Изобретение относится к механической обработке резанием и предназначено для обработки прямоугольных отверстий с различным наклоном граней в вертикальных стенках крупных деталей.
Известны устройства, обеспечивающие обработку фасонных поверхностей по шаблонам, соответствующим обрабатываемому изделию.
В предлагаемом устройстве с целью повыщения точности и экономичности обработки изделий копировальное устройство выполнено в виде отдельного агрегата, поочередно изменяющего режимы перемещения щпиндельной бабки и стойки с задающего на следящий.
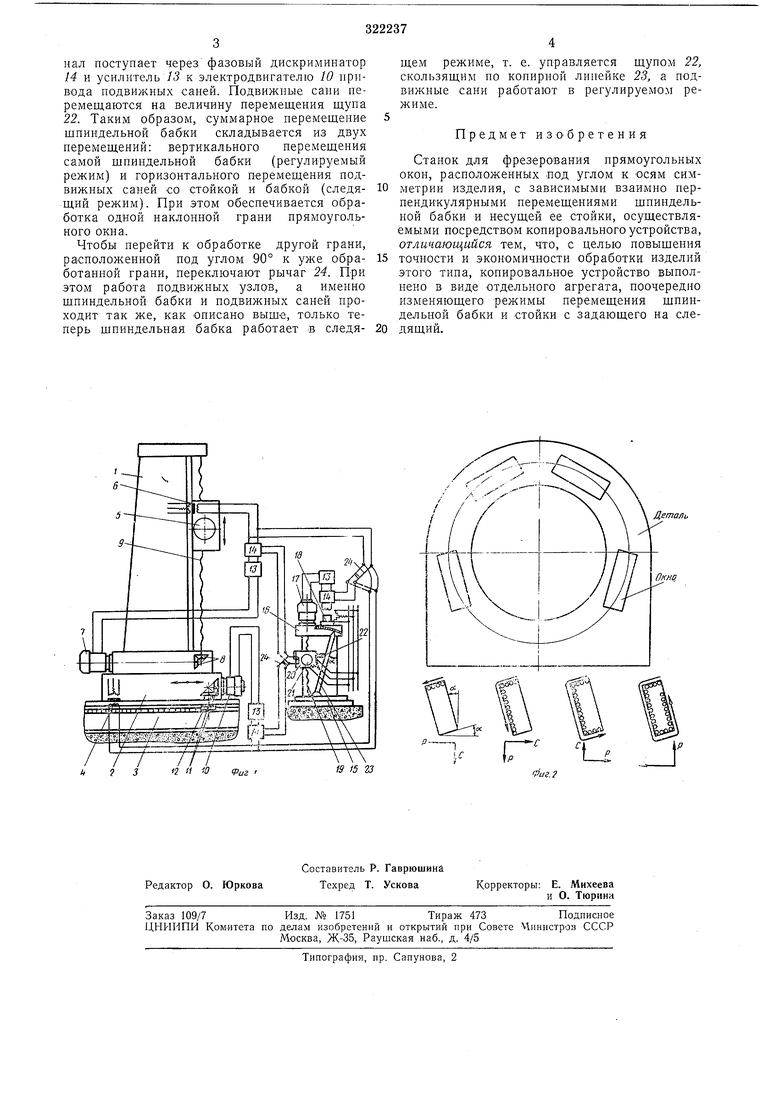
На фиг. 1 изображен предлагаемый станок с копирньш устройством и схемой подключения его к подвижным узлам; на фиг. 2- схема располол ения окон на обрабатываемой детали и схема обработки прямоугольного окна,где:
С - работа узла в следящем режиме;
Р - работа узла в регулируемом режиме.
Стойка / закреплена на подвижных санях 2, установленных на станине 3. На подвил ных санях смонтирован датчик 4. Шпиндельная бабка 5 с датчиком 6 установлена на стойке. Перемещение щниндельной бабки по стойке осуществляется от электродвигателя 7
через пару щестерен 8 и ходовой винт 9. Горизонтальное перемещение подвижных саней осуществляется от электродвигателя 10 через коническую пару // и пару шестерня-рейка 12. В цепь привода шпиндельной бабки и подвижных саней включены усилители 13 и фазовые дискриминаторы М. На отдельной подставке 15 смонтированы редуктор 16 с двигателем 17 и сельсином 18. От редуктора приводится винт 19, который связан с копирной головкой 20. В копирной головке установлен датчик 21 и щуп 22, упирающийся в копирную линейку 23.
Копирная линейка устанавливается на угол ос, т. е. на угол наклона одной из граней обрабатываемого прямоугольного окна. Обработка ведется двумя подачами; щпиндельной бабки в регулируемом режиме и подвижных саней в следящем режиме. При вертикальном перемещении щпиндельной бабки сигнал от датчика 6 передается через фазовый дискриминатор 14 и усилитель 13 к двигателю 17, который через редуктор 16 и винт 19 перемещает копирную головку 20. Кинематика редуктора 16 и винт 19 подобраны таким образом, что копирная головка повторяет по величине перемещение подвижного угла, в данном случае щпиндельпой бабки. Щуп 22 скользит при этом по копирной линейке 23, подавая сигнал датчику 21, от которого сигнал поступает через фазовый дискриминатор 14 и усилитель УЗ к электродвигателю 10 привода подвижных саией. Подвижные саии перемещаются на величину перемещения щупа 22. Таким образом, суммарное перемещение щпиндельной бабки складывается из двух перемещений: вертикального перемещения самой щпиндельной бабки (регулируемый режим) и горизонтального перемещения подвижных саней со стойкой и бабкой (следящий режим). При этом обеспечивается обработка одной наклонной грани прямоугольного окна.
Чтобы перейти к обработке другой грани, расположенной под углом 90° к уже обработанной грани, переключают рычаг 24. При этом работа подвижных узлов, а именно шпиндельной бабки и подвижных саней проходит так же, как описано выщ-е, только теперь щпиндельная бабка работает в следящем режиме, т. е. управляется щупом 22, скользящим по копирной липейке 23, а подвижные сани работают в регулируемом режиме.
Предмет изобретения
Станок для фрезерования прямоугольных окон, расположенных лод углом к осям симметрии изделия, с зависимыми взаимно перпендикулярными перемещениями шпиндельной бабки и несущей ее стойки, осуществляемыми посредством копировального устройства, отличающийся тем, что, с целью повыщения
5 точности и экономичности обработки изделий этого типа, копировальное устройство выполнено в виде отдельного агрегата, поочередно изменяющего режимы перемещения шпиндельной бабки и стойки с задающего на сле0 дящий.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНЫЙ СТАНОК | 1968 |
|
SU231299A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЬ^Й СТАНОК | 1968 |
|
SU217893A1 |
| Станок для обточки колесных пар | 1958 |
|
SU118679A1 |
| Копировально-фрезерный станок | 1984 |
|
SU1168350A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650784A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1972 |
|
SU327972A1 |
| Копировально-фрезерный станок по дереву | 1958 |
|
SU115390A1 |
| ВСЕСОЮЗНАЯ -TCYf I г,Лл! Г"-;? Д. r-i i-vriMiV | 1973 |
|
SU370010A1 |
| Станок для обработки разделки шва под сварку | 1979 |
|
SU1038105A1 |
| Устройство для программного управления станком | 1972 |
|
SU571794A1 |
19 15 23
1-2 И Ю Vnz
3
Р-
Риг. 2
