Изобретение относится к оборудо ванию для автоматической дуговой сварки в защитных газах толстостенных стыков и может найти применение при изготовлении узлов и деталей из высокопрочных сталей, титановых и алюминиевых сплавов, когда сварка производится в узкую глубокую разделку.
Известны сварочные головки для автоматической сварки неплавящимся электродом в среде защитных газов, содержащие горелку и механизмы корректировки положения устройств подачи проволоки, а также вертикального и горизонтального перемещений головки. При сварке на подъем многослойных швов известными головками, последовательное вертикальное перемещение направляющего шланга с присадочной проволокой за дугой происходит одно- . временно с перемещением сварочной горелки, так как механизм корректировки положения присадочной проволоки и горелка жестко связаны между собой 11 и 2.
Однако при одновременном перемещении горелки и механизма корректировки положения присадочной проволоки
по мере наплавки многослойного шва увеличивается расстояние между соплом горелки и поверхностью свариваемых кромок, что приводит к нарушению газовой защиты и снижению стойкости электрода. Взаимная регулировка и .подстройка положения электрода и присадочной проволоки в процессе сварки
10 затруднительна.
Известна сварочная горелка, позволяющая осуществлять вертикальное перемещение одного электрода без изменения положения сопла по отношению
45 к свариваемым кромкам Сз.
При этом электрод находится в стационарном положении, зажатым в цангодержателе, и имеет необходимое вертикальное перемещение по мере свар2Q ки толстостенного стыка без возвратно-поступательных колебательных движений электрода по дуге, что затрудняет достижение равномерного оплавления свариваемых кромок в узкой
25 глубокой разделке из-за невозможности регулирования определенного угла встречи электрода с кромками, при этом возможно появление несплавлений. Известно устройство для автомати-.
Q ческой сварки неплавящимся электрюдом больших толщин с узкой глубокой разделкой, содержащее основание, направляющие с установленной на них кареткой с механизмом вертикального и горизонтального перемещения, сварочную головку и механизм колебаний. В этом устройстве производится регу-лирование амплитуды колебаний электрода, имеющего определенную геометрию рабочей части в процессе сварки, что снижает возможность появления несплавлений (43
Однако механизм вертикального перемещения жестко связан с корпусом горелки и подъем электрода производится после вьшолнения отдельных переходов на величину наплавленного слоя. Регулирование подъема электрода при колебательных движениях в процессе сварки затруднено из-за возможности замыканий электрода, наруи|ения процесса сварки из-за смещений лектрода и несимметричных колебаний ё,го относительно оси разделки.
Наиболее близким по технической сущности и достигаемому эффекту к изобретению является устройство для дуговой автоматической сварки с колебаниями электрода, содержащее основание и установленные на нем механизм колебания электрода, кинематически связанный с горелкой, имеющей корпус с Закрепленным на нем соплом И электрододержатель,и механизм верт;икального перемещения горелки, связанный с горелкой кронштейном, а также расположенную под углом к оси горелки направляющую для подачи присадочного материала, выполненную в виде сопла, и механизм корректировки положения направляющей, жестко связанный с механизмом вертикального перемещения горелки С 51.
Однако данное устройство не позволяет получать качественные сварные соединения с узкими глубокими разделкамиj так как при колебаниях электрода возможны замыкания электрода на стенки разделки, что приводит к нарушению стабильности процесса сварки.
Цель изобретения - получение качественных сварнь х соединений с узкими глубокими разделками путем обеспечения стабильности процесса сварки с колебаниями электрода.
Это достигается тем, что в устрюйстве для дуговой автоматической сварки с колебаниями электрода,содержащем основание и установленные на нем механизм колебания электрода, кинематически связанный с горелкой, имеющей корпус с закрепленным на нем соплом и электрододержатель, и механизм вертикального перемещения горелки с кронштейном а также расположенную под углом к оси горелки направляющую для подачи присадочного материала и механизм корректиЕКЭвки
ее положения, жестко связанный с механизмом вертикального перемещения горелки, корпус горелки закреплен на основании, электрододержатель в горелке установлен с возможностью перемещения в направлении продольной оси горелки и шарнирно соединен с кронштейном механизма вертикального перемещения горелки.
