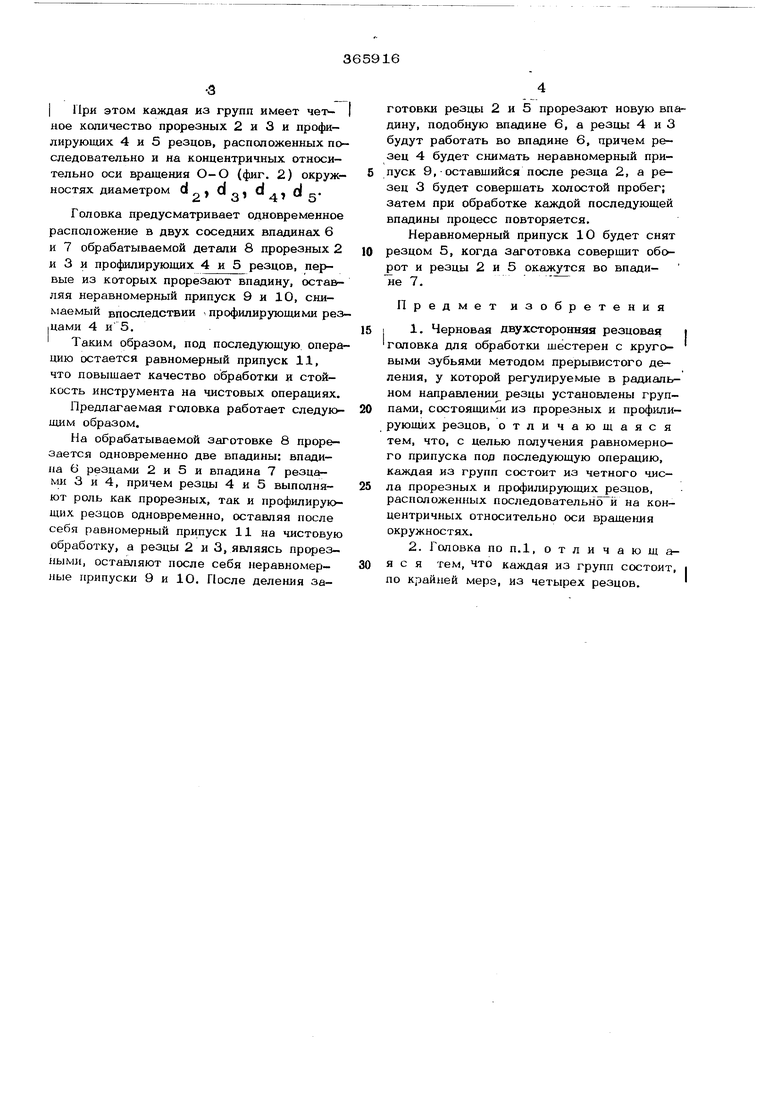
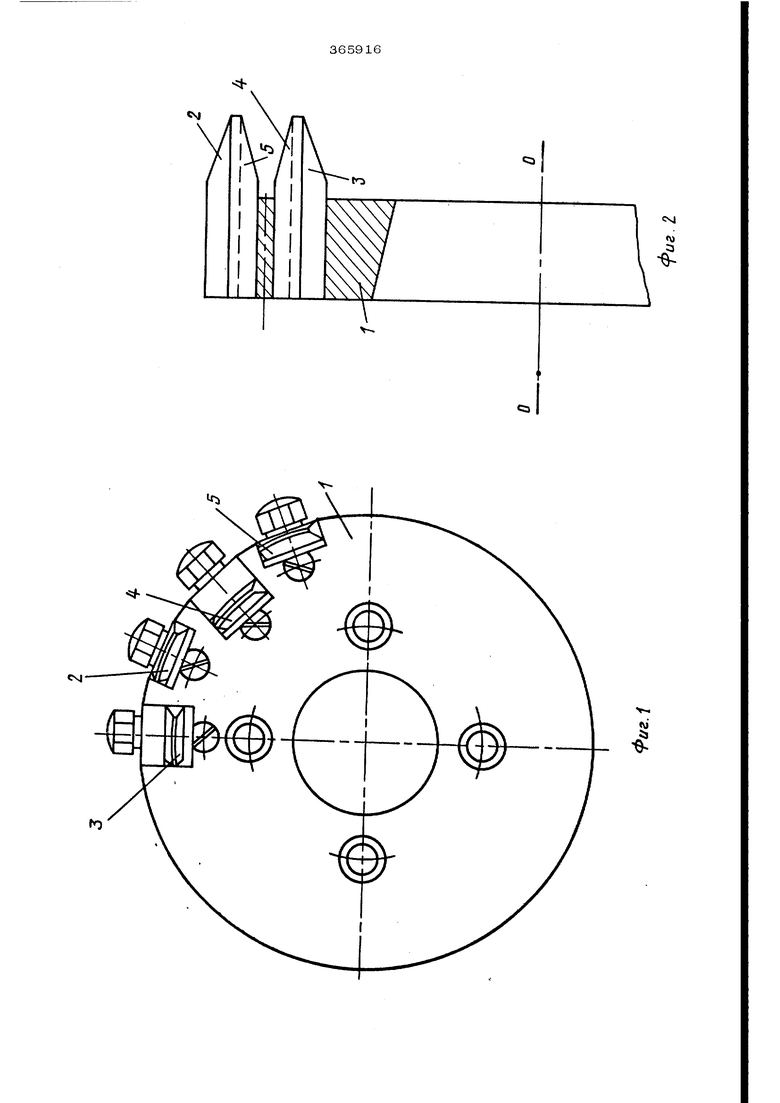
Изобретение относится к производству ведущих шестерен с круговыми зубьями и -может быть использовано в автомобилестро ении и других отраслях машиностроения для чернового нарезания конических шестерен, преимушественно с малым числом зубьев, нарезаемых спсюобом постоянной установки в условиях крупно-серийного ч массового производства. Известны черновые, двухсторонние или трехсторонние резцовые головки для нарезания ведущих шестерен с регулировкой положения резцов в радиальном направлении, используемые при прерывистом делении. . Резцы внутренние и наружные у двухсторонних и внутренние и наружные у трехсторонних головок размещены в корпусах резцовой головки таким образом, что они рабо тают в одной впадине нарезаемой заготов- ки. Припуск, который оставляют эти голов-; ки для чистового нарезания 1еравномереи и увеличивается от внутреннего торца к наружному. Наличие неравномерного припуска снижает стойкость чистовых резцовых головок. Предлагаемая головка дает возможность получить равномерный припуск под чистовую обработку и отличается от известных тем, что каждая из групп состоит из чеа ного ряда прорезных и профилирующих резцов, расположенных последовательно и ла концентричных относительно оси врашения окружностях, причем каждая из упомянутых групп состоит, по крайней мере, из четырех резцов. На фиг. 1 изображена предлагаемая головка, вид сверху; на фиг. 2 - головка с совмещенным в одной плоскости положением резцов; на фиг. 3 - схема расположения на детали припуска под обработку и положение резцов в обрабатываемых впадинах. Предлагаемая резцовая головка содержит корпус 1, в котором регулируемый в радиальном направлении резцы 2, 3, 4,5 и т.д. установлены группами, состоящими из прорезных 2 и 3 и профилирующ 1Х 4 .и 5 резцов.
