 замкнут и имеет чередующиеся концентрические и криволинейные участки, количество и размеры которых зависят от числа заходов винтовых ребер и заданной длины изолятора.
Предмет изобретения
Устройство для непрерывного формования изоляторов, .включающее формующий диск с отверстием для подачи фарфорово1 массы, отличающееся тем, что, с целью механизации процесса окончательного оформления винтовых ребер и щеек полуфабриката-сырца в один лрием и ликвидации отходов фарфоровой массы, формующий диск выполнен составным и снабжен установленными с возможностью радиального перемещения шторами с пальцами-поводками, взаимодействующим)с замкнутым фигурным копиром.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для НЕПРЕРЫВНОГО ФОРМОВАНИЯИЗОЛЯТОРОВ | 1971 |
|
SU319176A1 |
| Устройство для непрерывного формования изделий | 1977 |
|
SU710799A1 |
| Устройство для непрерывного формования стержневых изоляторов | 1960 |
|
SU145996A1 |
| Устройство для непрерывного формования изоляторов со спиральными ребрами | 1986 |
|
SU1395503A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ ПОЛЫХ ФАРФОРОВЫХИЗДЕЛИЙ | 1970 |
|
SU275357A1 |
| Устройство для непрерывного формования изоляторов | 1976 |
|
SU609631A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ полых ФАРФОРОВЫХ | 1973 |
|
SU404623A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
| Установка для формования керамических изделий | 1979 |
|
SU1006236A1 |
| Виноградоуборочная машина | 1986 |
|
SU1371599A1 |
2)
-fus J
19
ije 2