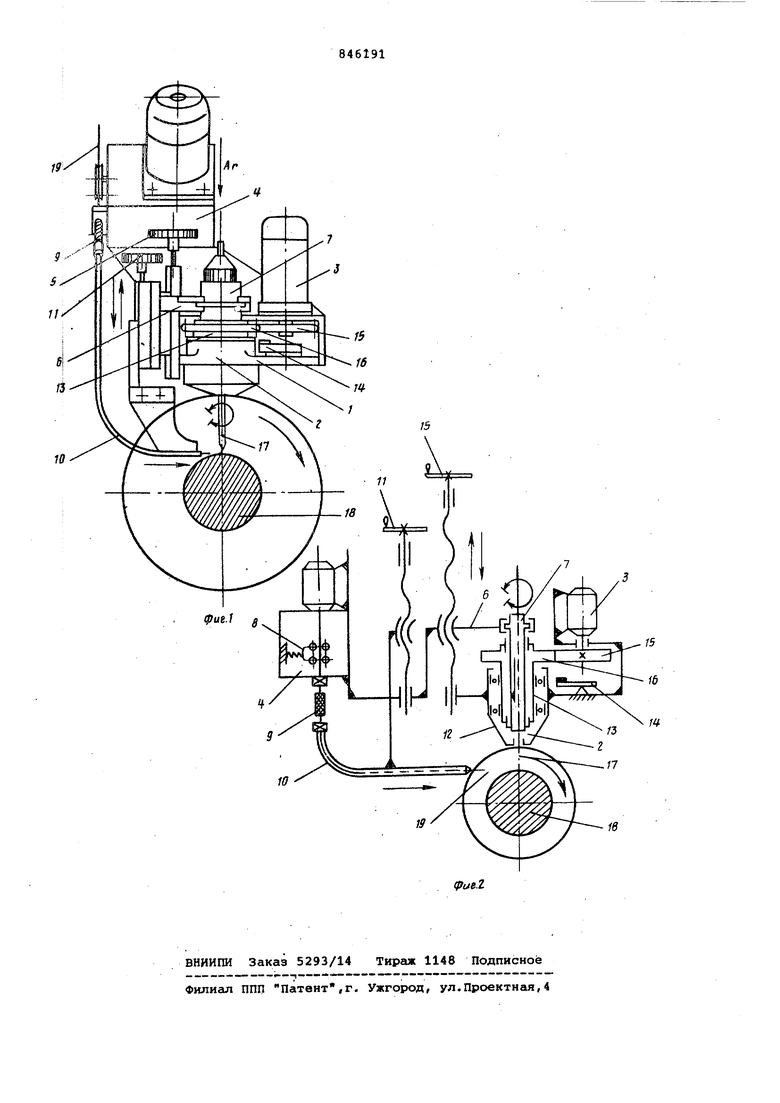
На фиг. 1 схематически изображено устройство,общий вид; на фиг. 2 кинематическая схема устройства.
На основании 1 неподвижно расположены корпус 2 горелки, и корпус меха-г низма 3 колебаний электрода, механизм 4 подачи проволоки, механизм 5 вертикального перемещения горелки, шарнирно связанный через кронштейн 6 с электродержателем 7. Устройство имеет механизм 8 подачи проволоки, который через гибкий шланг 9 связан с направляющей 10 для присадочной проволоки, выполненной в виде трубки. В устройство входит механизм 11 корректировки положения направляющей 10 для присадочной проволоки, который жестко связан с механизмом 5 вертикального перемещения горелки. На корпусе 2 горелки закреплено сопло 12, а горелка выполнена с рубашкой 13 охлаждения, установленной в корпусе 2 на подшипниках. Рубашка 13 охлаждения соединена с элект эододержателем 7 посредством скользящей шпонки. Механизм колебания выполнен в виде неподвижных контактов 14, взаимодействующих с управляющим магнитом (не показан), расположенным на шестерне
15,установленной на валу привода механизма 14 колебаний. Шестерня 15 находится в зацеплении с шестерней
16,закрепленной на рубашке 13 охлаждения. Устройство через фланец основания 1 крепится к сварочному автомату (не показан)
Перед работой устройство устанавливается над свариваемым изделием 18. При этом электрододержатель 7 горелки с электродом 17 устанавливается в крайнем, нижнем положении механизмом 5 вертикального перемещения горелки. Электрод 17, рабочий конец которого предварительно заточен на конус и отогнут на угол, равный 10-60°, может устанавливаться перед сваркой углом вперед или углом назад. Направляющая 10 для присадочной проволоки 19 устанавливается перед сваркой механизмом 11 корректировки ее положения, В процессе сварки электроду 17 механизм колебания сообщает вращательные колебания и поступательные вверх механизмом 5 вертикального перемещения горелки до тех пор, пока электрододержатель 7 не займет крайнее верхнее положение в горелке.