I При этом каждая из групп имеет чет | ное количество прорезных 2 и 3 и профилирующих 4 и 5 резцов, расположенных последовательно и на концентричных относительно оси вращения О-О (фиг. 2) окруж 3 4 5ностях диаметром
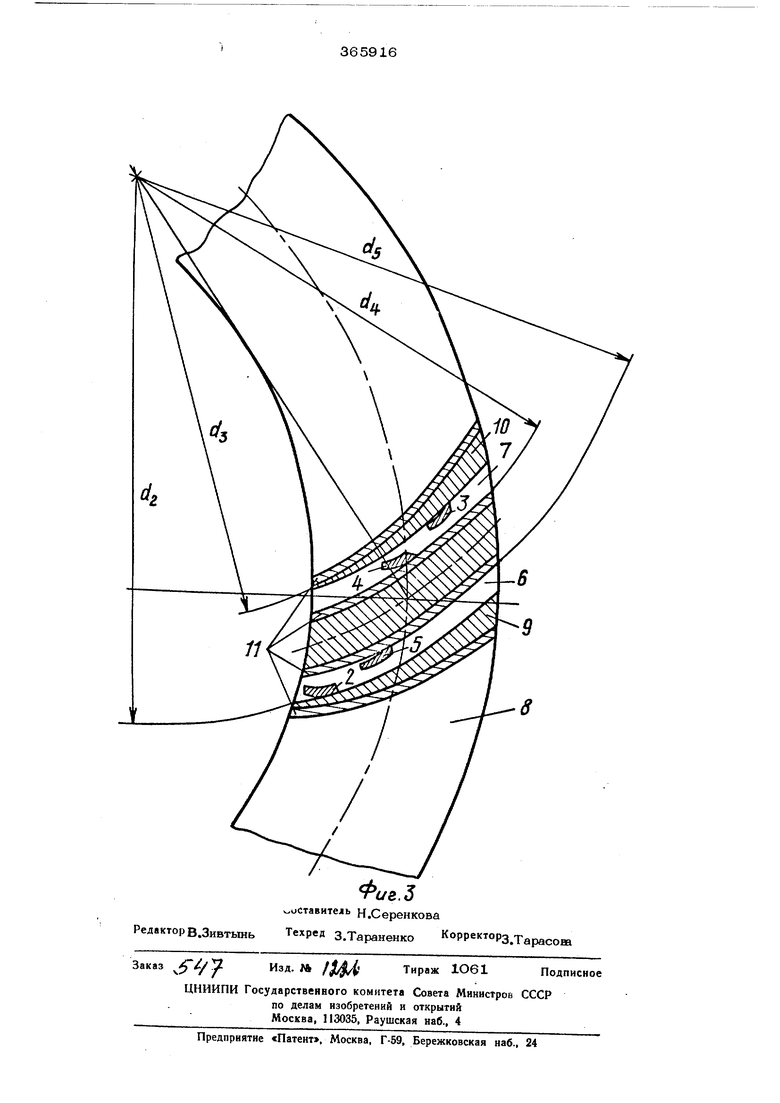
Головка предусматривает одновременное расположение в двух соседних впадинах 6 и 7 обрабатываемой детали 8 прорезных 2 и 3 и профилирующих 4 и 5 резцов, первые из которых прорезают впадину, оставляя неравномерный припуск 9 и 10, снимаемый впоследствии s профилирующими рез|Цами 4 и 5,
Таким образом, под последующую операцию остается равномерный припуск 11, что повышает качество обработки и стойкость инструмента на чистовых операциях.
Предлагаемая головка работает следуюшдм образом.
На обрабатываемой заготовке 8 прорезается одновременно две впадины; впадипа 6 резцами 2 и 5 и впадина 7 резцами 3 и 4, причем резцы 4 и 5 выполняют роль как прорезных, так и профилирующих резцов одновременно, оставляя после себя равномерный припуск 11 на чистовую обработку, а резцы 2 и 3, являясь прорезными, оставляют после себя неравномерные припуски 9 и 10. После деления заготовки резцы 2 и 5 прорезают новую впадину, подобную впадине 6, а резцы 4 и 3 будут работать во впадине 6, причем резец 4 будет снимать неравномерный припуск 9, оставшийся после резца 2, а резец 3 будет совершать холостой пробег; затем при обработке каждой последующей впадины процесс повторяется.
