Известны споеобы непрерывного нродольного гофрирования лент полимерного материала, например оберточной ткани заготовок поликлиновых ремней, заключающиеся в том, что предварительное плиссирование п формование по заданному профилю производят при непрерывном протягивании ткапи в зазоре между попарно установленными друг над другом формующими элементами, например, между наборами опорных и прил имных роликов, расположенных в ряд по ширине заготовки ремня. По известному способу предусмотрено применение гребенки, выполненной в виде плит с зубьями в сечениях постепенно увеличивающихся по высоте для проведения предварительного плиссирования ткани, что усложняет устройство п снижает качество гофрирования за счет увеличения вытяжки ткани.
Предлагаемый способ отличается тем, что ткань непрерывно протягивают в зазоре между попарно установленными друг над другом формующими элементами, расположенными по -форме клина, с направлением конуса клина по ходу движения ткани. Этот способ повышает качество и ускоряет процесс продольного гофрирования, при этом исключается процесс предварительного плиссирования и уменьшается вытяжка ткани.
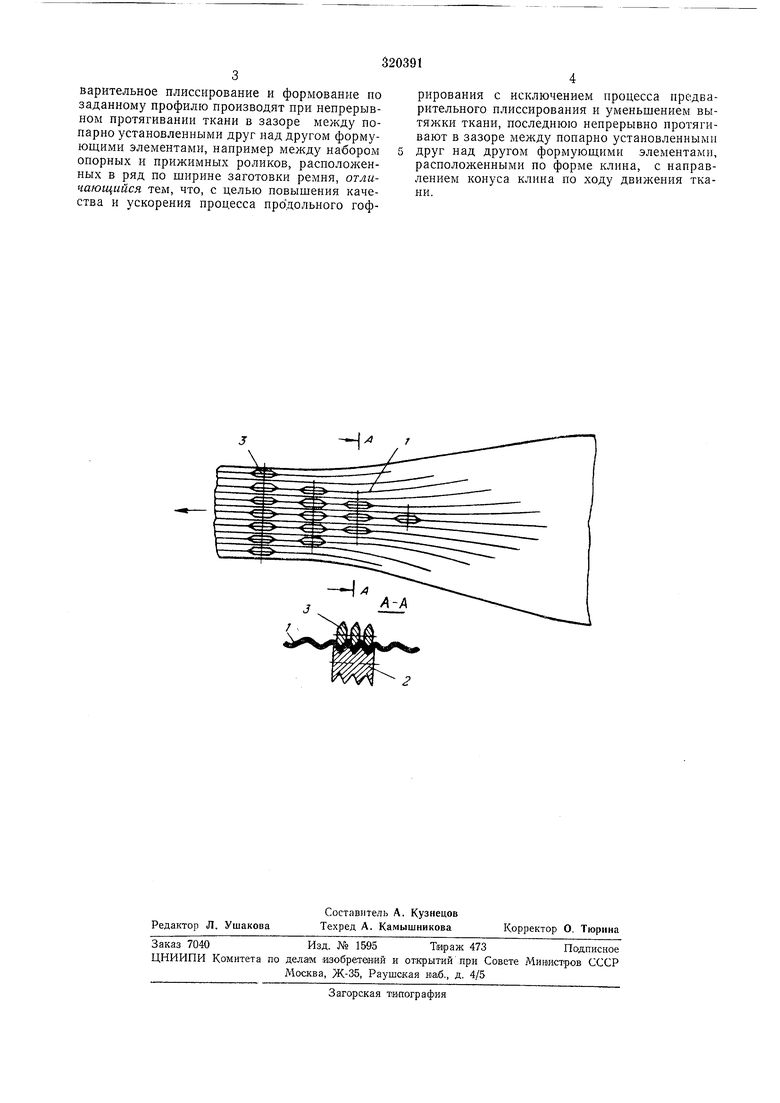
Способ HcupepMHiio: о нродольиого гофрирования лент полимерного материала, например оберточной ткани заготовок поликлиновых ремней, заключается в том, что предварительное плиссирование и формование по заданному профилю производят при непрерывном протягивании ткани } в зазоре между попарно установленными друг над другом формующими элементами, например между набором опорных и прижимных роликов 2 и 3, расположенных в ряд по шприне заготовки ремия.
Ткань непрерывно протягивают в зазоре между попарно установленными друг над другом формующими элементами 2 и 3, расположенными но форме клииа, с направленнем конуса клина по ходу движения ткани. Конец ткани накладывают на опорные ролики 2 и прижимают его роликами 3. Ткань протягивают в направлении стрелки, при этом на тканн образуются гофры по всей ширине. Таким образом непрерывно осуществляется процесс гофрирования.
Предмет из об р е т е и и я
25
варительное плиссирование и формование по заданному профилю производят при непрерывном протягивании ткани в зазоре между попарно установленными друг над другом формующими элементами, например между набором опорных и прижимных роликов, расположенных в ряд по ширине заготовки ремня, отличающийся тем, что, с целью повышения качества и ускорения процесса продольного гофрирования с исключением процесса предварительного плиссирования и уменьшением: вытяжки ткани, последнюю непрерывно протягивают в зазоре между попарно установленными друг над другом формующими элементами, расположенными по форме клина, с направлением конуса клина но ходу движения ткани.