Изобретение относится к сварочным машинам и автоматам и может быть использовано в судостроении и других отраслях промышленности.
По основному авт. св. N° 257647 известна горелка для сварки угловых швов, содержаш,ая корпус, подвижно соединенный с соплом по цилиндрической поверхности, ось которой параллельна поверхностям свариваемых деталей, причем на цилиндрической части сопла с возможностью перемешения установлена задвижка, снабженная упором, взаимодействующим с выступом, выполненным на корпусе горелки. Однако в ряде случаев, например при сварке тавровых соединений без разделки кромок из листов металла большой толш,ины или при сварке тавровых соединений из деталей, значительно различаюшихся по толщине, изменение угла наклона электрода оказывается недостаточным, в связи с чем техьюлогический процесс усложняется, за счет введения разделки кромок при сварке больших толш,ин удорожается, а в некоторых случаях при сварке малых толщин появляется опасность снижения качества шва.
ляла бы в необходимых случаях помимо изменения угла наклона смещать ось электрода параллельно самой себе. Это достигается тем, что электрод эксцентрично установлен в электродержателе, на наружной поверхности которого закреплен червячный сегмент, кинематически связанный с маховиком ручного смещения оси электрода.
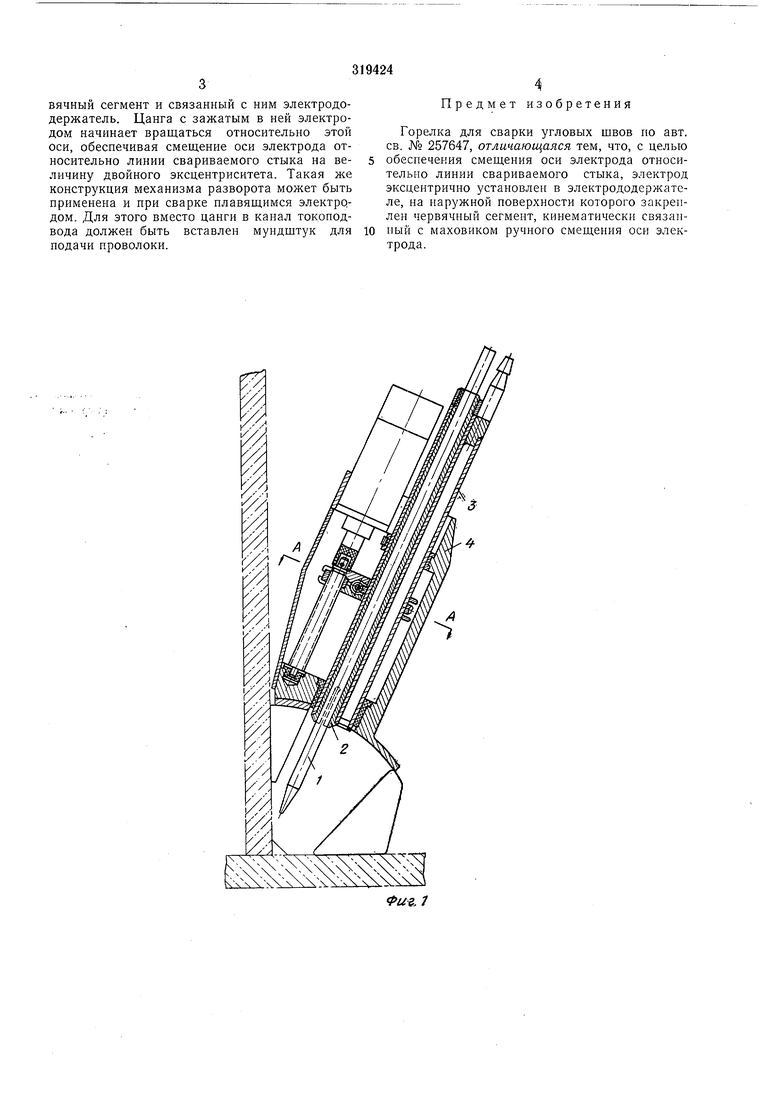
На фиг. 1 схематически изображена предлагаемая головка с механизмом смешения оси электрода; на фиг. 2 - разрез по А-А на фиг. 1.
Головка состоит из неплавящегося электрода /, зажатого в цанге 2, которая, в свою очередь, установлена в эксцентрично расположенном канале водоохлаждаемого электрододержателя 3. Электрододержатель может перемещаться в направляющих втулках корпуса 4 для регулировки длины сварочной дуги, а также поворачиваться вокруг оси с помощью червячной передачи (см. фиг. 2). Вращение червяка 5 осуществляется вручную маховиком 6. Червяк входит в зацепление с червячным сегментом 7, скрепленным с электрододержателем, в эксцентрично расположенном капале которого зажата цанга с электродом.
вячный сегмент и связанный с ним электрододержатель. Цанга с зажатым в ней электродом начинает вращаться относительно этой оси, обеспечивая смещение оси электрода относительно линии свариваемого стыка на величину двойного эксцентриситета. Такая же конструкция механизма разворота может быть применена и нри сварке плавящимся электродом. Для этого вместо цанги в канал токоподвода должен быть вставлен мундштук для подачи проволоки.
Предмет изобретения
Горелка для сварки угловых щвов по авт. св. № 257647, отличающаяся тем, что, с целью
обеспечения смещения оси электрода относительно линии свариваемого стыка, электрод эксцентрично установлен в электрододержателе, на наружной поверхности которого закреплен червячный сегмент, кинематически связанпый с маховиком ручного смещения оси электрода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой автоматическойСВАРКи C КОлЕбАНияМи элЕКТРОдА | 1979 |
|
SU846191A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| УСТРОЙСТВО для СВАРКИ ТРУБ | 1967 |
|
SU197829A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1970 |
|
SU259297A1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1992 |
|
RU2049633C1 |
| СПОСОБ ОДНОПРОХОДНОЙ ОДНОСТОРОННЕЙ МЕХАНИЗИРОВАННОЙ ГАЗОЭЛЕКТРИЧЕСКОЙ СВАРКИ | 1971 |
|
SU415114A1 |