Неравномерный припуск 10 будет снят резцом 5, когда заготовка совершит оборот и резцы 2 и 5 окажутся во впади не 7.
Предмет изобретения
1.Черновая двухсторонняя резцовая головка для обработки шестерен с круговыми зубьями методом прерывистого деления, у которой регулируемые в радиальном направлении резцы установлены группами, состоящими из прорезных и профилирующих резцов, отличающаяся тем, что, с целью получения равномерного припуска под последующую операцию, каждая из групп состоит из четного числа прорезных и профилирующих резцов, расположенных последовательно й на концентричных относительно оси вращения окружностях.
2.Головка ПОП.1, отличающаяся тем, что каждая из групп состоит по крайней мерз, из четырех резцов.
Ь
«М
ITI
сч| )
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания обкаткой дуговых зубьев конических колес | 1971 |
|
SU550247A1 |
| Резцовая головка-протяжка | 1976 |
|
SU618220A1 |
| Способ чернового нарезания конических колес и черновая резцовая головка для его осуществления | 1977 |
|
SU1022784A1 |
| Резцовая головка-протяжка для нарезания круговых зубьев конических колес | 1984 |
|
SU1235672A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ЧИСТОВОГО НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1966 |
|
SU184113A1 |
| Резцовая головка | 1973 |
|
SU486653A1 |
| Способ изготовления конических зубчатых колес | 1983 |
|
SU1142236A1 |
| Способ нарезания цилиндрических зубчатых колес с криволинейными по длине зубьями | 1989 |
|
SU1726169A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2006 |
|
RU2322329C1 |
| Способ нарезания резьбы резцом | 1972 |
|
SU524629A1 |
(U