Одновременно выполняемые верти1Кальные перемещения электрода 17 и
5 присадочной проволоки 19 не влияют на колебательные движения электрода по дуге. Предлагаемая малогабаритная конструкция устройства имеет ограниченное вертикальное перемещение электро додержателя с электродом (цо 20 мм), в связи с чем сварка больших толщин материалов производится с перенастройкой, которая заключается в том, что электрод 17 вводится во внутрь электрододержателя 7 на размер оставшейся несваренной части шва. Затем электрододержатель снова устана ливается в горелке в крайнее нижнее положение механизмом 5 вертикального перемещения горелки, а присадочная проволока 19 устанавливается механиз мом 11 корректировки ее положения, и процесс сварки продолжается. Данную конструкцию сварочной головки выгодно использовать, например при сварке в труднодоступных местах стыковых соединений больших толшин тел вращения с узкой, глубокой разделкой кромок, когда имеются ограничения по высоте выступатадих частей горелки при подъеме электрода. При наличии механизмов 5 и 11, обеспечивающих совместное возвратно-поступательное перемещение электрода и присадочной проволоки, повышается производительность за счет непрерывного ведения процесса сварки (без раздель ного подрегулирования) и улучшается качество сварки за счет исключения нарушения процесса сварки при колебательных движениях электрода по дугу, а также повышается надежность и удобство эксплуатации сварочной горелки . Формула изобретения Устройство для дуговой автоматической сварки с колебаниями электрода, содержащее основание и установленные на нем механизм колебания электрода, кинематически связанный с горелкой, имеющей корпус с закрепленным на нем соплом и электрододержатель, и механизм вертикального перемещения горелкн с кронштейном, а также расположенную под углом к оси горелки направляющую для подачи присадочного материала и механизм корректировки ее положения, жестко связанный с механизмом вертикального пеоемещения горелки, отличающееся тем, что, с целью получения качественных сварных соединений с узкими глубокими разделками путем обеспечения стабильности процесса сварки с колебаниями электрода, корпус горелки закреплен на основании, электрододержатель в горелке установлен с возможность перемещения в направлении продольной оси горелки и шарнирно соединен с кронштейном механизма вертикального перемещения горелки. Источники информации, принятые во внимание при экспертизе 1.Сварочное оборудование. Каталог-справочник ИЭС им. Е.О. Патона. .К., Наукова Думка, 1972, ч. 1, с.. 32-38. 2.Бельфор М.Г. и Патон Б.Б. Оборудование для дуговой и электрошлаковой сварки и наплавки. М., 1974, с. 117-118, рис. 100-102. 3.Будник В.П. и др. Сварочная горелка с подвижным электродом. Автоматическая сварка, 1974, 4, с. 72. 4.Авторское свидетельство СССР 531685, кл. В 23 К 9/16, 17.09.7. 5.Патент США 2759083, кл. 219-130, 14.08.54.
J9
10
15
g.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Устройство для автоматической сварки с колебаниями электрода | 1980 |
|
SU925577A1 |
| Устройство для дуговой сварки | 1991 |
|
SU1808564A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Устройство для сварки плавлением | 1979 |
|
SU1107988A1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ СТЫКОВ ТОЛСТОЛИСТОВЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2578303C1 |
| Двухэлектродная горелка | 1985 |
|
SU1279773A1 |